抽水蓄能電站座環(huán)工地磨削工藝
2022-06-28 13:03:46汪申武
水電站機(jī)電技術(shù) 2022年6期
汪申武
(1.東方電氣集團(tuán)東方電機(jī)有限公司,四川 德陽 618000;2.西南交通大學(xué)機(jī)械工程學(xué)院,四川 成都 610000)
1 概述
抽水蓄能電站水頭較高,整個機(jī)組各零部件的材料及加工精度要求十分嚴(yán)格。座環(huán)作為水輪發(fā)電機(jī)組中水輪機(jī)部分的主要承重部件和安裝水平基準(zhǔn),其澆筑和加工質(zhì)量對整個機(jī)組的安裝及運(yùn)行的穩(wěn)定性有著重要的意義。抽水蓄能電站的座環(huán)大多需要在電站現(xiàn)場焊接部分蝸殼或者分瓣運(yùn)輸?shù)诫娬粳F(xiàn)場組焊后澆筑而成。座環(huán)在組焊、澆筑過程會產(chǎn)生變形,因此通常需要在電站現(xiàn)場對座環(huán)配合面進(jìn)行二次加工以滿足安裝要求。
2 抽水蓄能機(jī)組蝸殼座環(huán)結(jié)構(gòu)特點(diǎn)
抽水蓄能機(jī)組蝸殼座環(huán)通常為鋼板焊接結(jié)構(gòu),由上、下環(huán)板、固定導(dǎo)葉及蝸殼組焊而成(圖1)。上、下環(huán)板一般采用S500Q 高強(qiáng)度鋼板,固定導(dǎo)葉采用S550Q 高強(qiáng)鋼板。蝸殼座環(huán)最大回轉(zhuǎn)直徑通常超過10 m,因此受運(yùn)輸條件限制座環(huán)通常分為兩瓣在工地現(xiàn)場組焊成整圓并裝焊分瓣部位兩節(jié)蝸殼。座環(huán)開檔尺寸較小、安裝平面尺寸精度要求高(影響活動導(dǎo)葉端面間隙)、平面度控制難度大,給座環(huán)澆筑后的工地二次加工帶來了巨大的挑戰(zhàn)。座環(huán)工地需二次加工的面有與頂蓋把合法蘭面、上環(huán)平面、下環(huán)平面及基礎(chǔ)環(huán)平面,部分機(jī)組因澆筑變形量大還需要增加上環(huán)板圓面及下環(huán)板上、下環(huán)圓面的磨削(圖2)。

圖1 蝸殼座環(huán)結(jié)構(gòu)示意圖

圖2 座環(huán)工地打磨示意圖
3 座環(huán)工地磨削設(shè)備結(jié)構(gòu)
抽水蓄能電站座環(huán)工地磨削設(shè)備通常為一種可調(diào)節(jié)的組合式專機(jī)設(shè)備,主要由機(jī)頭、接長臂、轉(zhuǎn)臂、中心柱、支柱(共兩個)、底座、支撐梁、配重塊等部分組成(圖3)。其中機(jī)頭部分主要由轉(zhuǎn)動系統(tǒng)、升降系統(tǒng)以及調(diào)節(jié)系統(tǒng)構(gòu)成。轉(zhuǎn)臂部分主要用來安裝機(jī)頭,且在轉(zhuǎn)臂中心平臺所在的橫梁兩側(cè)各有1 套齒輪齒條系統(tǒng),可進(jìn)行機(jī)頭旋轉(zhuǎn)半徑的調(diào)節(jié)。支柱為組合結(jié)構(gòu),通過不同高度的支柱與中心柱進(jìn)行組合來實(shí)現(xiàn)座環(huán)不同平面的打磨。底座主要由中心調(diào)節(jié)機(jī)構(gòu)和水平調(diào)節(jié)機(jī)構(gòu)組成,分別用來調(diào)節(jié)座環(huán)磨削設(shè)備的旋轉(zhuǎn)中心和旋轉(zhuǎn)水平。支撐梁用于承擔(dān)整個磨削設(shè)備重量。配重塊用于保持轉(zhuǎn)臂與機(jī)頭在工作狀態(tài)下的穩(wěn)定運(yùn)行。

圖3 座環(huán)工地磨削設(shè)備示意圖
4 座環(huán)工地打磨施工工藝流程
根據(jù)座環(huán)及磨削設(shè)備結(jié)構(gòu)特點(diǎn),為減少磨削設(shè)備配件裝拆次數(shù)及調(diào)整時間,座環(huán)工地磨削施工按自上而下的打磨順序,具體施工工藝流程見圖4。

圖4 施工工藝流程
4.1 施工準(zhǔn)備
4.1.1 工具準(zhǔn)備
座環(huán)在進(jìn)行磨削加工前應(yīng)準(zhǔn)備好所需工器具,確保后期打磨順利進(jìn)行。座環(huán)整個施工過程所需的主要工具有:座環(huán)工地磨削設(shè)備(含配件)、水準(zhǔn)儀、深度尺、內(nèi)徑千分尺、清洗劑、求心器、風(fēng)管等。
4.1.2 機(jī)坑清掃返點(diǎn)
座環(huán)工地加工前需全面清掃整個機(jī)坑,清除座環(huán)本體及座環(huán)磨削設(shè)備基礎(chǔ)墊板上的油污、混凝土漿等。同時應(yīng)將座環(huán)上的X、Y 線引至機(jī)坑里襯和下環(huán)板合適位置作為后期導(dǎo)水機(jī)構(gòu)安裝方位的基準(zhǔn),并在合適位置標(biāo)識出座環(huán)中心的基準(zhǔn)點(diǎn)。具體方法如下:
(1)用風(fēng)管、角磨機(jī)等工具清理座環(huán)各面及磨削設(shè)備基礎(chǔ)墊板,去除高點(diǎn)、油污、毛刺及混凝土等雜質(zhì)。
(2)將座環(huán)X、Y 線引至下環(huán)板平面和機(jī)坑里襯的合適位置,并做好方位刻度線標(biāo)記。作為今后安裝底環(huán)、頂蓋、水輪機(jī)接力器及控制環(huán)的安裝方位基準(zhǔn)。
(3)利用求心器和內(nèi)徑千分尺找出座環(huán)圓心位置,并在上鏜口合適位置標(biāo)識4 組基準(zhǔn)點(diǎn)作為磨削設(shè)備旋轉(zhuǎn)中心和圓面打磨的基準(zhǔn)。
4.2 座環(huán)平面及圓面加工量的確定
座環(huán)平面磨削量的確定是根據(jù)機(jī)坑測定時的座環(huán)水平度和導(dǎo)水機(jī)構(gòu)相關(guān)零部件的實(shí)際加工尺寸、結(jié)合設(shè)計(jì)圖紙要求進(jìn)行計(jì)算得來。座環(huán)圓面磨削量是由機(jī)坑測定的圓度結(jié)合設(shè)計(jì)圖紙來確定。各相關(guān)部位及尺寸如圖5、圖6 所示。
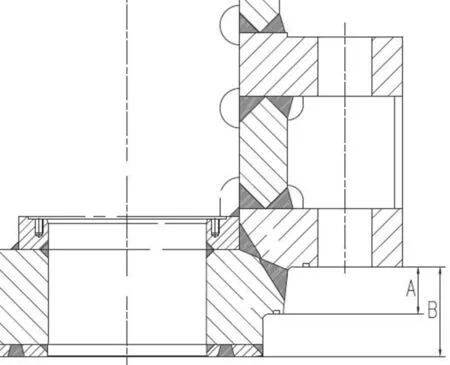
圖5 頂蓋相關(guān)尺寸示意圖

圖6 底環(huán)相關(guān)尺寸示意圖
(1)座環(huán)打磨時以與頂蓋把合平面(圖7)作為基準(zhǔn)面。基準(zhǔn)面的打磨量根據(jù)導(dǎo)水機(jī)構(gòu)中心線位置并結(jié)合機(jī)坑測定的座環(huán)基準(zhǔn)面平面度來確定。

圖7 座環(huán)打磨量示意圖
(2)上環(huán)平面加工量通過測量上環(huán)平面到座環(huán)與頂蓋把合法蘭平面距離M來控制;M=A+△L1,其中A為頂蓋實(shí)際加工數(shù)據(jù),△L1為頂蓋與座環(huán)上環(huán)平面配合設(shè)計(jì)間隙值。
(3)下環(huán)平面加工量通過測量下環(huán)平面到座環(huán)與頂蓋把合法蘭平面距離N來控制;N=B+C+E+θ+ΔS,其中B、C為頂蓋和底環(huán)相關(guān)測量數(shù)據(jù),θ為活動導(dǎo)葉設(shè)計(jì)端面總間隙,ΔS為頂蓋撓度及下沉量值,ΔS具體數(shù)值通過有限元分析計(jì)算得來。
(4)基礎(chǔ)環(huán)加工量通過測量基礎(chǔ)環(huán)平面到座環(huán)與頂蓋把合法蘭平面距離P來控制;P=N+D+△L2,其中D為底環(huán)測量數(shù)據(jù),△L2為底環(huán)與基礎(chǔ)環(huán)安裝設(shè)計(jì)配合間隙。
4.3 座環(huán)磨削設(shè)備安裝及調(diào)節(jié)
根據(jù)座環(huán)工地磨削設(shè)備安裝說明書將磨削設(shè)備安裝在機(jī)坑內(nèi)部。通過中心橫梁兩側(cè)的齒輪齒條調(diào)節(jié)磨削半徑,通過底座上的水平及中心調(diào)節(jié)裝置調(diào)整好磨削設(shè)備旋轉(zhuǎn)中心及旋轉(zhuǎn)水平精度。在正式磨削前應(yīng)復(fù)查各連接部件的把合螺栓、螺帽是否把緊,確保施工安全。
4.4 座環(huán)平面磨削加工及質(zhì)量控制措施
抽蓄座環(huán)工地磨削專機(jī)設(shè)備通常采用的是手推式的磨削方式,通過人工推動轉(zhuǎn)臂回轉(zhuǎn),電機(jī)帶動砂輪片自轉(zhuǎn)的方式達(dá)到打磨的目的。為提高座環(huán)平面打磨質(zhì)量,控制打磨水平度及粗糙度,關(guān)鍵在于控制以下幾個方面:
(1)砂輪片的修型。通過對砂輪片進(jìn)行修型的方式來減小磨削時砂輪片與座環(huán)平面接觸面積,可以有效減小打磨時機(jī)頭的抖動,從而達(dá)到提高磨削平面粗糙度的目的。砂輪片的修型可采用手持式砂條將砂輪片端面形狀修磨成“外高內(nèi)低”的形態(tài)。砂輪片修磨前后形態(tài)如圖圖8、圖9 所示。
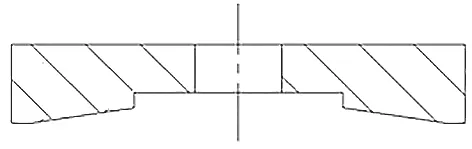
圖9 砂輪片修磨后
圖8 砂輪片修磨前
(2)砂輪片的水平調(diào)節(jié)。砂輪片的水平可通過機(jī)頭的調(diào)節(jié)螺釘進(jìn)行周向及徑向的調(diào)節(jié)。并用塞尺或紅丹粉標(biāo)識的方式予以檢查,使砂輪片周向水平和徑向水平調(diào)整在0.02 mm 之內(nèi)。砂輪片水平調(diào)節(jié)好后應(yīng)先對座環(huán)平面進(jìn)行試磨,用框式水平儀結(jié)合水準(zhǔn)儀檢查試磨平面的周向及徑向水平作為水平調(diào)節(jié)的最終依據(jù)。
(3)進(jìn)刀量的控制。座環(huán)平面磨削時,先根據(jù)機(jī)坑測定的座環(huán)平面數(shù)據(jù)標(biāo)記座環(huán)平面的高點(diǎn),從高點(diǎn)下刀磨削。磨削時需根據(jù)砂輪片火花情況適當(dāng)調(diào)節(jié)進(jìn)刀量,在進(jìn)行粗磨時加工余量較多,可適當(dāng)增大進(jìn)刀量以提高打磨效率。但進(jìn)刀量過大會引起機(jī)床的劇烈抖動,抖動時磨出的平面粗糙度較差,同時影響設(shè)備的穩(wěn)定性。因此,在磨削時應(yīng)根據(jù)座環(huán)磨削平面的寬度選取合適的進(jìn)刀量,保證磨削質(zhì)量的同時兼顧打磨效率。在進(jìn)行平面精磨時加工余量較小,應(yīng)逐步減小進(jìn)刀量,避免造成打磨尺寸超差而返工。
(4)旋轉(zhuǎn)速度的控制。座環(huán)平面磨削時應(yīng)根據(jù)每個平面寬度的差異、進(jìn)刀量的差異及磨削余量選擇合適的旋轉(zhuǎn)速度,磨削時應(yīng)確保機(jī)頭不會產(chǎn)生較大的抖動才能保證磨削平面的質(zhì)量。
(5)磨削水平度的控制。座環(huán)平面磨削時需同時控制其周向水平及徑向水平,關(guān)鍵在于控制機(jī)床的旋轉(zhuǎn)水平和砂輪片的周向及徑向水平。精磨時機(jī)床轉(zhuǎn)臂的旋轉(zhuǎn)水平應(yīng)調(diào)節(jié)在0.05 mm 以內(nèi),砂輪片的周向及徑向水平應(yīng)控制在0.02 mm 以內(nèi)。因座環(huán)周長較大,且各區(qū)域打磨量不同,可通過分段打磨的方式提高座環(huán)整體打磨水平精度。分段打磨時先根據(jù)水準(zhǔn)儀測量結(jié)果將座環(huán)平面進(jìn)行區(qū)域劃分,每段區(qū)域標(biāo)記相應(yīng)的打磨量。打磨過程隨時監(jiān)測機(jī)床水平及座環(huán)平面度情況。
(6)砂輪片磨損情況監(jiān)測。由于座環(huán)平面加工余量不均勻,當(dāng)砂輪片進(jìn)刀量較大或長時間工作后會發(fā)生粘連現(xiàn)象。表現(xiàn)出的現(xiàn)象是砂輪片表面變黑,會導(dǎo)致磨削的平面也出現(xiàn)變黑。這種情況發(fā)生時應(yīng)停下機(jī)床,用手持式砂條清理砂輪片表面黑色區(qū)域或者更換砂輪片后方可繼續(xù)進(jìn)行打磨。
4.5 座環(huán)圓面磨削
抽蓄座環(huán)通常為分瓣結(jié)構(gòu),在工地進(jìn)行組焊和澆筑,不可避免會發(fā)生變形。且變形量通常可達(dá)到1.5~2 mm,因此大部分機(jī)組還需在工地對座環(huán)圓度進(jìn)行磨削加工,確保頂蓋、底環(huán)的順利安裝以及保證底環(huán)圓面處立面密封圈的密封效果。
座環(huán)環(huán)板的圓面加工是利用砂輪片柱面進(jìn)行磨削,圓面磨削加工的重點(diǎn)在于設(shè)備中心的調(diào)節(jié)。需以機(jī)坑測定時在上鏜口上標(biāo)識出的4 組基準(zhǔn)點(diǎn)調(diào)整好磨削設(shè)備的旋轉(zhuǎn)中心在0.05 mm 之內(nèi)方可進(jìn)行圓面的打磨。由于砂輪片厚度尺寸通常小于座環(huán)上、下圓面高度,在磨削時需進(jìn)行接刀。圓面磨削應(yīng)按照平面磨削同樣的要求控制轉(zhuǎn)臂旋轉(zhuǎn)速度和砂輪片的進(jìn)刀量以保證磨削質(zhì)量。
5 小結(jié)
結(jié)合抽水蓄能電站座環(huán)的結(jié)構(gòu)特點(diǎn),介紹了座環(huán)在工地現(xiàn)場磨削的基本工藝流程。闡述了座環(huán)磨削過程的關(guān)鍵點(diǎn)及難點(diǎn),并提供了座環(huán)磨削過程中質(zhì)量控制方法,該方案已在國內(nèi)多個抽水蓄能電站實(shí)際工作中順利實(shí)施,為同類型電站座環(huán)工地磨削提供了參考依據(jù)。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
美與時代·美術(shù)學(xué)刊(2022年3期)2022-04-27 01:18:15
火花(2019年12期)2019-12-26 01:00:28
人大建設(shè)(2019年12期)2019-05-21 02:55:32
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
學(xué)苑創(chuàng)造·A版(2015年11期)2016-01-14 09:03:27
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
消費(fèi)者報道(2014年7期)2014-07-31 11:23:57
