690鎳基合金焊接缺陷分析及控制
2022-06-29 06:12:09李洪濤
裝備維修技術(shù) 2022年6期
李洪濤
摘 要: 690鎳基合金由于其具有良好的耐高溫和耐腐蝕性能,其焊接結(jié)構(gòu)廣泛用于航空航天、電力和化工等領(lǐng)域。由于其材料本身的材料冶金特點(diǎn),出現(xiàn)焊接缺陷的幾率較高,給設(shè)備制造增加了難度,同時(shí)對(duì)設(shè)備運(yùn)行也帶來了一定的安全隱患。本文結(jié)合690鎳基合金材料特點(diǎn)及工程應(yīng)用經(jīng)驗(yàn)對(duì)其焊接缺陷及控制措施進(jìn)行分析,主要包括材料概述、缺陷類型分析、原因及控制措施等。希望通過本次的研究與分析,可以為690鎳基合金焊接質(zhì)量的提升及其良好應(yīng)用提供參考依據(jù)。
關(guān)鍵詞:690鎳基合金;焊接缺陷
前言:
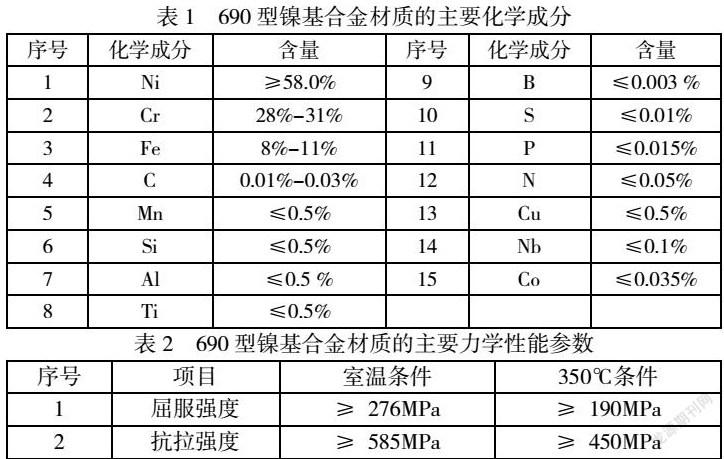
690 鎳基合金抗晶間腐蝕、縫隙點(diǎn)蝕和應(yīng)力腐蝕性能優(yōu)異,在高溫下能保持較高的塑性和韌性,在核電工程中主要應(yīng)用于核島一回路的重要位置,例如:異種金屬接管安全端、蒸汽發(fā)生器傳熱管和一次側(cè)封頭分隔板、反應(yīng)堆壓力容器驅(qū)動(dòng)管座和堆芯支承結(jié)構(gòu)等。690型鎳基合金屬鎳鉻鐵型合金,組織為面心立方結(jié)構(gòu)的單相奧氏體組織。主要成分見表1,主要力學(xué)性能參數(shù)見表2。
690鎳基合金對(duì)P,S,Pb等雜質(zhì)元素敏感,在焊縫凝固時(shí)易形成低熔點(diǎn)共晶體,產(chǎn)生熱裂紋缺陷;在焊縫應(yīng)力的作用下,易產(chǎn)生高溫失塑裂紋(DDC)[1]。同時(shí)由于材料的熔化特點(diǎn),在焊接過程中熔池黏度大,流動(dòng)性不好,焊縫中易產(chǎn)生微小夾渣。對(duì)于焊接條件以及焊接參數(shù)都比較敏感,加之其應(yīng)用條件要求嚴(yán)苛,對(duì)于焊接接頭具有極高的要求。
一、缺陷分析及控制措施
(一)缺陷分析
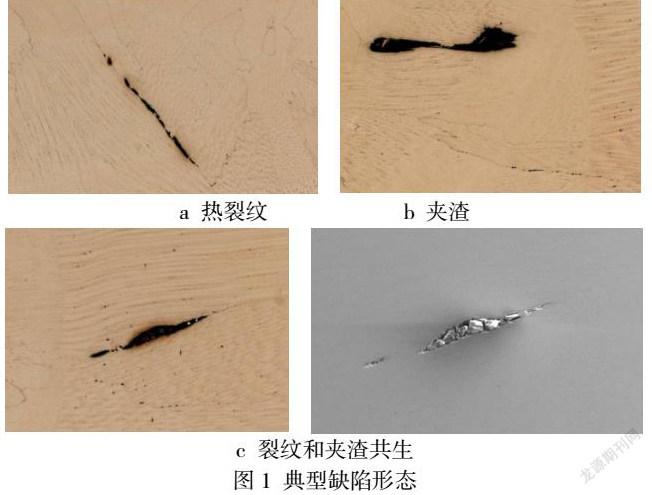
在690 鎳基合金焊接工程應(yīng)用中,主要的無損檢測手段為表面滲透探傷和體積射線探傷,根據(jù)工程統(tǒng)計(jì),射線探傷發(fā)現(xiàn)的缺陷較少,表面滲透探傷發(fā)現(xiàn)的缺陷較多,由于缺陷尺寸小,大多數(shù)情況下體積射線探傷不能發(fā)現(xiàn)。通過對(duì)缺陷的進(jìn)一步分析,滲透探傷缺陷主要為微小裂紋、夾渣及裂紋和夾渣的共生缺陷,見圖1。
(二)原因及控制措施
根據(jù)科學(xué)研究及工程實(shí)踐,出現(xiàn)裂紋和夾渣的原因主要有雜質(zhì)元素、焊接應(yīng)力和焊接工藝三個(gè)方面,下面詳述其影響及控制措施。
(1)雜質(zhì)元素的影響及控制
690鎳基合金對(duì)P,S,Pb等雜質(zhì)元素敏感,應(yīng)對(duì)材料的雜質(zhì)元素進(jìn)行嚴(yán)格控制。針對(duì)690鎳基合金材料及焊材應(yīng)控制雜質(zhì)元素的含量,建議S元素含量≤0.010%(wt%),P元素含量≤0.015%(wt%)。針對(duì)待焊異種金屬材料如碳鋼、低合金鋼、耐熱鋼、奧氏體不銹鋼等應(yīng)控制雜質(zhì)元素的含量,建議S含量盡量≤0.010%(wt%),P元素含量≤0.020%(wt%)。
針對(duì)焊材的表面清潔度也應(yīng)進(jìn)行控制,特別是光焊絲/焊帶的表面,不應(yīng)有灰塵、油污、用手直接接觸等,長時(shí)間不使用應(yīng)重新進(jìn)行包裝。針對(duì)待焊母材表面的清潔度也應(yīng)注意,確保無水分、油污、灰塵、標(biāo)記筆等。盡量在清潔工作區(qū)內(nèi)實(shí)施焊接,待焊母材的清潔度可用白布擦拭的方式進(jìn)行測試。焊接過程中焊道表面的氧化物應(yīng)及時(shí)進(jìn)行打磨去除,減少焊縫中的微小夾渣。
(2)焊接應(yīng)力的影響及控制
根據(jù)相關(guān)研究,焊接應(yīng)力升高會(huì)增加焊縫的熱裂紋及DDC傾向[2]。焊接接頭應(yīng)盡可能允許自由變形,在低拘束狀態(tài)下進(jìn)行焊接,獲得較低的內(nèi)部殘余應(yīng)力,有利于減少焊接裂紋的產(chǎn)生。若采用非熔化極氣體保護(hù)焊,在保證熔合的前提下,應(yīng)盡可能的增加填絲量,獲得較飽滿的凸形焊道,降低單個(gè)焊道表面在凝固和冷卻過程中的焊接應(yīng)力。在工件邊緣位置的焊道受應(yīng)力集中的影響較大,極易產(chǎn)生裂紋,若必須在工件邊緣位置的焊接,邊緣應(yīng)盡可能預(yù)留加工余量,在焊接完成后去除邊緣位置的問題焊道。
(3)焊接工藝的影響及控制
針對(duì)焊接工藝方面,焊接電流、熱輸入及道間溫度的增加會(huì)增大焊縫組織的晶粒度,焊縫性能會(huì)相應(yīng)降低,結(jié)晶裂紋傾向增加。焊接過程中應(yīng)盡可能采用較小的焊接電流、焊接熱輸入及道間溫度進(jìn)行焊接。由于手工非熔化極惰性氣體保護(hù)焊手工填絲速度較慢且不均勻、焊接速度控制不均勻,不建議在設(shè)備制造中大量采用這種焊接方法實(shí)施690鎳基合金的焊接。
針對(duì)焊接操作方面,由于鎳基合金焊接熔池流動(dòng)性差,為了保證熔合,不應(yīng)增加焊接電流,可進(jìn)行小幅度擺動(dòng)(不超過填充金屬3倍寬度)焊接。采用惰性氣體保護(hù)焊,保護(hù)氣體純度應(yīng)在99.999%以上,特別對(duì)工件邊緣位置的焊接應(yīng)采取措施確保良好的氣體保護(hù)效果。鎳基合金焊接容易出現(xiàn)弧坑裂紋,采用焊條電弧焊或非熔化極惰性氣體保護(hù)焊在收弧時(shí)應(yīng)進(jìn)行填弧坑操作或設(shè)置緩變停弧,避免弧坑裂紋,若存在目視可見的裂紋應(yīng)立即進(jìn)行打磨去除。
(4)滲透探傷偽缺陷及控制
由于鎳基合金塑性好,690鎳基合金焊縫的表面狀態(tài)對(duì)滲透探傷結(jié)果也會(huì)造成影響,焊縫表面采用顆粒度較粗的打磨工具處理后,在微觀下發(fā)現(xiàn)可形成微小的毛刺,在滲透探傷時(shí)導(dǎo)致偽缺陷的產(chǎn)生,建議最終表面的處理盡量選擇顆粒度較細(xì)的工具進(jìn)行處理,可以減少滲透探傷偽缺陷的產(chǎn)生。
結(jié)束語:
綜上所述,690鎳基合金焊接對(duì)比碳鋼、不銹鋼等材料焊接的特點(diǎn)差異較大,直接參考碳鋼、不銹鋼等材料的焊接方式極易產(chǎn)生焊接缺陷。涉及690鎳基合金焊接的相關(guān)單位和技術(shù)人員一定要考慮其材料冶金特點(diǎn),充分考慮雜質(zhì)元素、焊接應(yīng)力及焊接工藝對(duì)鎳基焊縫的影響并加以控制,減少690鎳基合金缺陷的產(chǎn)生,提高生產(chǎn)效率和產(chǎn)品質(zhì)量,同時(shí)降低設(shè)備運(yùn)行的安全隱患。
參考文獻(xiàn):
[1]余磊,曹睿,鎳基合金焊接裂紋研究現(xiàn)狀[J].金屬學(xué)報(bào),2021(1),16-28.
[2]谷雨,張俊寶,黃逸峰,等. 焊接工藝對(duì)690 鎳基合金焊絲熔敷金屬高溫失塑裂紋敏感性影響研究[J].電焊機(jī),2019,49(04):206-210.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2022年2期)2022-03-08 01:43:36
建材發(fā)展導(dǎo)向(2021年22期)2022-01-18 06:11:52
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
大眾投資指南(2021年35期)2021-02-16 01:06:06
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:43
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
