3D 打印可沖刷水泥基材料建造及力學性能
2022-06-28 10:16:38孫曉燕陳景軒王海龍
建筑材料學報 2022年5期
孫曉燕, 陳景軒, 王海龍,*, 張 靜
(1.浙江大學 建筑工程學院,浙江 杭州 310058;2.山西浙江大學新材料與化工研究院,山西 太原 030024)
現有的3D 打印混凝土多采用濕料擠出、堆疊成 型工藝[1?2],由于混凝土初凝時間相對其他材料(塑料、樹脂等)較長[3],且自重大,導致3D 打印水泥基材料相對于其他打印材料具有一定的空間造型局限性[4],難以一次打印成型空間復雜構件,如鏤空構件[5?6],上大下小的構件等.當進行切片制作、堆疊打印時,濕態混凝土難以實現大角度堆疊穩定,容易失穩破壞[7].因此現階段的3D 打印混凝土復雜空間造型結構需要分次、分批借助模板制造,無法充分利用增材自制、數字成型、免模施工的技術優勢.隨著多打印頭[8]-多打印材料[9]同時成型制造技術的逐漸成熟,3D 打印混凝土有望與一種可臨時支撐成型的可沖刷模板同時打印,養護成型后沖刷成型,實現快速、便捷的水泥基材料復雜空間造型的打印制作技術[9].現階段對水泥基材料3D 打印可沖刷模板的技術參數要求為自重輕、早期強度滿足對水泥基材料自重的支撐作用、可建造性良好、可沖刷.本文基于上述復雜空間造型水泥基材料結構打印建造技術對可沖刷3D 打印模板的功能要求,開展水泥基材料基準配合比優化分析,針對可打印性、可建造性、可沖刷性等設計目標探索材料性能作用機制,基于層次分析法提取關鍵參數并開展試驗進行性能優化,建立3D 打印可沖刷模板的設計優化流程并得到滿足可沖刷模板要求的3D 打印水泥基材料,為打印復雜造型混凝土空間結構提供技術支撐.
1 可沖刷模板試驗
1.1 基于層次漸進分析法的配合比優化設計流程
新拌水泥基材料的可打印性、可建造性受原材料、配合比及打印工藝影響[10],而原材料、配合比設計與打印工藝又彼此交互作用,可采用四面體模型來分析復雜的交互作用機制,如圖1 所示.可沖刷模板需要滿足可沖刷、可打印和可建造的功能目標,其配合比設計和優化需要在現有打印設備、打印工藝和常見建造環境下針對各個性能指標進行材料性能測試,并在工況適用的基礎上進行層次漸進優化分析,直至實現多重設計目標.

圖1 3D 打印可沖刷水泥基材料模板性能機制四面體模型Fig.1 Performance tetrahedron model of 3D printing cement based materials for washable formwork
層次分析法[11]能夠將復雜的多目標優化分析按因素相關度和影響機制進行分解,形成有序的遞進層次結構,建立對應優化目標的分析參數和評價指標.本文采用等權重法建立層次漸進分析框架,進行3D 打印可沖刷模板優化分析,如圖2 所示.

圖2 3D 打印可沖刷模板優化分析Fig.2 Optimization analysis of 3D printing washable formwork
首先,以3D 打印可沖刷模板的設計目標來選擇膠凝材料、骨料及摻和料.硫氧鎂水泥是氣硬性水泥基膠凝材料,在水中不硬化,密度一般為1 600~1 800 kg/m3,具有質量輕、凝結速度快、早強和黏結力強等優點[12],可作為3D 打印可沖刷模板的膠凝材料;高嶺土(K)作為摻和料,其本身并不與硫氧鎂水泥發生反應,并可有效填補材料空隙,改善濕料可擠出性;吸水性樹脂(SAP)具有吸水速率高、膨脹性高、凝膠強度適中、保水性好等特點[13],作為骨料可有效降低硫氧鎂水泥基材料強度和密度,有利于臨時模板的沖刷和3D 打印結構的空間成型.
研究表明,MgO 與MgSO4的摩爾比(氧硫比)越高,硫氧鎂水泥的抗壓強度越高、軟化系數越低[14].根據可沖刷模板技術使用需求,氧硫比取10.石英砂摻量(wS,文中摻量均以MgO 質量計)對硫氧鎂水泥基材料的軟化系數有著較大影響,對抗壓強度的影響較小,在其摻量為30%時,材料軟化系數最小[15].根據課題組3D 打印水泥基材料配合比設計,聚乙烯醇(PVA)纖維摻量(wF)設定為1%.固定氧硫比、石英砂摻量和PVA 纖維摻量不變,確定基準配合比m(MgO)∶m(MgSO4·7H2O)∶m(石英砂)∶m(PVA纖維)=100.0∶62.9∶30.0∶1.0;對吸水性樹脂(SAP)摻量wSAP、高嶺土摻量wK設計4 個梯度,搜索優化目標并驗證優化結果.
出于自重支撐與模板定型要求,可沖刷模板的早期強度不能過低;同時,為了便于水泥基材料硬化成型、完成空間造型后可沖刷,模板成型后的強度不能過高.參考水泥基材料質量、強度及沖刷高壓水槍壓力參數,確定可沖刷模板材料的抗壓強度范圍為2~10 MPa.在此范圍內探索滿足可打印性、可建造性的水泥基材料.設計A~C 共3 組試件:A 組以可打印性為基準目標;B 組以可建造性為基準目標;C 組以可沖刷性為基準目標.根據實測性能來確定和調整基本參數,可得到滿足性能要求的水泥基材料最優配合比.配合比設計方案見表1,其中mW/mB為水膠比(質量比).
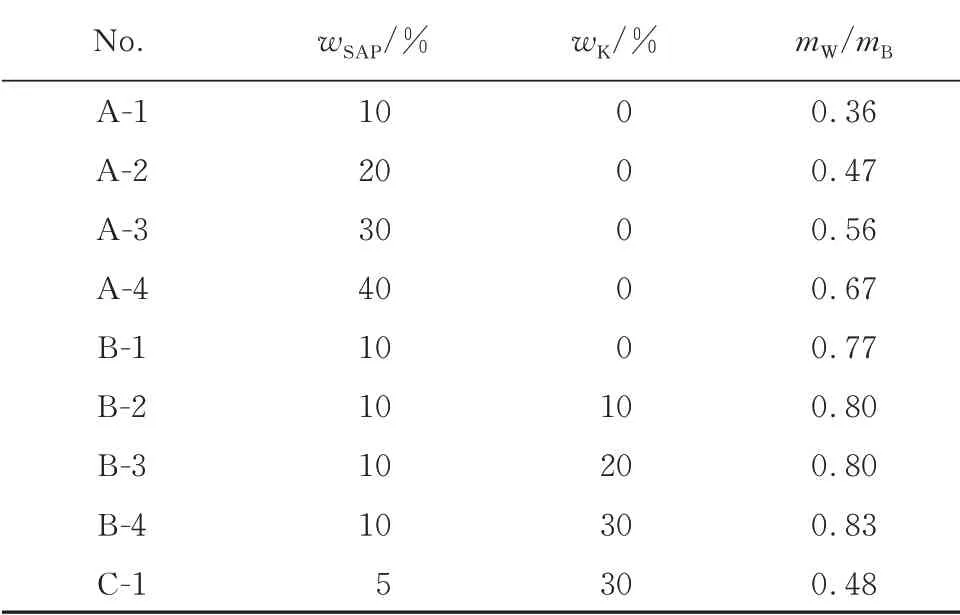
表1 配合比設計方案Table 1 Mix proportion design scheme
1.2 性能測試
參照GB/T 17671—1999《水泥膠砂強度檢驗方法(ISO 法)》,制作尺寸為40 mm×40 mm×160 mm的棱柱體抗折試塊,對折斷后的棱柱體進行抗壓強度測試.考慮可沖刷水泥基材料臨時模板使用周期,確定測試齡期為1、3 d.
水泥基材料的可打印性評估指標為流動性和開放時間.流動性參照GB/T 2419—2005《水泥膠砂流動度測定方法》,使用跳桌試驗進行測定,開放時間按照JGJ70—2009《建筑砂漿基本性能試驗方法》進行測試.水泥基材料振搗均勻后,采用出料直徑為6 mm 的手動打印機(如圖3(a)所示),以2 cm/s 的速度均勻穩定擠出.可打印性與可建造性是3D 打印水泥基材料的性能測試參數,在傳統混凝土試驗中未有涉及,現階段暫無相關測試標準.參考現有相關研究[16?22],以連續擠出條帶長度來定量分析材料可打印性能.具體如下:沿著x方向均勻擠出長度為25 cm 的基體長條,沿y方向延續排列,打印至長條斷裂或總長至125 cm 止,如圖3(b)所示.每組打印3 次,結果取3 組連續打印長度的中間值.
通過層疊穩定高度與層疊時隨變形來評價可建造性.沿著x方向將基體長條均勻擠出,沿y方向延續排列,連續打印3 條長度為25 cm 的基體長條,再沿z方向連續打印,逐層堆疊,如圖3(c)所示.堆疊至發生過大變形或材料開裂時,隨機取3 處測量堆積高度,結果取平均值.

圖3 打印建造裝置及可建造性能測試Fig.3 3D printing equipment and buildability test
因為層疊變形微小且隨時演變,傳統監測技術難以實現,因此在層間進行定位,采用數字圖像相關方法(DIC)以頻率為1 Hz 進行動態圖像采集、識別,監測層疊時隨變形,如圖4 所示.層疊時隨變形測試對象制作方法與層疊穩定高度測試對象制作方法相同,沿y方向打印3 條再沿z方向堆疊5 層.
制作尺寸為40 mm×40 mm×160 mm 的試塊,每組3 塊,養護3 d 后進行沖刷試驗.使用壓力為10 MPa 的高壓水槍,以15 mm 水流直徑和10 cm距離,分別在沖刷1、2、3 min 時測量沖刷深度以評估水泥基材料的可沖刷性,取平均值作為試驗結果.
2 結果與分析
2.1 試驗結果
A組試驗按照可沖刷模板對水泥基材料強度的要求來確定SAP摻量.SAP摻量對水泥基材料3 d強度的影響如圖5所示.由圖5可見,水泥基材料3 d強度隨著SAP摻量的增加而不斷降低.水泥基材料目標抗壓強度定為2~10 MPa,鑒于材料的流動性優化需求會降低硫氧鎂水泥的強度[15],因此在力學性能優化的試驗基礎上,將SAP摻量設定為10%,予以可打印性和可建造性調試.
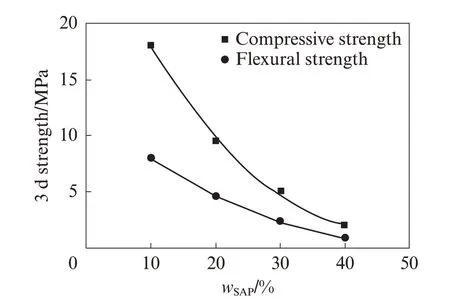
圖5 SAP 摻量對水泥基材料3 d 強度的影響Fig.5 Influence of SAP content on 3 d strength of cement based materials
以水泥基材料恰好能從手動打印機中擠出為基準來確定加水量.B 組試驗針對高嶺土摻量進行了梯度設計,開展了力學性能、可打印性、可建造性測試和優化分析.高嶺土摻量對水泥基材料1 d 強度的影響如圖6 所示.由圖6 可見:隨著高嶺土摻量的增大,水泥基材料1 d 抗壓強度與抗折強度均先增大后減小;且均在高嶺土摻量為10%時達到最大值,此時水泥基材料的流動性顯著下降,與同類文獻基本一致[23].流動度為170~183 mm 時能夠滿足小口徑3D打印泵送擠出的要求.出于可打印性和可建造性考慮,高嶺土摻量優選為30%.

圖6 高嶺土摻量對水泥基材料1 d 強度的影響Fig.6 Influence of kaolin content on 1 d strength of cement based materials
3D 打印水泥基材料泵送擠出、堆疊成型的建造工藝對水泥基材料開放時間提出較高的技術要求.按照建造速度,一般開放時間為1.0~3.0 h.B 組試驗各配合比水泥基材料的打印開放時間均在2.5 h,差別不超過10%.C 組試驗SAP 摻量為B 組的一半,開放時間為2.0 h,比B 組減少了20%.
室溫條件下新拌打印材料的可打印性用連續擠出長度來表征.高嶺土摻量增加,有利于水泥基材料擠出.未摻加高嶺土的水泥基材料拌和物顆粒感明顯,雖能連續打印119 cm,但存在多條裂縫,難以滿足建造穩定性和安全性需求.隨著高嶺土摻量的增加,打印出的基體長條表面逐漸光滑,具有更強的塑形能力.高嶺土摻量為10%~30%的水泥基材料具有較好的可打印性,均能完成125 cm 條帶的連續打印,如圖7(a)所示.層疊穩定高度反映了水泥基材料的可建造性.高嶺土摻量越大,水泥基材料的層疊穩定高度越高,當高嶺土摻量為30%時,層疊穩定高度為44.7 mm,如圖7(b)所示.沖刷深度存在一定的離散度,反映了水泥基材料的可沖刷性.不同高嶺土摻量下水泥基材料經3 min沖刷后的形態如圖7(c)所示.

圖7 高嶺土摻量對水泥基材料的可打印性、可建造性和可沖刷性影響Fig.7 Effect of kaolin content on printability,constructability and washability of cement based materials
高嶺土摻量對水泥基材料可沖刷性的影響如圖8 所示.由圖8 可見:隨著高嶺土摻量的增加,沖刷深度先減小后增大;沖刷3 min 時,沖刷深度變化趨勢較為明顯,且離散性較低.沖刷深度與抗壓強度、抗折強度的變化趨勢恰好相反,說明材料力學強度與抗沖刷能力成正比.對可沖刷打印模板,既需要足夠高的早期強度以實現模板支撐定型,又需要較低的強度來滿足沖刷工藝.因此,高嶺土摻量應根據打印沖刷工藝需求所確定的強度范圍來進行設計選擇.

圖8 高嶺土摻量對水泥基材料可沖刷性的影響Fig.8 Effect of kaolin content on washability of cement based materials
2.2 優化分析
堆疊穩定性與層疊數量和水化時間均有關系.作為可沖刷模板,層疊時隨變形也反映了模板的形狀保持能力.選擇SAP 摻量為10%、高嶺土摻量為30%的可沖刷水泥基材料作為試驗材料,測點布置在各條帶頂端,通過DIC 監測條帶層疊時隨變形(δ),結果見圖9.圖4 試驗中每個條帶布置了3 個測點,選取最接近均值的測點1~6 進行分析;另外,由于測點1 定位精度受地面的影響,因此圖9 中僅列出測點2~6 的數據.由圖9 可知,材料基體條帶層疊時隨變形隨時間呈現穩定增長趨勢.基于監測數據建立層疊時隨變形對數模型如下:

圖9 條帶層疊時隨變形Fig.9 Time dependent deformation of strip stacking

式中:α為材料凝結性能系數,對于硫氧鎂水泥基材料取α=0.005;n為自下而上層疊數量;t為打印時間,min,考慮監測與建造時間差,t>5 min.
采用上述模型所得結果與試驗結果具有良好的吻合性,可用于模板材料時隨變形的預測和精度控制.
以材料層疊穩定高度與3 min 沖刷深度為控制指標,對高嶺土摻量進行優化分析(見圖10),得到最佳高嶺土摻量為30%.優化后可沖刷模板的性能如表2 所示.由表2 可見:可沖刷模塊的1 d 抗壓強度達2.7 MPa,可滿足早齡期模板基本支撐需求;3 d 抗壓強度達9.0 MPa,可使用常規沖刷工藝脫模;凝結時間為117 min,可適應大部分3D 打印可沖刷模板的工程需求;可流暢打印長度不小于125 cm,具備適宜的流動性和可打印性;層疊穩定高度為44.7 mm,單層條帶層疊時隨變形小于條帶高度的1.2%,可滿足3D 打印可沖刷模板的功能參數和使用要求.

圖10 綜合可沖刷性與層疊穩定性進行高嶺土摻量優化Fig.10 Optimization on kaolin content based on washability and stack stability

表2 優化后可沖刷模板的性能Table 2 Performance of washable templates after optimization
3 結論
(1)硫氧鎂水泥基材料力學強度隨著SAP 和高嶺土摻量的變化而變化.材料強度與SAP 摻量負相關.隨著高嶺土摻量的增加,材料強度先增大后減小,在高嶺土摻量為10%時力學強度達到最大.
(2)硫氧鎂水泥基材料流動度為170~190 mm,可以較好地滿足3D 打印擠出和層疊建造的要求.新拌狀態下連續擠出長度不小于125 cm,優化后層疊穩定高度為44.7 mm,滿足可沖刷模板打印建造需求.
(3)采用數字圖像相關方法(DIC)可以監測打印成型后可沖刷模板的層疊時隨變形.優化后可沖刷模板單層條帶層疊時隨變形小于條帶高度的1.2%,滿足形狀精度控制要求.
(4)建立了考慮疊制層數的3D 打印可沖刷水泥基模板層疊時隨變形的對數模型.該模型可精確預測3D 打印可沖刷模板的時隨變形規律,為復雜空間結構建造提供技術支撐.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36