風電齒輪箱內齒圈加工工藝研究與優化
2022-06-24 04:05:36龐曉麗
機械工程與自動化 2022年3期
龐曉麗
(太原重型機械集團,山西 太原 030024)
0 引言
隨著我國風電建設的高速發展,風電設備制造業的投資熱情空前高漲,市場競爭也更加激烈,特別是大容量的兆瓦級大型風力發電機組,更是獲得了市場的熱烈追捧。而兆瓦級風電齒輪箱大多采用的是多級行星結構,內齒圈的數量相對較多,因此內齒圈既要保證滿足設計精度要求,又需降低生產成本、提高生產效率,這樣產品才能具有市場競爭力。本文研究了3 MW風力發電機組42CrMoA內齒圈去應力退火后齒部的變形情況[1],并對內齒圈的工藝進行了優化改進。通過加工工藝的優化,達到了節約成本、提高效率的目的。
1 傳統的加工工藝
3 MW內齒圈材質為42CrMoA,氮化后最終基體硬度為HB290~HB310,齒部氮化層深度≥0.65 mm,硬度>600HV,由零件圖分析可知,該零件的關鍵部位是齒部,齒部精度要求6-6-6,齒部粗糙度要求Ra0.5。內齒圈參數如表1所示。
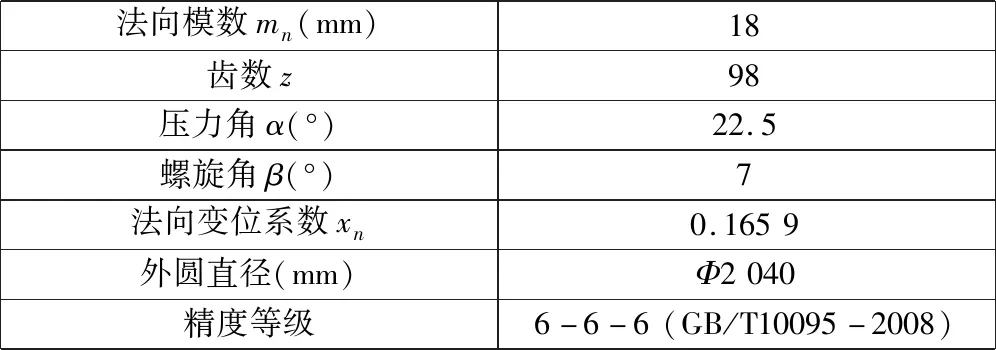
表1 內齒圈參數
對圖紙及技術要求進行分析可知,由于內齒圈零件尺寸大,半精加工時需去掉大部分余量,這樣會產生較大的機加工應力,需進行去應力退火[2],將加工應力釋放出來,再進行精銑齒,最后進行磨齒,保證零件齒部精度滿足圖紙要求。因此,制定如下加工工藝:毛坯(探傷)—粗銑齒—調質—半精加工—半精銑齒—去應力退火—拋丸—精加工—精銑齒—磨齒—氮化。
2 工藝研究及數據分析
為了分析齒圈銑齒后去應力退火對齒部的影響,針對該零件,此次采用NILES磨齒機對齒圈去應力退火前、后齒部進行余量分配(每隔4齒,檢測齒部余量),分析齒面余量情況。
2.1 齒圈半精銑齒后檢測數據分析
用磨齒機對3 MW內齒圈半精銑齒后,在去應力退火前對齒部進行余量分配。圖1為利用NILES磨齒機得到的第1齒、第5齒、第9齒和第13齒的去應力退火前齒部余量分配圖,圖中左半部分為左齒面余量檢測結果,右半部分為右齒面余量檢測結果。圖1可以顯示整個齒寬方向齒部余量分布情況,同時將檢測的最大余量與最小余量以數據形式顯示出來。
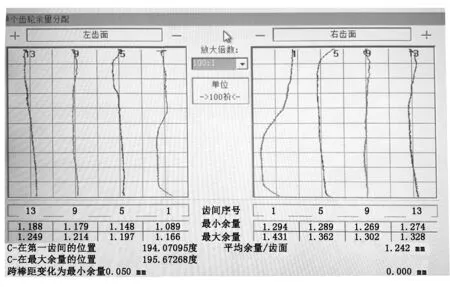
圖1 去應力退火前齒部余量分配圖
根據余量分配結果,匯總得到左齒面余量分配數值和右齒面余量分配數值,如表2和表3所示。
根據表2和表3中數據可以得出:零件半精銑齒后進行余量分配,左齒面最小余量為1.089 mm,最大余量為1.375 mm;右齒面最小余量為1.125 mm,最大余量為1.431 mm。由此可見,左齒面余量極差為0.286 mm,右齒面余量極差為0.306 mm,要將零件齒面加工見亮,公法線磨削至少0.60 mm。

表2 去應力退火前左齒面余量分配數值表

表3 去應力退火前右齒面余量分配數值表
2.2 去應力退火
內齒圈在半精車、半精銑齒時,由于切削量大,產生了較大的機加工應力,需進行去應力退火,制定此零件退火工藝為:以60 ℃/h的速度升溫至500 ℃,保溫2 h,再升溫至530 ℃~540 ℃,保溫6 h,最后緩慢冷卻至室溫,以消除殘余應力。設置升溫速度及保溫臺階的目的是使合金鋼內外加熱速度相同,減小升溫時熱應力的影響,防止溫度過沖。
2.3 內齒圈去應力退火后檢測數據分析
內齒圈去應力退火后,以齒部為基準,以齒部兩端節圓棒找正,對角找正允差≤0.03 mm,精加工外圓與基面找正帶,然后去同一磨齒機進行余量分配(與退火前分配相同的齒數),根據余量分配圖匯總數據,得到左齒面余量分配數值和右齒面余量分配數值,如表4和表5所示。

表4 去應力退火后左齒面余量分配數值表

表5 去應力退火后右齒面余量分配數值表
從表4和表5中數據可知:零件在去應力退火后進行余量分配,左齒面最小余量為1.116 mm,最大余量為1.410 mm;右齒面最小余量為1.052 mm,最大余量為1.427 mm。由此可見,左齒面余量極差為0.294 mm,右齒面余量極差為0.375 mm,要將零件齒面加工見亮,公法線磨削需要約0.80 mm。
3 總結及應用
3 MW內齒圈在去應力退火前后,通過磨齒機進行余量分配,檢測齒部變形情況,得出一系列數據,并對數據進行了分析,最終可以得出去應力退火對內齒圈齒部變形影響較小。基于該研究結果,對內齒圈的加工工藝進行了優化,取消了去應力退火后齒圈的精銑齒工序,適當增加磨齒余量(根據模數大小調整),同時在半精加工時對零件非配合面外圓部位直接加工到位,精加工時不再進行加工,優化后工藝如下:毛坯(探傷)—粗銑齒-調質—半精加工—半精銑齒—去應力退火—拋丸—精加工(不加工外圓)—磨齒—氮化。
該優化的加工工藝已經在同規格及更大兆瓦級齒輪箱內齒圈的加工中得到了應用,既減少了精加工時間,節約了刀具損耗費用,又省去了精銑齒裝夾找正工作,減少了機床占用,降低了內齒圈零件的加工成本,提高了加工效率,為大兆瓦級齒輪箱多級齒圈的批量加工奠定了基礎。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:30:02
鐵道通信信號(2020年9期)2020-02-06 09:15:22
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
數學大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學科學(學生版)(2019年5期)2019-05-21 01:00:18
經濟技術協作信息(2018年30期)2018-11-22 06:20:24
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
