抗分散劑對水下3D 打印建筑砂漿性能的影響
2022-06-28 10:16:36楊錢榮趙宗志蔣正武1
建筑材料學報 2022年5期
關鍵詞:影響
楊錢榮, 趙宗志, 蔣正武1,
(1.同濟大學先進土木工程材料教育部重點實驗室,上海 201804;2.同濟大學材料科學與工程學院,上海 201804)
利用傳統施工技術構筑水下建筑物,不僅施工難度大[1?2]、建設周期長、經濟成本高[3?4],建造過程中還會對所在水域造成環境污染.因此,實現水下建筑施工的機械化、自動化和智能化,對促進水下建筑工程的發展和進步具有重要意義.3D 打印建筑技術應用于建筑工程領域是對建筑技術的革新[5?6],在水下建筑施工建造過程中,3D 打印建筑技術可以完全取代人力施工,在實現水下建筑物建造的同時,還能避免出現傳統水下建筑施工問題.
為滿足3D 打印建筑技術在水下施工的需求,對3D 打印建筑材料的工作性能提出了更高的要求.例如3D 打印材料應有良好的可建造性,材料自打印頭擠出后即具有足夠的強度和硬度,以支撐打印層不變形、不坍塌[7?8];另外,由于水下3D 打印建筑是在水下施工,會面臨靜水壓力和水流沖刷的雙重作用,故要求3D 打印材料還要具有良好的施工穩定性、抗水下分散性,在水下堆積成型過程中不分散、不離析,不對環境水域造成污染.
目前,國內外尚無水下3D 打印建筑材料的相關研究報道,本文基于筆者前期對水下3D 打印建筑材料體系的探索研究,在參考國內外水下不分散混凝土研究的基礎上[9?10],初步采用聚丙烯酰胺(PAM)、纖維素醚(HM)及自制抗分散劑(UAD)來制備水下3D 打印建筑砂漿(3DPBM),進一步研究了上述3 種抗分散劑對水下3DPBM 工作性能、抗分散性能及力學性能的影響.
1 原材料與測試方法
1.1 原材料和配合比
自制水下3DPBM[11?12]主要由硅酸鹽水泥、礦粉、硅灰、高效減水劑、早強劑、膨脹劑、乳膠粉、纖維素醚、淀粉醚及骨料等組分按一定比例復合而成,其基礎配合比如表1所示.其中,外加劑摻量以膠凝材料質量為基準,水膠比(質量比)為0.4,骨膠比(質量比)為1.5.

表1 水下3DPBM 基礎配合比Table 1 Initial mix proportion of underwater 3DPBM w/%
抗分散劑PAM 購自阿拉丁試劑有限公司,無色晶體;抗分散劑HM 采用羥丙基甲基纖維素,白色粉末,黏度為100 Pa·s;自制UAD 由 糖類高分子化合物增稠劑、流化劑和凝結時間調節劑等組分復配而成.水為潔凈自來水.表2 列出了3DPBM 試樣中3 種抗分散劑的摻量(以砂漿質量為基準).需要說明的是,基準3DPBM 中已含有0.1%HM.

表2 3DPBM 中3 種抗分散劑的摻量Table 2 Dosage of three types of anti-dispersants in 3DPBM
1.2 測試方法
1.2.1 基本物理性能
水下3DPBM 的凝結時間參照GB/T 1346—2011《水泥標準稠度用水量、凝結時間、安定性檢測方法》進行測試.
水下3DPBM 的抗折強度和抗壓強度參照GB/T 17671—1999《水泥膠砂強度檢驗方法(ISO 法)》進行測試.
1.2.2 工作性能
3DPBM 的工作性能包括塑性變形(下垂度、側向變形度)、擠出性能和堆積性能,其測試方法參見文獻[13].其中3DPBM 陸上堆積性能的具體測試方法如下:先將攪拌泵通水潤濕,再將拌制好的打印材料裝入攪拌泵并開啟,待打印材料經輸送管從打印噴頭均勻、連續擠出后啟動打印機,載入堆積性能測試程序;打印機執行打印命令,當打印第1 層時,打印噴頭距打印平臺高度為h0(mm),待打印出長度為200 mm 的直線條后,打印噴頭提升h(mm),開始打印第2 層,直至最終堆積的試件坍塌.陸上堆積性能測試過程如圖1(a)所示.記錄最終坍塌時試件的打印層數n,并在此基礎上,重新開始打印,堆積層數達到n-2 層即可.
完成n-2層打印后,測量打印構件的有效堆積高度,其評價方法如下:先測量打印構件的最低高度h1和最高高度h2,取兩者的算術平均值作為實際打印高度hS,即hS=(h1+h2)/2;將hS與理論堆積高度hL(hL=h0+h(n-3))進行對比.若|hL-hS|/hL≤15%,則hS有效;否則無效,即有效堆積高度為0.重復打印3 次,以3 次測試結果的平均值作為該砂漿的有效堆積高度,精確至1 mm.
3DPBM 水下堆積性能的測試方法與陸上堆積性能的測試方法大致相同,不同之處在于測試水下堆積性能時,需在打印載物平臺上加裝1 個120 cm×80 cm×35 cm 的水箱,以模擬水下打印環境.打印時水箱內水面深度為30 cm,打印機伸入水下進行打印操作(見圖1(b)).
1.2.3 抗分散性能
水下3DPBM 的抗分散性能是指打印砂漿在水下施工過程中抵抗水洗、沖刷等的質量損失率、對周圍環境水域pH 值的影響及水下硬化強度損失等.
1.2.3.1 質量損失率
在內徑為200 mm、高為300 mm 的硬質且不透水容器中放置1 個1 000 mL 的玻璃燒杯,容器內的水面高出玻璃燒杯上端口200 mm.將拌制好的1 kg水下3DPBM(砂漿和玻璃燒杯總質量記為M0,精確至0.1 g)從水面緩慢自由落下,全部落入玻璃燒杯內,靜置5 min;再將燒杯從水中緩慢提起,排掉砂漿上的積水,并用抹布擦掉燒杯表面的明水,再次稱重(質量記為M1,精確至0.1 g).重復以上操作3 次,取其平均值,精確至0.1%.水下3DPBM 的質量損失率(Ms)計算式為:

式中:Mc為玻璃燒杯的質量,g.
1.2.3.2 pH 值變化
在1 000 mL 燒杯中裝 入800 mL 水,將500 g 水下3DPBM 分成10 等份從水面緩慢自由落下,靜置3 min.用pH 測試儀測試自砂漿加入水中5、10、20、30 min 時的pH 值,精確到0.01.以該pH 值的變化來評價水下3DPBM 的抗分散性.
1.2.3.3 水陸強度比
水下3DPBM 試件的成型與養護方法如下:首先將尺寸為40 mm×40 mm×160 mm 的三聯模具置于水箱中,水箱內水面高度距該試模上端100 mm(見圖2);然后用手鏟將攪拌均勻的砂漿從水面處鏟下,連續投料至試模內,料量須超過試模表面;接著將試模從水中取出,靜置10 min,先用木錘輕敲試模兩側以促進排水,再用抹刀抹平,再次將其放回水中,放置2 d 后拆模;最后在水中(水溫(20±2)℃)養護至規定齡期.
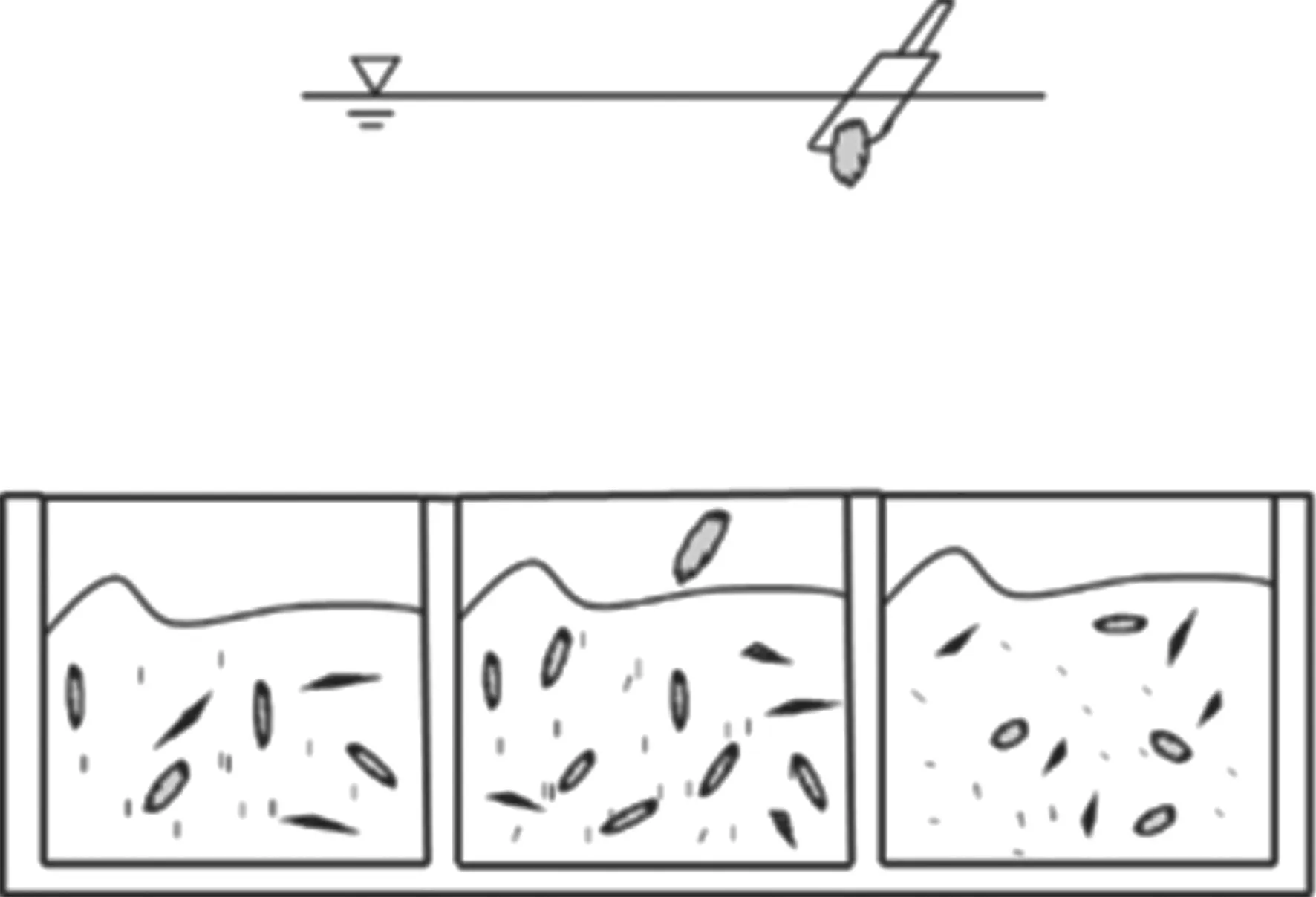
圖2 3DPBM 水下澆筑成型方法示意圖Fig.2 Schematic diagram of underwater molding and pouring method for 3DPBM(size:mm)
制作水下砂漿試件的同時,以同一配合比制作空氣成型試件.其拆模后立即送入養護室((20±2)℃,相對濕度大于95%),達到規定齡期后取出測試.砂漿試件分別在水中和空氣中養護3、7、28 d 齡期,其水陸抗壓強度比(C)和水陸抗折強度比(B)按式(2)、(3)計算:

式中:FC,W、FC,A分別為水下成型和空氣中成型砂漿試件的抗壓強度,MPa;FB,W、FB,A分別為水下成型和空氣中成型砂漿試件的抗折強度,MPa.
2 試驗結果與討論
2.1 抗分散劑對水下3DPBM 工作性能的影響
2.1.1 PAM
PAM 對水下3DPBM 工作性能的影響如表3 所示.圖3 顯示了PAM 對水下3DPBM 凝結時間和擠出性能的影響.

圖3 PAM 對水下3DPBM 凝結時間和擠出性能的影響Fig.3 Influence of PAM on the setting time and extrudability of underwater 3DPBM
由表3可見,摻入PAM后,打印砂漿的下垂度和側向變形度均為0,這是由于摻入PAM后打印砂漿的黏度和觸變性增加[15],其抵抗下垂和側向變形的能力增強.

表3 PAM 對水下3DPBM 工作性能的影響Table 3 Influence of PAM on the workability of underwater 3DPBM
由圖3(a)可知:PAM 的摻入降低了打印砂漿的初、終凝時間,且隨著PAM 摻量的增加,打印砂漿的初、終凝時間逐漸降低.這是由于PAM 溶于水后,固定水分子的能力增強[14],溶液黏度不斷增加,打印砂漿變稠,宏觀上表現為凝結時間下降.
由圖3(b)可知:摻入PAM 后,打印砂漿的擠出性能急劇下降;當PAM 摻量大于0.1%時,打印砂漿攪拌后產生團聚現象,均勻性較差,難以擠出,因此摻入PAM 的3DPBM 無法滿足水陸打印的要求.
2.1.2 HM
HM 對水下3DPBM 工作性能的影響如圖4 所示.由圖4(a)可見:摻入HM 后,打印砂漿的凝結時間增加,這是由于HM 中的纖維素醚分子中存在脫水葡萄糖環結構,可與水泥水化過程中產生的鈣離子反應生成糖鈣分子絡合物,從而降低了水泥水化誘導期的鈣離子濃度,阻礙了Ca(OH)2和鈣鹽晶體的生成、析出,延緩了水泥的水化進程,進而延長了打印砂漿的凝結時間[16];當HM 摻量從0.3%增至0.5%時,打印砂漿的凝結時間變化不大.
由圖4(b)可見:隨著HM 摻量的增加,打印砂漿的下垂度和側向變形度均顯著降低,當HM 摻量增加至0.5%時,其下垂度和側向變形度均為0,即HM摻量的增加提高了打印砂漿的黏聚性,降低了其塑性變形.
由圖4(c)可見:隨著HM 摻量的增加,打印砂漿的擠出性能逐漸降低,這是由于HM 摻量增加后,打印砂漿的黏度、屈服應力及觸變性等均顯著增大[17].
由圖4(d)可見:水下3DPBM 的陸上堆積高度大于水下堆積高度;隨著HM 摻量的增加,打印砂漿的陸上堆積高度總體上呈現降低趨勢;當HM 摻量由0.3%增至0.5%時,打印砂漿的陸上堆積高度并未增加,而水下堆積高度有所提高;當HM 摻量為0.1%時,打印砂漿的擠出性最好,陸上堆積高度最高,但由于水下抗分散性能較差,水下堆積高度為0 mm.

圖4 HM 對水下3DPBM 工作性能的影響Fig.4 Influence of HM on workability of underwater 3DPBM
2.1.3 UAD
UAD 對水下3DPBM 塑性變形性能的影響如表4 所示.由表4 可以看出,摻入UAD 后,打印砂漿的塑性變形性能降低,其抗下垂性增強,側向變形性顯著下降.圖5 顯示了UAD 對水下3DPBM 凝結時間和工作性能的影響.由圖5(a)可見,UAD 具有一定的促凝作用,摻入后降低了打印砂漿的凝結時間,且隨著UAD 摻量的增加,打印砂漿的初、終凝時間均逐漸減小.由圖5(b)可見,隨著UAD 摻量的增加,打印砂漿的擠出性能逐漸降低,這是由于摻入UAD 后提高了打印砂漿的黏度和屈服應力,增強了打印砂漿的觸變性能[15].由圖5(c)可見:隨著UAD 摻量的增加,打印砂漿的水陸堆積高度均呈現先增后降趨勢,當UAD 摻量為1.0%時,打印砂漿的水陸堆積高度最高,水陸堆積高度比為75.2%;當UAD 摻量為2.0%時,打印砂漿的黏度、屈服應力及觸變性增大,擠出性能降低,打印砂漿的水陸堆積高度下降,水陸堆積高度比為74.0%.

圖5 UAD 對水下3DPBM 凝結時間和工作性能的影響Fig.5 Influence of HM on the setting time and workability of underwater 3DPBM

表4 UAD 對水下3DPBM 塑性變形性能的影響Table 4 Influence of UAD on the plastic deformation property of underwater 3DPBM
2.2 抗分散劑對3DPBM 抗分散性能的影響
2.2.1 PAM
表5 列出了PAM 對水下3DPBM 抗分散性能的影響.由表5 可以看出:當PAM 摻量為0.1%時,打印砂漿浸水后的質量損失率有所下降,但當PAM 摻量增至0.2%時,打印砂漿浸水后的質量損失率增大,這是由于PAM 摻量過多,打印砂漿產生了部分團聚顆粒,測試時小顆粒易被水沖散,因而測得的質量損失有所增大;摻入PAM 對打印砂漿浸水后水溶液的pH 的影響不大,PAM 不同摻量下,打印砂漿浸水后的水溶液的pH 值變化不大,說明PAM 對提高打印砂漿水下抗分散性能的效果不明顯.

表5 PAM 對水下3DPBM 抗分散性能的影響Table 5 Influence of PAM on dispersion resistance of underwater 3DPBM
2.2.2 HM
表6 列出了HM 對水下3DPBM 抗分散性能的影響.由表6 可以看出,隨著HM 摻量的增加,打印砂漿的質量損失率逐漸降低;與A?0 組相比,HM 摻量分別為0.3%和0.5%時,5 min 時的pH 值顯著降低,隨著砂漿在水中浸泡時間的延長,溶液的pH 值會逐漸上升并趨向穩定,但30 min 后的pH 值仍然隨著HM 摻量的增加而降低,這是由于HM 可提高打印砂漿的黏度和觸變性,增強了打印砂漿的水下抗分散性能.

表6 HM 對水下3DPBM 抗分散性能的影響Table 6 Influence of HM on dispersion resistance of underwater 3DPBM
2.2.3 UAD
表7 列出了UAD 對水下3DPBM 的抗分散性能的影響.由表7 可以看出:UAD 的摻入可使打印砂漿浸水后的質量損失率顯著降低,且隨著UAD 摻量的增加呈現降低趨勢;與基準組相比,UAD 的摻入還顯著降低了水溶液的pH 值,隨著浸泡時間的延長,水溶液的pH 雖略微有所增加,但摻入UAD打印砂漿的浸水溶液的pH 值顯著小于未摻UAD的基準組,這是由于UAD 的摻入提高了打印砂漿的黏度和觸變性能,顯著增強了打印砂漿的水下抗分散性能.

表7 UAD 對水下3DPBM 抗分散性能的影響Table 7 Influence of UAD on dispersion resistance of underwater 3DPBM
2.3 抗分散劑對3D 打印砂漿水陸強度比的影響
2.3.1 PAM
PAM 對水下3DPBM 力學性能的影響如圖6 所示.由圖6(a)可見:PAM 摻入后對打印砂漿陸上成型試件的抗折強度影響不大,不同PAM 摻量下打印砂漿各齡期的抗折強度大致相同;摻加PAM 可提高打印砂漿水下成型試件的早期抗折強度,且摻量越大,提高越顯著,但對28 d 的抗折強度改善不明顯.由圖6(b)可見:摻入PAM 后,可提高打印砂漿的水陸抗壓強度,且隨著PAM 摻量的增加,打印砂漿各齡期的水陸抗壓強度呈現逐漸增大的趨勢.一方面,這是由于PAM 提高了打印砂漿的黏度,吸收水分的能力較強,提高了打印砂漿的保水性;另一方面,摻入PAM 的砂漿在水下成型時的超量澆筑,抵消了部分砂漿的分散、流失.因此,摻入PAM 的打印砂漿,其水下成型試件的抗壓強度有一定的提高.

圖6 PAM 對水下3DPBM 力學性能的影響Fig.6 Influence of PAM on mechanical property of underwater 3DPBM
表8 顯示了PAM 對制備水下3DPBM 水陸強度比的影響.由表8 可見,摻入PAM 可提高打印砂漿的水陸強度比,隨著PAM 摻量的增加,打印砂漿的早期水陸抗折強度比和抗壓強度比均顯著提高,但至中后期水陸強度比與未摻加PAM 的打印砂漿相比差別不明顯.可以認為,摻加PAM 的打印砂漿早期水陸強度比的改善主要得益于其抗分散性的提高.

表8 PAM 對水下3DPBM 水陸強度比的影響Table 8 Influence of PAM on the underwater-land strength ratio of underwater 3DPBM
2.3.2 HM
圖7 顯示了HM 對水下3DPBM 力學性能的影響.由圖7(a)可見:隨著HM 摻量的增加,打印砂漿的陸上抗折強度和抗壓強度均逐漸降低,當HM 摻量為0.5%時,打印砂漿各齡期的陸上抗折強度和抗壓強度最小;當HM 摻量為0.1%時,打印砂漿水下成型試件的3、7 d 抗折強度較低.這是由于HM 摻量為0.1%時,打印砂漿的水下抗分散性能較差,水下成型后早期強度增長較慢,而后期強度增長較快.隨著HM 摻量的增加,打印砂漿水下7 d 抗折強度有顯著提高,但至28 d 齡期時,隨著HM 摻量的增加,水下抗折強度又呈下降趨勢.由圖7(b)可見,當HM 摻量為0.3%時,打印砂漿水下成型試件的3、7 d 抗壓強度有所增加,但當HM 摻量增至0.5%時,打印砂漿不同齡期水下抗壓有不同程度的降低.這是由于HM 摻量增加對打印砂漿的水下抗分散性能有所提高,對水下成型試件的早期強度有利;而另一方面,HM 具有明顯的引氣作用,摻量越多,硬化后砂漿的有害孔數量越多,對砂漿的強度產生負面影響越大[18],隨著齡期的延長,這一影響愈發顯著.
表9 列出了HM 對水下3DPBM 水陸強度比的影響.由表9 可以看出:當HM 摻量較大(0.3%或0.5%)時,打印砂漿早期水陸強度比顯著高于HM 低摻量(0.1%)的打印砂漿;隨著HM 摻量的增加,打印砂漿中后期水陸抗折強度比或抗壓強度比有不同程度的降低.這是因為,當HM 摻量過高時,漿體內引入大量的氣泡導致打印砂漿強度大幅度降低,當長期處于水下時,相對疏松的結構不利于其強度的發展.

表9 HM 對水下3DPBM 水陸強度比的影響Table 9 Influence of HM on underwater-land strength ratio of underwater 3DPBM
2.3.3 UAD
UAD 對水下3DPBM 力學性能的影響如圖8 所示.由圖8 可以看出:當UAD 摻量為1.0%時,打印砂漿的陸上各齡期抗折強度均有所下降,而UAD 摻量增加至2.0%時,打印砂漿的陸上7、28 d 的抗折強度與基準組的大致相同;摻入UAD 后,由于提高了打印砂漿的水下抗分散性能,因而水下成型試件的各齡期的抗折強度均得到提高,且隨著UAD 摻量的增加而增大;摻入UAD 后,打印砂漿陸上成型試件的3 d抗壓強度有所提高,而28 d 抗壓強度有所降低;由于摻入UAD 后提高了打印砂漿的水下抗分散性能,因而打印砂漿的水下成型試件的強度相比于未摻UAD 的基準組有所提高,尤其是當UAD 摻量為2.0%時,打印砂漿的水下成型試件的3 d 強度有顯著提高.
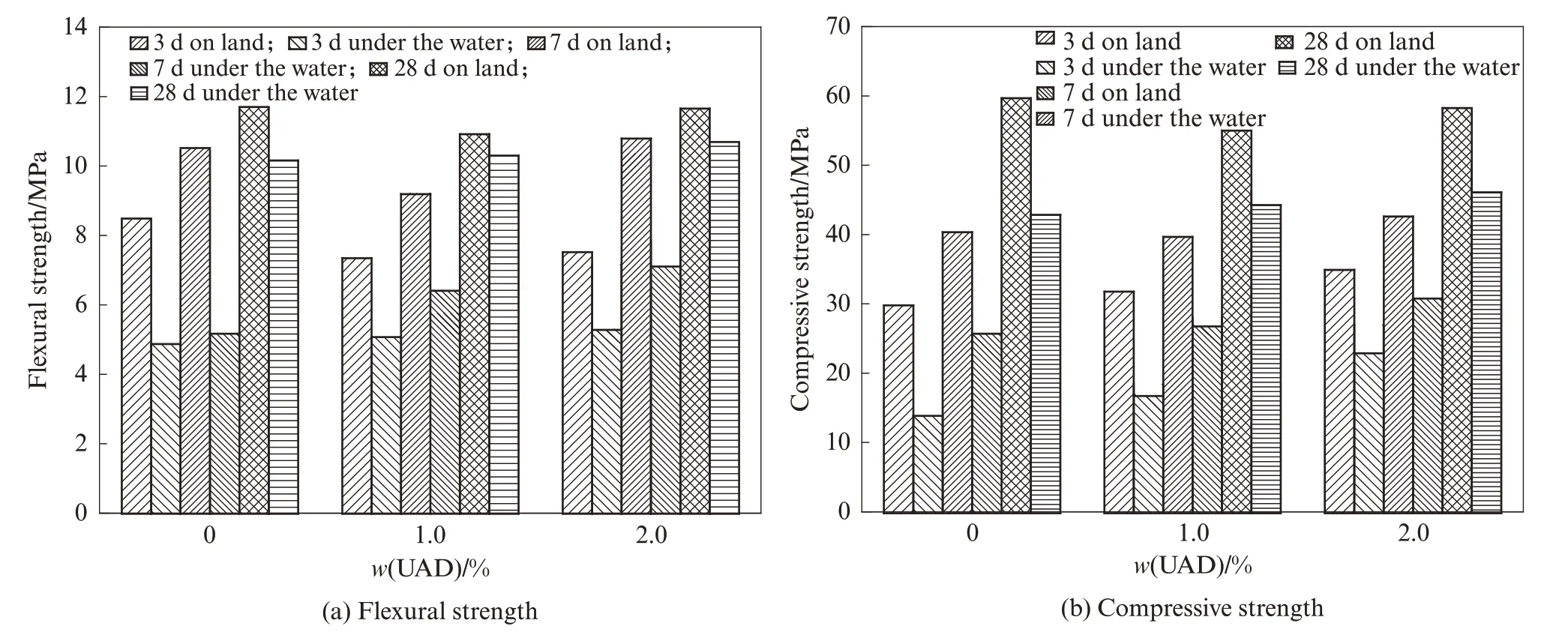
圖8 UAD 對水下3DPBM 力學性能的影響Fig.8 Influence of UAD on mechanical property of underwater 3DPBM
表10 列出了UAD 對水下3DPBM 水陸強度比的影響.由表10 可以看出:摻入UAD 后,打印砂漿的各齡期水陸抗折強度比和水陸抗壓強度比顯著增加且隨著齡期的延長持續提高,當UAD 摻量為1.0%時,打印砂漿28 d 水陸抗折強度比和水陸抗壓強度比分別達到95.1%和80.6%,這主要得益于UAD 優異的抗分散性,提高了打印砂漿水下成型試件的強度;但隨著UAD 摻量的增加,打印砂漿水陸抗折強度比和水陸抗壓強度比增加較少甚至有所降低,這與UAD 摻量較大時水下成型試件強度增長較慢有關.

表10 UAD 對水下3DPBM 水陸強度比的影響Table 10 Influence of UAD on underwater-land strength ratio of underwater 3DPBM
3 結論
(1)建立了3DPBM 在水中質量損失率、pH 值變化、水下堆積高度及水陸強度比等測試方法,有效表征了水下3DPBM 的水下施工性能.
(2)以抗分散劑PAM 制備水下3DPBM 時,易使砂漿團聚,連續性較差,難以泵送擠出,因而無法滿足水陸打印要求;抗分散劑HM 和UAD 增強了3D 打印砂漿的水下抗分散性能,同時可滿足水陸打印堆積要求,能夠進行水下打印,且摻加UAD 的打印砂漿水下堆積性能明顯優于摻加HM 的打印砂漿.
(3)摻入PAM 提高了打印砂漿的水陸強度比,隨著PAM 摻量的增加,打印砂漿的早期水陸抗折強度比、抗壓強度比均顯著提高;摻加適量HM、UAD可提高打印砂漿水陸強度比,但HM 摻量過大時,打印砂漿的水陸強度比反而可能降低.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00