Q235耐磨層敷焊接頭組織和硬度研究
2022-06-24 06:52:42劉森
冶金動力 2022年3期
劉 森
(北京首鋼氣體有限公司,北京 101304)
引言
Q235鋼在日常生活中應用廣泛,并且其總體性能較好,塑性、強度和焊接性等較好。但Q235 鋼的耐磨性很差,在使用中就要考慮其耐磨性能,一般情況下以Q235母材作為基體,在其表面敷焊一層耐磨材料,從而達到耐磨的性能。
實驗采用冷金屬過渡堆焊技術,通過在其表面敷焊耐磨性材料,并對其耐磨層敷焊接頭的組織和硬度進行研究。
1 實驗選材
堆焊材料的選擇是根據材料屬性進行選取的。堆焊層一般分為過渡層和頂端的硬化層,過渡層焊絲不僅要保證和基體有很好的相似相容,而且還不能產生脆性相,同時應防止裂紋向基體擴展;硬化層既要保證不脫層,又要有一定耐磨性能。綜上所述,實驗選取的焊接材料為Ni 基的焊材,因為鎳基合金具有優良的耐磨擦性能和良好的耐高溫氧化的性能等優點。
2 實驗
試樣以Q235 鋼為基板(見表1),在基板上選用直徑為1.2 mm 的鎳基焊絲(見表2)堆焊或熔敷,界面須達到原子間結合,制成復合板材,參考GB/T4340.1-2009 標準進行夏比沖擊測試,從復合板材中提取制作標準沖擊測試試樣(10mm ×10mm ×55mm),且試樣上的高強層厚度在6mm 左右,對其進行拋光打磨,其中包含了高強層和基板的一個側面要精磨拋光至可進行維氏(HV)硬度測試的水平,還要對試樣進行沖擊實驗,因此還應對試樣進行缺口的加工,實驗所選擇的缺口為2 mm 深的V 型缺口;沖擊過后的試樣還要對其進行組織分析等。見圖1。機器人全自動CMT施焊工藝參數見表3。

表1 Q235鋼材的化學成分 %

表2 焊絲的化學成分質量分數 %

表3 機器人全自動CMT施焊工藝參數
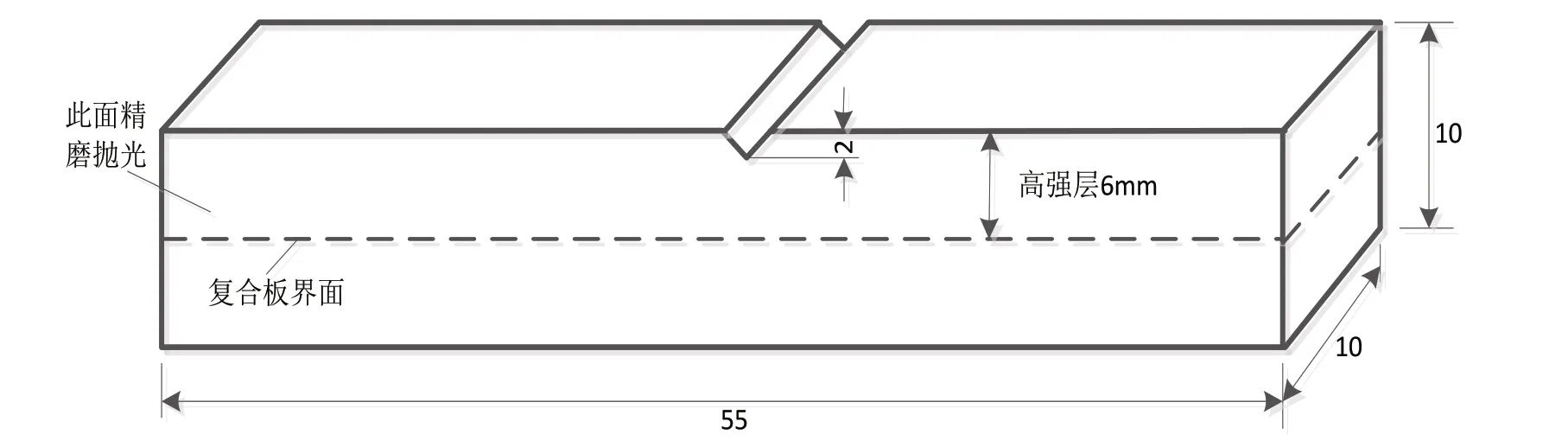
圖1 標準式樣
3 實驗裝置
實驗裝置及型號見表4。

表4 實驗裝置及型號
4 實驗結果分析
4.1 金相組織觀察與分析
將試樣在200#、600#、1000#、1200#、1500#水砂、200#、500#、800#金相砂紙上逐級磨光,然后在拋光機上進行機械拋光,達到要求后進行腐蝕,基體腐蝕劑采用4%硝酸酒精溶液進行腐蝕,堆焊層采用王水(濃鹽酸HCl∶濃硝酸HNO3=3∶1)進行腐蝕,制好的樣品分別在AFT-DC300型金相顯微鏡下進行金相顯微組織觀察。
焊后空冷的顯微組織如圖2、圖3 所示。由圖2,可以看出基體組織是鐵素體和細小的碳化物組成。

圖2 Q235鋼金相顯微組織圖
由圖3 可以看出Q235 碳鋼基體與堆焊層的界面熔合線清晰可見,堆焊層與碳鋼基體在焊接界面結合處無氣孔、裂紋、夾渣及熔合不良等焊接缺陷[1]。但Q235 鋼在焊縫處由于在腐蝕堆焊層時遇到了王水,所以呈現出黑色,其組織是珠光體。

圖3 焊縫熱影響區金相顯微組織圖
在堆焊金相圖中(如圖4),可以清晰地看見片狀的WC顆粒,其他部分為Ni基成分與少量的Fe。
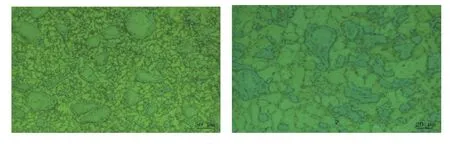
圖4 堆焊層顯微組織圖
4.2 硬度數據分析
硬度測量對試樣1#,2#,3#進行清理,并對試樣進行拋光處理,之后在HVS-1000 顯微硬度計上進行硬度測量。Q235 的載荷為29.421 N,堆焊層載荷為49.035 N,加載時間為15 s。在試樣1#,2#,3#上分別以其焊縫處所在的位置作為0 點,以其Q235 方向為負方向,對其硬度進行線性測量。
從圖5 硬度-距離曲線可以直觀地看出其硬度變化:1#,2#,3#試樣在焊縫基體一側,其硬度值穩定,在焊縫中心處,硬度值有所增加,然而堆焊層一側的硬度相對于基體有了明顯的提高,而且其平均硬度約為基體的2.5倍左右[2]。在堆焊層一側,2#試樣硬度值突然增大到1 000 kgf/mm2左右,這是由于在測量硬度時測到了WC 顆粒所產生的作用,使得其硬度值增加,WC的存在可以提高耐磨的性能。
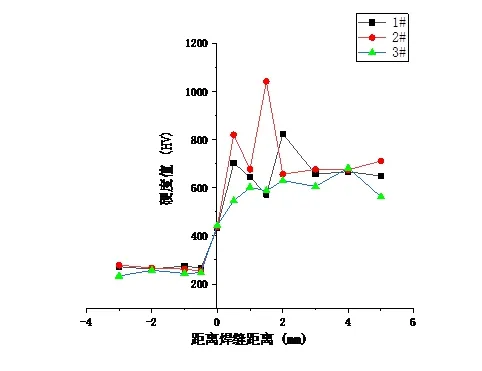
圖5 硬度-距離曲線
4.3 沖擊韌性數據分析
將試樣1#,2#,3#(V 型缺口)分別在JB-300B擺錘式沖擊實驗機下,參考GB/T4340.1-2009 標準進行夏比沖擊測試,結果如表5所列。

表5 沖擊韌性數據
從以上數據來分析,我們已經知道Q235鋼材的沖擊功AK 為34 J/cm2,一般試件斷裂2 mmV 型,即ak=AK/0.8,且沖擊韌性的值越大,材料的韌性越好,反之亦然。從表5 中的數據可以看出,在增加Ni 合金堆焊層之后,材料的沖擊韌性值有一定的上升。可以得出在堆焊Ni基焊絲之后,相比于基體本身材料而言,其韌性是有一定增加的。
4.4 沖擊斷口和堆焊層化學元素分析
4.4.1 沖擊斷口堆焊層分析
為了進一步了解試樣的性能,對試樣采用JSM-6390A 型掃描電鏡進行沖擊斷口的堆焊層照相,如圖6所示。
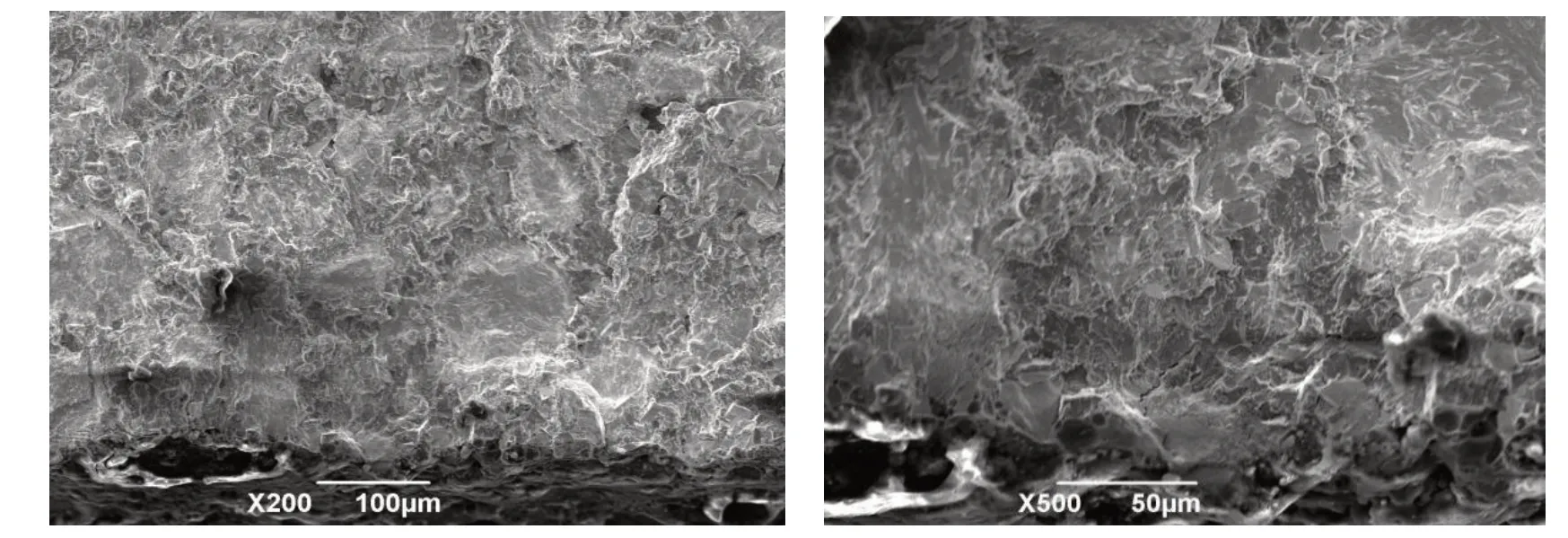
圖6 同一堆焊層沖擊斷口的不同位置掃描電鏡圖
從圖6可以看出堆焊層材料的斷裂基本為不伴隨明顯塑性變形的脆性斷裂,但是在焊縫處的堆焊層出現了韌性斷口應有的基本特征-韌窩,這就使得在斷裂時可以起到增加其韌性的作用,也就符合試樣在沖擊后的沖擊功比基體本身的沖擊功稍有增加趨勢。因此,可以得出的結論是堆焊層在一定程度上起到了增加材料韌性的作用。
4.4.2 堆焊層化學元素分析
對堆焊層的組織進行化學元素分析,如圖7。在堆焊層任取某一區域,對其中的化學元素進行定量分析,可以從各個元素所占的區域面積來評估其所占的含量。在圖7(a)所示為原始區域;圖7(b)中白色的點代表著其中C 所處的位置,可以看出堆焊層中C 所占的比例是十分少的;圖7(c)中白色的點代表著其中Ni所處的位置,可以看出堆焊層中Ni所占的比例是相對較大的;圖7(d)中綠色的點代表著其中W 所處的位置,可以看出堆焊層中W 所占的比例也是相對較大的;當W 的含量增加后,這樣就會使得堆焊層的硬度隨之增加。
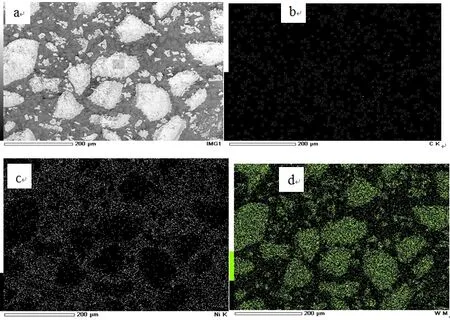
圖7 化學成分所占區域圖
在試樣焊縫所在的平面內,在近似垂直焊縫的方向上取一條具有代表性的直線,對其進行化學元素分析。
圖8給出的是在該條直線各處各元素所對應含量的平均值,可以明顯地看出,在焊縫的左側,其為堆焊層材料,主要的化學元素為Ni,其次為W、C,Fe元素的含量相對較少。在焊縫的右側,主要為基體材料Q235,可以看出主要的化學成分為Fe,其次為C、Ni,W幾乎為零。
而且由圖8 可知,這些元素在熔合線上發生突變,尤其是Fe 在基體中含量很高,而在堆焊層中含量很低,幾乎接近零。堆焊層中的主要元素Ni、W擴散到基體中的量也很小,堆焊層中Ni、W 等主要元素在熔合線附近的含量發生突變。
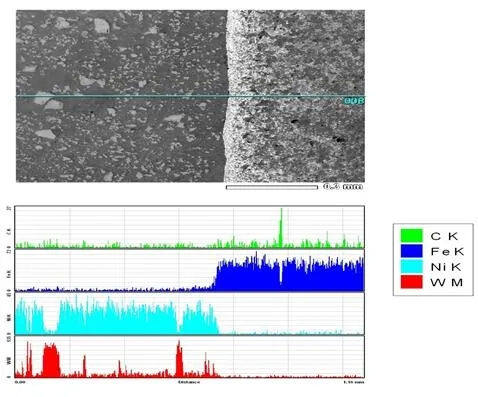
圖8 在該條直線處各個元素所對應含量的平均值分布圖
從堆焊層的EDS 圖示以及SEM 的圖示中可以發現熔合區的區域較窄,所有的化學元素幾乎是直接發生的突變,因此該結果可以表明基體對堆焊層的稀釋率低,并且其熔合比較小[3],否則熔合線附近會發生緩慢的變化,熔合區也會變寬;另外在堆焊層中也可以看到W、Ni、Fe、C 四種元素分布相對較均勻,這樣的分布更能發揮堆焊層的耐磨性的特征。
以上是對堆焊層各個位置的化學元素進行的主要分析,可以得出,堆焊層的主要元素W,Ni 起到增加耐磨的作用。
4.5 堆焊層X射線衍射分析
由圖8堆焊層的化學元素分析我們已經得知堆焊層中的主要的化學元素,但是對其物相組成部分仍然不太清楚,因此對其堆焊層進行X 射線衍射實驗,從而用來分析其物相組成。將堆焊層的表面進行清理,然后對其進行照相,其物相分析如圖9所示。
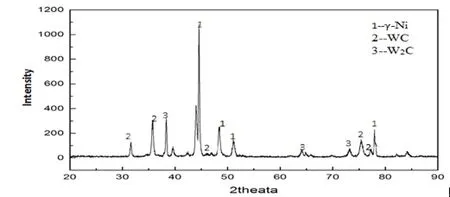
圖9 堆焊層橫截面上XRD衍射圖
實驗的實驗參數為:掃描的角度為20°到90°,掃描速度為8°/min,從圖9 中經過于PDF 卡片對比后發現,堆焊層主要由WC,W2C 硬質相和γ-Ni 相組成的。其中的WC,W2C 為硬質碳化物,但是WC相的主要成分是沒有完全溶解的WC 顆粒,而W2C相是由WC原位自生而成的[4],因此其和WC 一樣具有耐磨性。因此在一定含量的情況下,耐磨性的強弱隨W的含量是變化的。
4.6 耐磨性分析
耐磨性分析的試樣尺寸為Φ4.8 mm×12.7 mm,采用M-2000A 型的磨損實驗機上進行摩擦磨損實驗。在實驗開始之前,需要對試樣用丙酮進行清洗,等其自然風干后對其進行稱重并記錄。實驗過程中,采用的摩擦環轉速為150、200、250 r/min,對應的實驗壓力分別為50、75、100 N,摩擦條件為干磨,摩擦時間為3 min。實驗結束后,對試樣用丙酮進行清洗,等其自然風干后對其進行稱重并記錄。
表6為實驗前后試樣重量的損失數據:
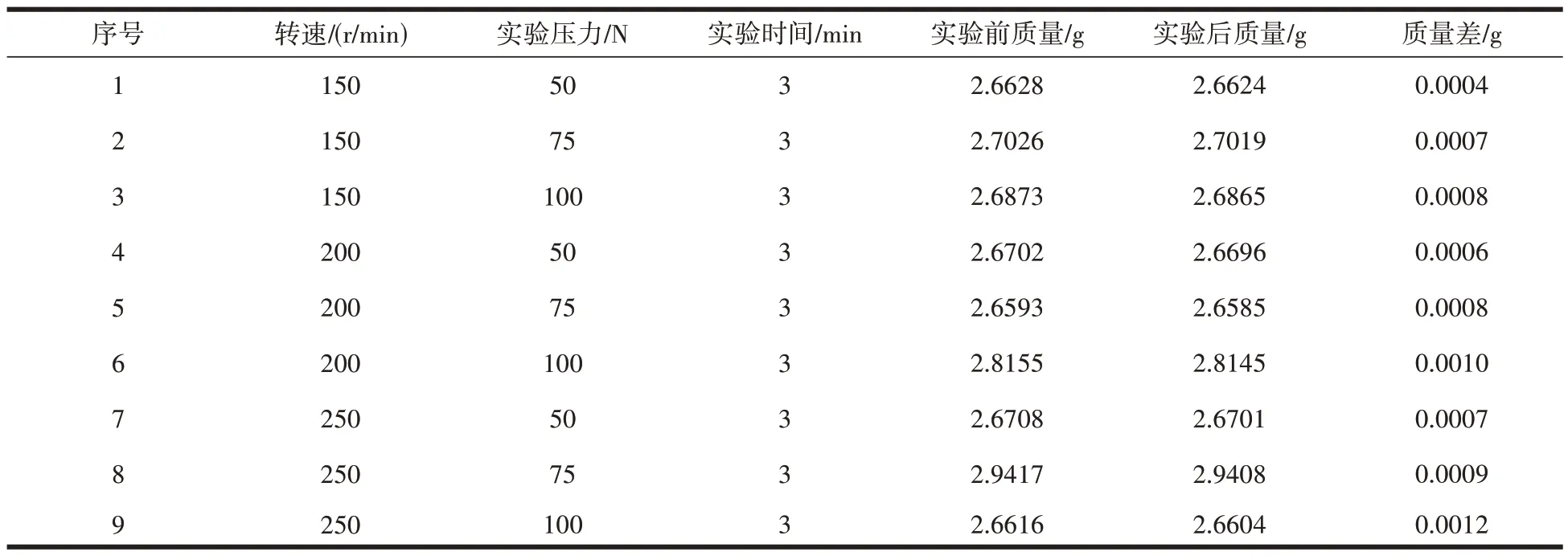
表6 實驗前后質量對比
根據耐磨性(ε)公式可進行計算:
式中:ΔM——磨損前后的質量差;
M0——實驗前式樣的質量。
由表6可以看出,當轉速和實驗時間相同時,實驗壓力越大,材料磨損的質量就越多,其耐磨性ε值就越低。當實驗時間和壓力相同時,轉速越大,材料磨損的質量就越多,其耐磨性ε值就越低。
堆焊層的化學元素成分中的C含量約有4%,因此當增加堆焊層中W 的含量時,是不能夠持續生成WC 的,因此W 的含量過高對耐磨性的影響并不大,W不能和C完全形成WC和W2C硬質相[5]。
5 結論
研究分析了10mm ×10mm ×55mm 的標準試樣,試樣是由4mm 的Q235 鋼外加6mm 厚的Ni 焊絲堆焊而成。之后對其進行各項分析,結果表明:
(1)在Q235 基體上采用CMT 冷金屬過渡焊接技術對其進行堆焊,當第一層的焊接電流為168 A,焊接電壓為22.7 V,焊接速度為3 mm/s,且中間層和蓋面層與第一層焊接參數相同時,能夠形成的焊接接頭表面美觀,且焊接接頭的表面沒有缺陷;
(2)經過金相分析,Q235 基體組織是鐵素體和細小的碳化物組成;而且可以看出Q235碳鋼基體與堆焊層的界面熔合線明顯可見,堆焊層與碳鋼基體在界面結合處無氣孔、裂紋、夾渣及熔合不良等焊接缺陷;堆焊層處可見明顯的硬質顆粒;
(3)硬度分析結果表明,堆焊層的硬度值明顯高于基體本身的硬度值;
(4)沖擊韌性以及沖擊斷口掃描電鏡分析結果表明,增加堆焊層后,相對于基體本身而言,沖擊韌性值有所上升;沖擊斷口掃描電鏡分析后發現,斷口的斷裂機理主要為脆性斷裂,但是還存在有韌性斷裂的基本特性;
(5)堆焊層主要由WC,W2C 硬質相和γ-Ni 相組成的;
(6)堆焊層與基體界面EDS 掃描結果表明,堆焊層中Ni、W 等主要元素在熔合線附近的含量發生突變,從堆焊層的EDS 圖示以及SEM 的圖示中可以發現熔合區的區域較窄,所有的化學元素幾乎是直接發生的突變,因此該結果可以表明基體對堆焊層的稀釋率低,并且其熔合比較小;
(7)耐磨性結果分析表明,當轉速和實驗時間相同時,實驗壓力越大,材料磨損的質量就越多,其耐磨性ε 值就越低。當實驗時間和壓力相同時,轉速越大,材料磨損的質量就越多,其耐磨性ε 值就越低。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
