寬薄船板組織性能和焊接接頭殘余應(yīng)力特征研究
2022-06-24 06:52:46黃道龍
冶金動(dòng)力 2022年3期
靳 星,黃道龍
(1.南京鋼鐵股份有限公司板材事業(yè)部,江蘇南京 210035;2.安徽工業(yè)大學(xué)冶金工程學(xué)院,安徽馬鞍山 243000)
前言
寬薄船板廣泛用于船體上層建筑,對(duì)于郵輪、客滾船等船型,上層建筑多以4~6 mm 的鋼質(zhì)薄板結(jié)構(gòu)為主[1,2],由于其結(jié)構(gòu)特點(diǎn),船體建造對(duì)鋼板材料提出了較高要求,如重量控制、表面質(zhì)量、內(nèi)應(yīng)力和良好的焊接性能等技術(shù)要求,為提升建造效率,采用高效激光復(fù)合焊對(duì)薄板進(jìn)行焊接[3-4]。對(duì)寬薄板的力學(xué)性能、焊接性能以及殘余應(yīng)力等有較高要求,這些指標(biāo)直接影響到船體分段的建造精度和變形控制。正常情況下,熱軋鋼板的化學(xué)成分和軋制工藝決定了鋼板的力學(xué)性能[5],而焊接后焊接接頭的殘余應(yīng)力控制則對(duì)分段制作建造具有重要影響[6,7]。目前鋼板的殘余應(yīng)力尚無(wú)統(tǒng)一的評(píng)價(jià)方法和標(biāo)準(zhǔn),傳統(tǒng)的應(yīng)力測(cè)試方法也不能對(duì)薄板焊接應(yīng)用提供參考,關(guān)于薄板高效激光焊的相關(guān)研究相對(duì)較少。因此,寬薄板的組織性能和殘余應(yīng)力特征研究對(duì)于產(chǎn)品應(yīng)用具有重要的實(shí)際意義。
以5 mm厚寬薄船板為研究對(duì)象,對(duì)比兩種成分熱軋薄鋼板的組織結(jié)構(gòu)和性能,并對(duì)相應(yīng)的高效激光復(fù)合焊焊板殘余應(yīng)力進(jìn)行了對(duì)比分析,分析研究結(jié)果為寬薄板成分選擇提供實(shí)驗(yàn)和理論依據(jù)。
1 實(shí)驗(yàn)材料與方法
研究選用的鋼板為成分不同(定義為低碳0.10%C 和中碳0.16%C)的厚5 mm 寬3 000 mm 的寬薄船板,化學(xué)成分如表1 所列。采用爐卷軋機(jī)熱軋成型,所用板坯規(guī)格為150 mm×2 970 mm×8 550 mm的連鑄坯,熱軋出爐溫度約1 230 ℃,在爐時(shí)間約210 min,終軋溫度約775 ℃。

表1 寬薄板的化學(xué)成分(質(zhì)量分?jǐn)?shù))
采用等離子切割機(jī)沿上述薄板寬度方向1/2 分別截取76 cm(沿橫向)和16 cm(沿軋向)的試驗(yàn)板4塊,并采用激光焊分別將成分相同的薄板成對(duì)焊接在一起,焊接板未開(kāi)破口。激光焊工藝參數(shù)為:功率3 kW,送絲速度12 m/min,電弧電流275 A,電弧電壓29.7 V,焊接速度1.5 m/min,焊接間隙1.2 mm,保護(hù)氣25 L/min Ar+20%CO2。
采用超聲波殘余應(yīng)力檢測(cè)儀測(cè)試焊板的表面殘余應(yīng)力特征,在進(jìn)行殘余應(yīng)力測(cè)試之前,在焊板表面勾畫(huà)平行于軋向和橫向的網(wǎng)格,以焊縫中心為基點(diǎn),間隔2 cm 對(duì)稱勾畫(huà)平行于焊縫(橫向)的平行線。以起弧中心為基點(diǎn),間隔9 cm 對(duì)稱勾畫(huà)平行于軋向的平行線,殘余應(yīng)力測(cè)試點(diǎn)位于上述平行線的交匯處,如圖1所示,殘余應(yīng)力檢測(cè)采用超聲波殘余應(yīng)力檢測(cè)儀來(lái)完成。圖中的凹坑為采用超聲波殘余應(yīng)力檢測(cè)儀檢測(cè)完殘余應(yīng)力后又采用X-射線衍射法測(cè)定距焊板表面1 mm 處殘余應(yīng)力時(shí)所制備的檢測(cè)點(diǎn),不在研究范圍內(nèi)。
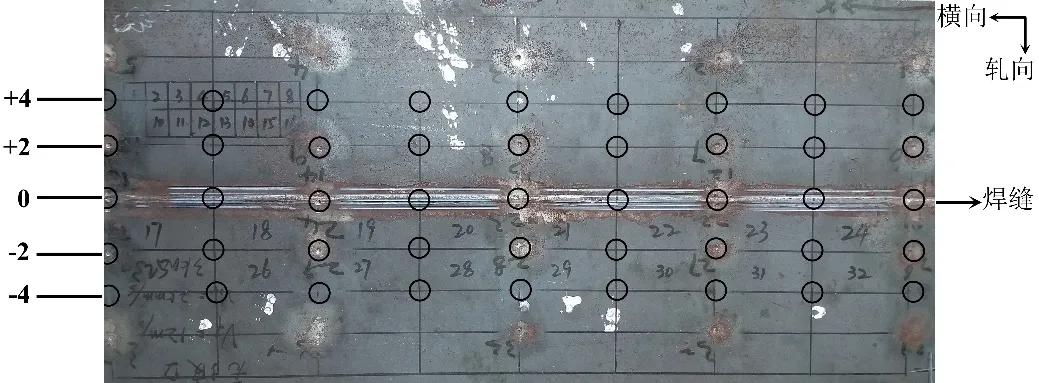
圖1 薄板激光焊焊板特征及殘余應(yīng)力測(cè)試網(wǎng)格
采用光學(xué)金相顯微鏡(OM)、掃描電子顯微鏡(SEM)和萬(wàn)能力學(xué)性能試驗(yàn)機(jī)等對(duì)鋼質(zhì)薄板及焊板中部焊縫區(qū)和過(guò)熱區(qū)的組織結(jié)構(gòu)、力學(xué)性能和斷口特征等進(jìn)行測(cè)試分析。
2 實(shí)驗(yàn)結(jié)果與分析
2.1 寬薄板的組織結(jié)構(gòu)和性能分析
圖2 為寬薄板在500 倍放大倍數(shù)下的光學(xué)顯微組織特征。兩種碳含量的薄板均由呈白色分布的鐵素體和呈黑色分布的珠光體構(gòu)成,二者在組織類型上差異不大。比較圖2(a)與(b)可知,中碳薄板中的珠光體含量高于低碳,鐵素體晶粒尺寸均勻程度低于低碳薄板,中碳薄板中的碳含量比前者高是珠光體含量高的主要原因;而中碳設(shè)計(jì)薄板含有的強(qiáng)碳化物形成元素Nb 和Ti 的質(zhì)量分?jǐn)?shù)高于低碳薄板,則可能是前者鐵素體晶粒尺寸比后者大的主要原因。

圖2 寬薄板的焊前組織特征
表2 為上述薄板的力學(xué)性能,由表2 可知,低碳薄板的塑性、屈強(qiáng)比和韌性(強(qiáng)塑積)均比中碳薄板的低,說(shuō)明低碳薄板基體組織具有比中碳薄板更高的加工硬化能力。上述結(jié)果可由拉伸斷口形貌特征加以佐證,如圖3所示。
由圖3所示的寬薄板的拉伸斷口SEM形貌特征可知,兩種薄板的拉伸斷口均呈典型的韌窩形貌,說(shuō)明其拉伸斷裂屬于韌性斷裂。比較不同薄板的拉伸斷口韌窩特征可知,中碳薄板拉伸斷口韌窩大而且深(圖3b),而低碳薄板拉伸斷口韌窩則相對(duì)較小且較淺(圖3a)。一般認(rèn)為[8],韌性斷裂韌窩的大小和深淺取決于主要取決于基體的塑性變形能力以及第二相的數(shù)量和分布。韌窩大而且深預(yù)示著基體的塑性和韌性好,第二相少且分布均勻;若韌窩小而淺則預(yù)示著基體的加工硬化能力較強(qiáng)(屈強(qiáng)比低)[8]。圖3所示的寬薄板拉伸斷口特征與表2所列的結(jié)果是一致的,該斷口特征也說(shuō)明中碳薄板中第二相較少且分布均勻,而低碳薄板中的第二相則相對(duì)較多。

圖3 寬薄板焊前拉伸斷口特征

表2 寬薄板的力學(xué)性能
較細(xì)的鐵素體晶粒尺寸及較低的珠光體含量對(duì)提高薄板的塑性和韌性(強(qiáng)塑積)有利,低碳薄板中的碳化物含量較多,第二相強(qiáng)化對(duì)其塑性和韌性的降低作用則比對(duì)中碳薄板的降低作用大。在細(xì)晶強(qiáng)化、第二相強(qiáng)化和珠光體強(qiáng)化等的聯(lián)合作用下,使中碳薄板力學(xué)性能呈現(xiàn)出表2所列的變化。
對(duì)5mm 厚中碳和低碳寬薄板焊接前內(nèi)應(yīng)力情況進(jìn)行分析評(píng)估,采用超聲波殘余應(yīng)力檢測(cè)儀,中碳鋼板殘余應(yīng)力平均值在7.5(相對(duì)值),低碳設(shè)計(jì)殘余應(yīng)力平均值在7.6(相對(duì)值),二者內(nèi)應(yīng)力偏差1.3%,從殘余內(nèi)應(yīng)力測(cè)試結(jié)果看,二者內(nèi)應(yīng)力水平相當(dāng)。
2.2 寬薄板激光焊焊板的殘余應(yīng)力特征分析
圖4(a)和(b)分別為采用超聲波殘余應(yīng)力檢測(cè)儀測(cè)定的兩塊低碳焊板的表面殘余應(yīng)力分布特征,其中圖4(a)和(b)分別取自厚5 mm、寬3 000 mm 的低碳寬薄板不同部位并兩兩焊接在一起所得焊板(如圖1所示)的表面殘余應(yīng)力分布。距焊縫中心區(qū)域約0.43±0.10 cm 范圍內(nèi)(約處于焊縫區(qū)和過(guò)熱區(qū))的殘余應(yīng)力比其他區(qū)域(正火區(qū)和母材區(qū))大,焊縫區(qū)、過(guò)熱區(qū)和正火區(qū)的殘余應(yīng)力沿焊縫中心區(qū)域基本呈對(duì)稱分布且在收弧區(qū)域的殘余應(yīng)力較大,但殘余應(yīng)力沿母材區(qū)的分布的對(duì)稱性則較差,有較高的殘余應(yīng)力延伸至母材區(qū)。

圖4 激光焊焊接寬薄板表面殘余應(yīng)力分布特征
圖4 中,(a)(b)0.10%C,(c)(d)0.16%C,與低碳焊板表面的殘余應(yīng)力分布特征類似,中碳焊板焊縫區(qū)和過(guò)熱區(qū)(焊板焊縫中心區(qū)域約0.36±0.23 cm 范圍)總的殘余應(yīng)力比正火區(qū)和母材區(qū)的大,焊縫區(qū)、過(guò)熱區(qū)和正火區(qū)的殘余應(yīng)力沿焊縫中心區(qū)域也基本呈對(duì)稱分布且在收弧區(qū)域的殘余應(yīng)力較大,如圖4(c)和(d)所示。比較殘余應(yīng)力在兩種成分焊板表面的殘余應(yīng)力大小及分布特征可見(jiàn),中碳焊板焊縫區(qū)和過(guò)熱區(qū)中總的殘余應(yīng)力平均值(相對(duì)值約7.56)比低碳焊板(相對(duì)值約8.17)的小。殘余應(yīng)力沿焊縫對(duì)稱分布情況中碳焊板好于低碳焊板,除了距起弧區(qū)和收弧區(qū)較近測(cè)試點(diǎn)(約9 cm)外,中碳焊板中幾乎沒(méi)有較高的殘余應(yīng)力延伸至母材區(qū)。
殘余應(yīng)力比較結(jié)果表明,低碳焊板焊縫區(qū)和過(guò)熱區(qū)總的殘余應(yīng)力平均值及高殘余應(yīng)力沿焊縫長(zhǎng)度方向的分布區(qū)間比中碳焊板的大且寬,焊接過(guò)程對(duì)母材區(qū)域殘余應(yīng)力分布的影響低碳大于中碳焊板。
圖5為激光焊焊接寬薄板中部焊板焊縫區(qū)和過(guò)熱區(qū)的組織特征。圖5 中,(a)(b)0.10%C,(c)(d)0.16%C。由成分設(shè)計(jì)可知,低碳薄板中淬透性的元素含量大于中碳,在激光焊接熱循環(huán)過(guò)程中,焊縫過(guò)熱區(qū)中生成針狀鐵素體(本質(zhì)上是貝氏體鐵素體或粒狀貝氏體與貝氏體鐵素體組成的復(fù)相組織[9])的傾向比中碳薄板大,如圖5(a)和(c)所示。在焊縫區(qū)域的先共析鐵素體數(shù)量低碳焊板少于比中碳焊板,針狀鐵素體高于中碳。由于針狀鐵素體的亞結(jié)構(gòu)是高密度位錯(cuò)[9],上述表明低碳焊板焊縫區(qū)中位錯(cuò)密度的高于中碳,較高的位錯(cuò)密度增大了晶格畸變,提高了殘余應(yīng)力。
對(duì)于焊板過(guò)熱區(qū)而言,由于兩種成分薄板中均含有Mn、Si 等提高淬透性的元素,在激光焊焊接冷卻過(guò)程中,5 mm 鋼板焊接冷卻速度快,在焊板過(guò)熱區(qū)中形成了完全的馬氏體組織[6-7],如圖5(b)和(d)所示。因低碳薄板的淬透性高于中碳薄板,則在激光焊焊接過(guò)程中低碳薄板過(guò)熱區(qū)中形成馬氏體的速度高于中碳,導(dǎo)致過(guò)熱區(qū)中相變應(yīng)力高,提高了殘余應(yīng)力。

圖5 激光焊焊接寬薄板焊板焊縫區(qū)(a)(c)和過(guò)熱區(qū)(b)(d)的組織特征
綜上所述,低碳焊板焊縫區(qū)和過(guò)熱區(qū)中總的殘余應(yīng)力平均值比中碳焊板大,低碳焊板在后續(xù)加工過(guò)程中因殘余應(yīng)力釋放而致的變形比中碳焊板大且不均勻[8-9],這對(duì)于薄板的焊接和變形控制極為不利。因此,從組織性能和焊接接頭殘余應(yīng)力角度考慮,中碳成分設(shè)計(jì)的寬薄船板有利于內(nèi)應(yīng)力均勻性和焊接變形控制。
3 結(jié)論
(1)兩種成分設(shè)計(jì)的鋼板組織均由鐵素體和珠光體構(gòu)成,中碳薄板中的珠光體含量高于低碳,鐵素體晶粒尺寸略大于比低碳薄板;二者強(qiáng)度水平相當(dāng),但前者的塑性和韌性(強(qiáng)塑積)高于后者。
(2)對(duì)鋼板激光復(fù)合焊焊接接頭殘余應(yīng)力特征進(jìn)行分析,焊板焊縫區(qū)、過(guò)熱區(qū)和正火區(qū)的殘余應(yīng)力沿焊縫中心區(qū)域基本呈對(duì)稱分布。低碳焊板焊縫區(qū)和過(guò)熱區(qū)中總的殘余應(yīng)力平均值高于中碳焊板;殘余應(yīng)力沿焊縫的對(duì)稱性分布比中碳焊板差,在低碳焊板中存在向母材區(qū)隨機(jī)延伸的較高殘余應(yīng)力。
(3)在相同強(qiáng)度水平下,從組織性能和焊接接頭殘余應(yīng)力控制考慮,中碳成分設(shè)計(jì)的寬薄船板焊接接頭內(nèi)應(yīng)力分布和焊接變形控制優(yōu)于低碳,有利于內(nèi)應(yīng)力均勻性和焊接變形控制。
猜你喜歡
數(shù)學(xué)小靈通·3-4年級(jí)(2024年2期)2024-05-15 02:02:28
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
世界科學(xué)技術(shù)-中醫(yī)藥現(xiàn)代化(2020年2期)2020-07-25 02:05:36
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
瘋狂英語(yǔ)·新策略(2019年10期)2019-12-13 08:43:28
當(dāng)代陜西(2019年10期)2019-06-03 10:12:04
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
數(shù)學(xué)小靈通·3-4年級(jí)(2017年9期)2017-10-13 08:10:54
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
