某車型門型鋼鉸鏈銷軸鎖緊螺紋孔滑牙問題解決
2022-06-24 20:59:14梁鋼濤
時代汽車 2022年11期
關鍵詞:分析
梁鋼濤











摘 要:汽車門型鋼鉸鏈較沖壓鉸鏈結構更小,定位復雜,但由于材料和結構能提高車門鉸鏈的強度,提高車門的剛性,減少關門力,提升車門穩定性和減少變異,各大主機廠在一些較高檔次的汽車上使用該結構。主機廠在汽車生產制造過程中,車門型鋼鉸鏈螺紋孔滑牙問題時有發生,影響質量和成本損失,本文對某車型車門型鋼鉸鏈銷軸鎖緊螺紋孔滑牙問題通過5M1E分析根本原因,采取控制措施將問題予以解決。
關鍵詞:車門型鋼鉸鏈 螺紋孔滑牙 分析 過程管控措施
Solution of the Problem of Sliding Teeth in the Locking Threaded Hole of the Hinge Pin of a Certain Type of Door
Liang Gangtao
Abstract:Compared with the stamping hinge, the structure of the automobile door section steel hinge is smaller and the positioning is complicated. However, as the material and structure can improve the strength of the door hinge, improve the rigidity of the door, reduce the closing force, improve the stability of the door and reduce the variation, the major OEMs, this structure is used on some higher-end cars. In the process of automobile production and manufacturing, the problem of sliding teeth of the door profile steel hinge thread hole occurs from time to time, which affects the quality and cost loss. This paper analyzes the root cause of the sliding thread hole of a certain model's door profile steel hinge pin through 5M1E analysis, and takes control measures to solve the problem.
Key words:door section steel hinge, threaded hole sliding teeth, analysis, process control measures
1 問題描述
6月份,車間質量反饋某車型左上前門型鋼鉸鏈銷軸鎖緊螺紋孔滑牙故障28例,故障率PPH:0.49。該問題影響車間正常生產,造成質量和成本損失,問題急需解決。
2 螺紋孔滑牙潛在失效模式分析
該車型門型鋼鉸鏈已批量供貨,加工參數與工藝已固化,對出現的滑牙問題,進行潛在失效模式分析如下:
螺紋孔滑牙可能原因:
(1)螺紋底孔過大(大于7.0mm),定位螺栓安裝傾斜,安裝螺栓扭力過大(鎖緊螺栓扭力槍轉速過快),螺紋少牙;(2)螺紋孔/螺栓/銷軸的公差匹配,破壞扭矩不合格;(3)組件的硬度不夠。
3 螺紋孔/螺栓/銷軸的公差匹配分析
(1)左上/左下型鋼鉸鏈由同一臺專機上使用同一刀具加工,通過對盲孔及鎖緊螺紋孔隨機抽檢,螺紋底孔孔徑及螺牙檢測均無異常,排除螺紋孔徑影響(詳見附頁尺寸報告)。
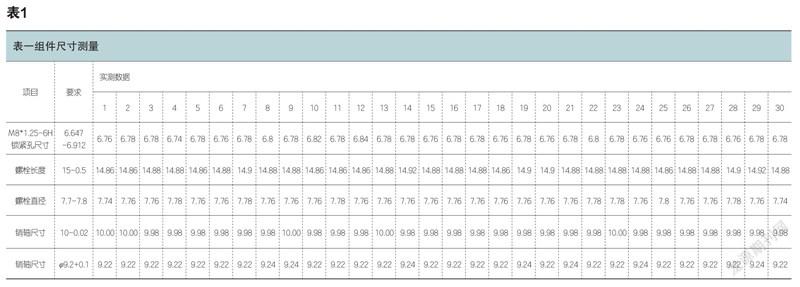
(2)對車身側鉸鏈螺孔/螺栓尺寸/銷軸尺寸隨機各抽查30件零件測量數據分析:
鎖緊孔尺寸要求6.647-6.912,實測6.74-6.88;①螺栓長度尺寸15-0.5實測14.86-14.92,②螺栓直徑要求7.7-7.8實測7.72-7.8;銷軸:①10-0.02尺寸實測9.98-10.0;②φ9.2+0.1實測9.22-9.24。
4 螺紋孔尺寸與螺紋破壞扭矩測量分析
對車身側鉸鏈螺孔與螺栓尺寸進行檢查,單件均在公差范圍內,隨機抽取30件零件進行扭矩破壞試驗,實測35.6-40.2N,具體見下表2。
5 零件材料性能(硬度)進行檢查分析
對銷軸/鎖緊螺釘/鉸鏈零件硬度進行測量分析,銷軸洛氏硬度要求12-18HR,實測14HR,鎖緊螺釘洛氏硬度要求32-38HR,實測34HR,換算維氏硬度為325HV左右,Q345B材料要求170-190HV,實測185HV,換算洛氏硬度為12.4HR,都在合格范圍內。分析結論:①銷軸硬度遠低于鎖緊螺釘,無產生較大阻力產生影響忽略不計。②螺釘硬度大于鉸鏈材料硬度,螺栓鎖緊過程中受力較小,影響排除。
6 缺陷件實物分析
√ 缺陷件鎖緊孔螺牙如圖已破壞,單邊破壞較嚴重,殘絲粘附在螺釘上,失效模式分析螺釘鎖緊過程中受力不均,螺牙受到較大阻力破壞掉。
√ 對螺牙硬度進行測量數據為235-250HV,符合230-250HV要求。
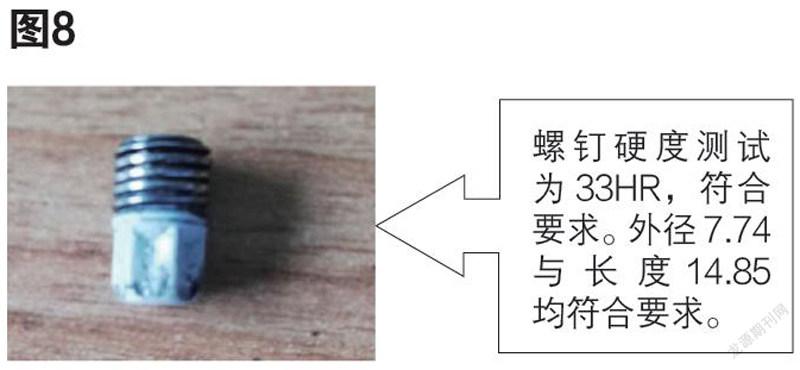
√ 螺釘硬度測試為33HR,符合要求。外徑7.74與長度14.85均符合要求。
√ 故障件鉸鏈螺釘安裝明顯歪斜,螺牙鎖緊時受阻力較大破壞導致滑牙。
√ 同類某公司車型鉸鏈鎖緊力雖定義為23±3N.m,開發階段鎖緊力為26N.m,發現個別有滑絲問題,批量后更改為23N.m后問題消除,實際驗證鎖緊扭力過大,出現滑絲概率及風險會增加。
結合如上逆向分析滑牙主要原因:
(1)螺紋孔加工傾斜,鎖定鎖緊不垂直時受力不均,導致滑牙。實際產品螺紋孔垂直居中,排除螺紋歪斜導致
(2)螺牙硬度不夠,螺牙受力受損,實際測量合格,排除螺牙硬度不夠因素
(3)螺栓安裝歪斜,螺牙鎖緊時受阻力較大破壞導致滑牙,兩個環節會出現此現象:螺栓第一預擰緊時安裝歪斜,第二螺栓鎖緊前會擰出3個牙,不排除過程脫落安裝后歪斜導致
(4)最終裝配扭矩為23-29N.m。同類型鋼鉸鏈最終鎖緊力為20±3 N.m,拆卸螺栓后定位螺栓與螺紋未完全嚙合便鎖緊,容易造成傷扣、亂扣、滑牙等現象風險大。
7 過程管控措施
綜上分析,排除螺紋孔尺寸及組件尺寸材料方面的影響,針對滑牙問題,供應商采取如下具體管控措施;
過程管控措施:
(1)針對絲錐壽命進行有效監控管理,使用壽命為1000次,員工進行點檢記錄,專用進行回收避免絲錐過度使用。
(2)配置專人使用工具模研磨鉆頭,保證鉆頭研磨一致性。
(3)工藝方面M8×1.25螺紋孔加工工序為使用8工位專機鉆孔、絲攻,M8螺紋孔采用螺栓全檢,排除毛刺及未加工到位的問題。
(4)材料與螺栓尺寸性能嚴格執行進料檢驗驗收。
(5)鎖緊螺栓定扭矩預緊力按9 N.m進行設定管理,定扭矩裝配時轉速設定為200轉/分,避免速度過快受力不均勻損傷螺牙。
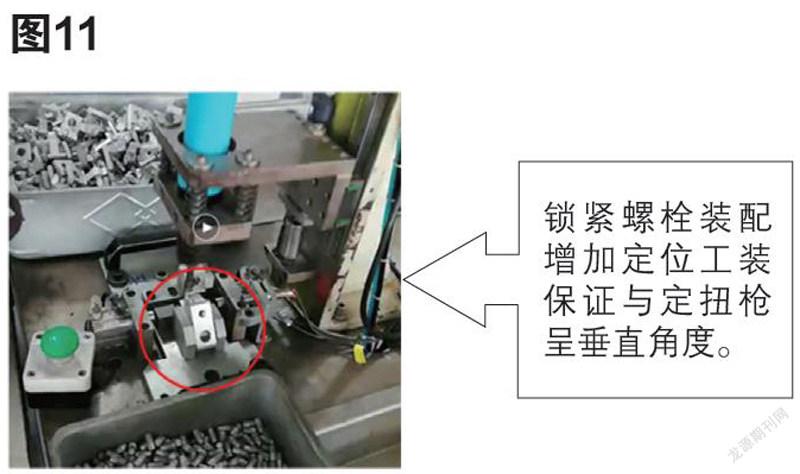
(6)鎖緊螺栓裝配增加定位工裝保證與定扭槍成垂直角度,員工自檢,避免裝配歪斜螺栓及裝不到位問題,終檢工序扭力復測時對鎖緊螺釘裝配角度(裝配歪斜)進行目視檢驗。
8 改進效果
所有措施斷點后,鉸鏈滑牙故障率由改進前的PPH0.49降低為0,問題得到有效解決。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
