一種透析器端蓋超聲波焊接機的研制
2022-06-26 03:45:18蘇魏鵬趙輝軍張加杰阮蒙宇胡慧慧
科技與創新 2022年12期
蘇魏鵬,趙輝軍,張加杰,陳 松,朱 斌,阮蒙宇,胡慧慧
(邁得醫療工業設備股份有限公司,浙江 臺州 317600)
1 研究背景
近年來,國內市場中透析器的熱度快速升高,醫用耗材制造企業紛紛加大對透析器的研發。由于國內有關醫用透析器智能裝配成套設備的開發嚴重滯后,透析器的成品組裝工序基本靠半自動及手工完成,不僅容易造成成品的二次污染,且生產效率低下,存在質量風險。透析器的端蓋組裝是其品質保證的核心環節。
目前主要通過螺紋連接,其存在下列問題:①透析器本體需要注塑螺紋,開模難度大,分攤到單個產品的成本高;②產品組裝時單靠螺紋擰緊無法滿足密封要求,還需要組裝密封圈再連接2個端面;③產品能夠被拆開,存在二次污染風險。
超聲波焊接被廣泛運用在醫用耗材組裝工藝中[1],主要是通過超聲波發生器將50/60 Hz的電流轉換成15 Hz、20 Hz、30 Hz、40 Hz或其他頻率電能。被轉換的電頻電能通過換能器再次被轉換成同等頻率的機械運動,隨后機械運動通過一套可以改變振幅的調幅器傳遞到焊頭。焊頭將接收到的振動能量傳遞到待焊接工件的結合部位。在該區域中,振動能量被通過摩擦的方式轉換成熱能,將塑料融化,在壓力作用下將產品連接到一起。超聲波焊接透析器端蓋如圖1所示。

圖1 超聲波焊接透析器端蓋
2 設備的結構及工作原理
2.1 透析器端蓋超聲波焊接的整體結構
透析器端蓋超聲波焊接裝置主要包括高度調節機構、執行機構、換能機構、調幅度機構和焊頭機構,如圖2所示。升降機構能調節整體至待焊接端蓋的設計高度,換能機構將超聲波振動能量傳遞給調幅器,最終將機械能傳遞到焊頭上。本項目通過有限元分析焊頭不同尺寸的振動特性,如圖3所示。優化后的焊頭示意圖如圖4所示。本設備提高了焊接的效率和質量,具有結構簡單、成本低的特點。
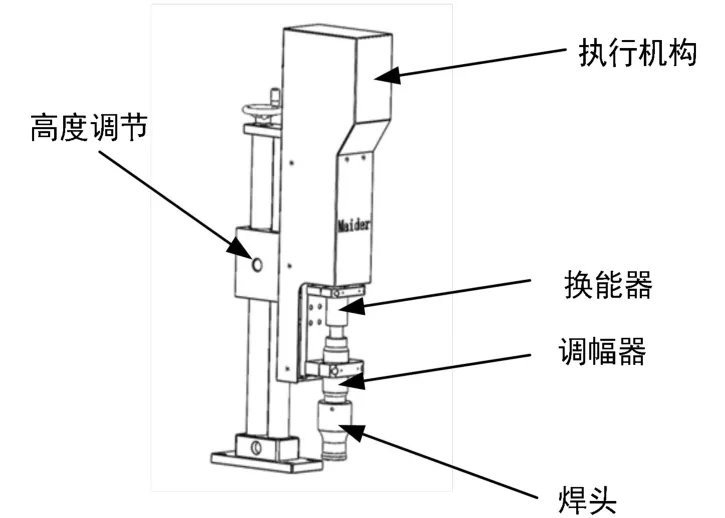
圖2 端蓋超聲波焊接設備

圖3 焊頭振動頻率有限元仿真
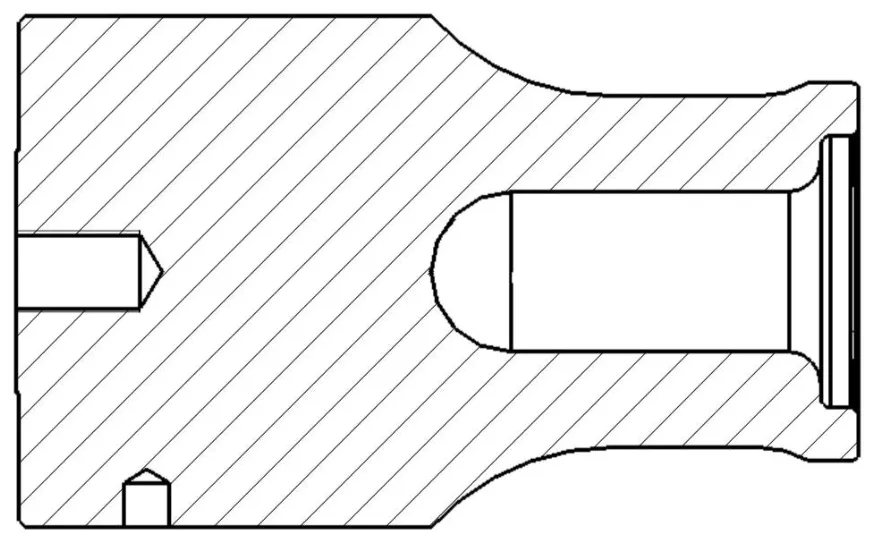
圖4 優化后焊頭示意圖
2.2 設備創新點
采用上述技術方案,提高了焊接的質量和效率,具有結構簡單、成本低的特點。市場上目前還沒有針對透析器端蓋使用超聲波焊接的設備,都是采用傳統螺紋配合膠水實現密封。不但連接質量不穩定,膠水存在危害,而且有被二次利用的可能。本方案采用超聲波焊接解決端蓋密封問題,實現密封質量高,杜絕醫用耗材非法二次利用的可能。
在換能器和調幅器結構設計中,使用有限元分析,通過優化設備尺寸和材料,實現輸出能量和頻率穩定。通過研發恒壓力控制系統[2],該機構采用伺服電機實現恒壓力控制,使得焊頭作用在端蓋上的力配合頻率自動調整,保證焊接質量。
本項目通過自主研發,尋找高耐磨、高精度材料,成功加工出配套使用的焊接頭,該焊接頭使用壽命長,可大大減少針對焊頭的投入成本。
3 控制系統設計
3.1 透析器端蓋超聲波焊接控制系統整體設計
整臺設備的控制系統主要任務是超聲波焊頭的運動控制、超聲波功率發生器的隨動控制、焊接壓力的控制。通過PLC控制伺服機構實現超聲波焊頭實時控制。通過壓力傳感器進行焊接的壓力控制。同時利用觸摸屏進行工作過程的監控及各種模式的切換和操作。
整機控制方案如圖5所示。
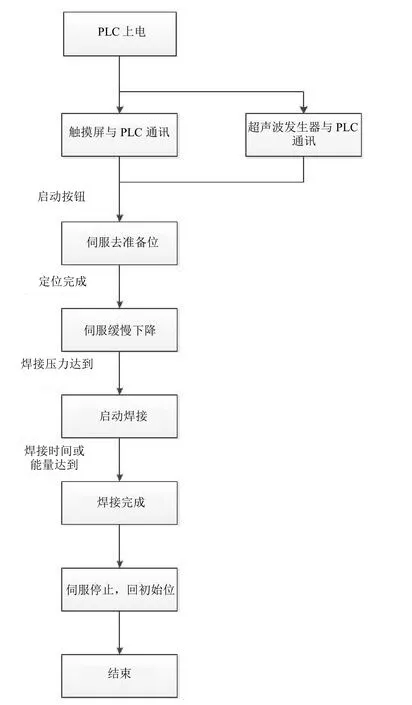
圖5 控制系統方案圖
3.2 PLC控制系統
本設備整體控制系統以PLC為核心[3],完成伺服電機的運動控制、超聲波發生器控制和指示燈的控制,同時裝配Proface觸摸屏實現人接界面交互[4],硬件模塊布局如圖6所示。核心的超聲波焊接工藝通過壓力傳感器及焊接參數設置實現產品的成功焊接。

圖6 硬件模塊布局圖
其主要的輸入輸出分配如表1所示。整體控制系統以PLC為核心,選用了松下伺服驅動器以及松下電機、Proface觸摸屏、正泰電器等硬件。

表1 輸入輸出信號

表1(續)
整機控制程序較龐大,主要分為公共功能程序、伺服控制程序和超聲波通訊程序等,能夠實現初始化運行、伺服位置控制、伺服扭矩控制、故障處理等各項任務,PLC的輸出控制主要是通過輔助繼電器輔助實現的。
3.3 人機界面設計
本設備使用了Proface人機界面,通過與PLC的組態,能夠實現設備的運行監控及操作。根據設計的實用性原則,觸摸屏畫面以自動運行畫面為主界面。有設定運行參數、位置參數、超聲波監測數據和手動操作的按鈕窗口,能夠實現參數的設定以及手動操作等。主畫面主要顯示設備實時工況,如圖7所示。

圖7 人機界面主畫面
4 結論
本設備通過超聲波焊接實現透析器端蓋密封,通過伺服電機恒力控制實現下壓力和焊接頻率匹配,實現端蓋焊接的精確控制;同時,通過有限元仿真分析優化焊頭尺寸和頻率,并采用高強度材料制造焊頭,大幅提高焊接穩定性和質量的耐磨性,為醫用透析器加工提供了很好的實驗和中試的驗證基礎。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
機械工程師(2015年10期)2015-02-02 01:14:03
消費者報道(2014年7期)2014-07-31 11:23:57