淺析影響數(shù)控加工質(zhì)量的因素
2022-06-29 07:18:48王波李小鋒慈國強
裝備維修技術(shù) 2022年6期
王波 李小鋒 慈國強

摘 要:數(shù)控加工作為一種先進的加工方法,被廣泛地用于航空工業(yè)、艦船工業(yè)以及電子工業(yè)等高精度、復(fù)雜零件的加工生產(chǎn)。在數(shù)控加工中,影響數(shù)控加工質(zhì)量的因素很多,即工藝系統(tǒng)中的各組成部分,包括機床、刀具、夾具的制造誤差、安裝誤差以及刀具使用中的磨損等都直接影響工件的加工精度。
關(guān)鍵詞:刀具 機床 加工質(zhì)量 刀柄 編寫程序
一、機床的合理選用環(huán)節(jié)
數(shù)控加工在中國制造業(yè)中已經(jīng)有了較長的使用時間,雖然有嚴(yán)格的數(shù)控機床操作規(guī)范、良好的機床維護保養(yǎng),但是其本身的精度損失是不可避免的。為了控制產(chǎn)品的加工質(zhì)量,我們定期對數(shù)控設(shè)備進行檢測維修,明確每臺設(shè)備的加工精度,明確每臺設(shè)備的加工任務(wù)。對于大批量成批生產(chǎn)的零件加工工廠,應(yīng)嚴(yán)格區(qū)分粗、精加工的設(shè)備使用,因為粗加工時追求的是高速度、高的去除率、低的加工精度,精加工則相反,要求高的加工精度。
二、刀柄的合理選用環(huán)節(jié)
當(dāng)我們的機床不可改變時,與機床相關(guān)的刀柄、刀具對數(shù)控加工質(zhì)量的影響又變得突出了。在任何旋轉(zhuǎn)刀具加工系統(tǒng)中,主軸與夾頭(或其組合體)的聯(lián)結(jié)是刀具加工性能實現(xiàn)的基石。
1.刀柄與機床的聯(lián)結(jié)
目前企業(yè)常用刀柄與機床的接口主要有BT刀柄和HSK刀柄,刀柄結(jié)構(gòu)如圖1所示。BT刀柄與機床主軸的接口錐柄錐度為7∶24,這種方式的刀柄只適合于低速加工,因BT刀柄與主軸只是錐面配合,當(dāng)轉(zhuǎn)速太高,由于離心力的作用會使錐面配合間隙增大,從而影響數(shù)控加工質(zhì)量。當(dāng)機床最高轉(zhuǎn)速達到15000轉(zhuǎn)/分時,通常需要采用HSK型刀柄,HSK刀桿為過定位結(jié)構(gòu),提供與機床標(biāo)準(zhǔn)聯(lián)結(jié),在機床拉力作用下,保證刀桿短錐和端面與機床緊密配合。
2.刀柄與刀具的聯(lián)結(jié)
對刀柄另一個重要的技術(shù)要求就是刀柄與刀具的聯(lián)結(jié)方式,包括加工時的夾持力度、徑向跳動精度和平衡質(zhì)量,刀柄的徑向跳動精度要小于0.003mm。為支持機床的線性傳動,主軸、刀柄和刀具的總重量越小,對獲得優(yōu)良切削效果越有利。刀柄對刀桿、刀具的夾緊方式主要有4種刀柄:側(cè)固式刀柄、彈性夾緊式刀柄、液壓刀柄和熱脹冷縮刀柄等。
側(cè)固式刀柄的特點是簡單容易操作、快速方便、安全性極高;彈性夾緊式刀柄的特點是刀具的夾緊或松開是在刀柄材料的彈性形變范圍內(nèi)實現(xiàn)的,不僅可以提供極高的刀柄回轉(zhuǎn)精度,而且對刀具使用壽命沒有限制;液壓刀柄特點為采用這一刀具夾緊系統(tǒng),可使系統(tǒng)徑向跳動誤差精度和重復(fù)定位精度控制在3μm以下。由于刀柄內(nèi)存在有高壓油液壓力,當(dāng)?shù)毒弑粖A緊時,內(nèi)藏的油腔結(jié)構(gòu)及高壓油的存在大大地增加了結(jié)構(gòu)阻尼,可有效防止刀具和機床主軸的振動;熱脹冷縮刀柄的優(yōu)點是徑向跳動誤差小,精度很高,可達到3μm以下水平,傳動扭矩大,而刀柄的設(shè)計相對比較小巧,但其缺陷在于,相比液壓刀柄或應(yīng)力鎖緊式刀柄來講,其防振性能較差。
三、刀具的準(zhǔn)確選擇和使用環(huán)節(jié)
硬質(zhì)合金刀具應(yīng)用范圍在企業(yè)越來越廣,硬質(zhì)合金將代替大部分高速鋼刀具,包括鉆頭、立銑刀和絲錐等簡樸通用刀具,使這一類刀具的切削速度有很大的提高,硬質(zhì)合金將在刀具材料中占主導(dǎo)地位,覆蓋大部分常規(guī)的加工領(lǐng)域。在粗加工中盡可能采用大直徑的牛鼻刀,使用R2左右的硬質(zhì)合金刀片,做到粗加工排屑“多”;半精加工選用高轉(zhuǎn)速高進給R0.8左右的鑲片立銑刀,做到半精加工走刀“快”;精加工時盡量選用硬質(zhì)合金刀桿和高精度球頭鏡面刀片,這樣可在保證加工質(zhì)量的同時節(jié)省選用整體合金刀具的高昂費用。
四、數(shù)控編程環(huán)節(jié)
程序是數(shù)控機床唯一能夠識別的語言,它向機床發(fā)出一條一條加工指令,控制著機床的每一步驟,程序的好壞直接影響到加工的質(zhì)量和效率。這就需要在全面了解機床性能、加工的每一環(huán)節(jié)以及必要的相關(guān)知識的基礎(chǔ)上,通過不斷的實踐,提高編程技能,從而達到提高數(shù)控加工質(zhì)量的要求。
1.數(shù)控編程的步驟
程序編制是數(shù)控加工中的一項重要工作,理想的加工程序應(yīng)保證加工出符合產(chǎn)品圖樣要求的合格工件,同時應(yīng)能使數(shù)控機床的功能得到合理的應(yīng)用與充分的發(fā)揮,使數(shù)控機床安全、可靠、高效地工作,加工出高質(zhì)量的產(chǎn)品。
2.數(shù)控編程的關(guān)鍵問題
(1)、加工零件及其工藝分析:加工零件及其工藝分析是數(shù)控編程的基礎(chǔ),和手工編程、APT語言編程一樣,基于CAD/CAM的數(shù)控自動編程首先也要進行這項工作。在目前計算機輔助工藝過程設(shè)計(CAPP)技術(shù)尚不完善的情況下,該項工作還需人工完成。隨著CAPP技術(shù)及機械制造集成(CAMS)技術(shù)的發(fā)展與完善,這項工作必然會被計算機所代替。加工零件及其工藝分析的主要任務(wù)如下。(1)零件幾何尺寸、公差及精度要求的核準(zhǔn)。(2)確定加工方法,工具、夾具、量具及刀具。(3)確定編程原點及編程坐標(biāo)系。(4)確定走刀路線及其工藝參數(shù)。
(2)、零件數(shù)字化模型:加工部位建模是利用CAD/CAM集成數(shù)控編程軟件的圖形繪制、編輯修改、曲線曲面及實體造型等功能將零件被加工部位的幾何形狀準(zhǔn)確繪制在計算機屏幕上,同時在計算機內(nèi)部以一定的數(shù)據(jù)結(jié)構(gòu)對該圖形加以記錄。加工部位建模實質(zhì)上是人將零件加工部位的相關(guān)信息提供給計算機的一種手段,它是數(shù)控自動編程系統(tǒng)進行自動編程的依據(jù)和基礎(chǔ)。隨著建模技術(shù)和機械制造集成技術(shù)的發(fā)展,將來的數(shù)控編程軟件可直接從CAD模塊獲得相關(guān)信息,無須對加工部位再進行建模。采用線框建模、特征建模和實體建模等不同方式,建立零件的幾何數(shù)字化模型。或者是采用無紙化設(shè)計制造技術(shù),零件的幾何數(shù)字化模型直接由設(shè)計而來。
(3)加工方案的確定:主要針對產(chǎn)品結(jié)構(gòu)特點、質(zhì)量要求選擇不同的加工方法,如:曲面加工是選擇投影加工還是放射加工。不同的加工方法對零件的表面質(zhì)量影響較大。
(4)加工參數(shù)的選擇:加工參數(shù)的選擇主要取決于工件材料、刀具形狀和材料、機床性能等因素。加工參數(shù)選擇的合理性對零件的表面質(zhì)量也有較大影響。
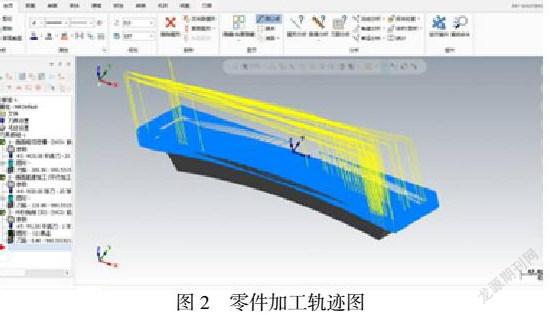
(5)刀具軌跡的生成:刀具軌跡生成是復(fù)雜零件、多軸數(shù)控加工中的重要內(nèi)容,有效的刀具軌跡直接決定了加工的可能性、質(zhì)量與效率。刀具軌跡(如圖2)的生成首要目標(biāo)是使所生成的刀具軌跡滿足平穩(wěn)、光滑、負荷變化小、軌跡連續(xù),切入、切出次數(shù)少,無干涉及碰撞等要求。同時,刀具軌跡還需滿足穩(wěn)定性好、編程效率高等條件。
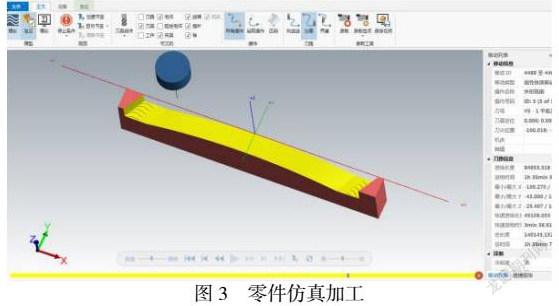
(6)數(shù)控加工仿真:由于零件形狀及加工環(huán)境的復(fù)雜性,要確保所生成的加工程序不存在任何質(zhì)量問題十分困難,其中最主要的是加工過程中的過切、機床各部件之間的干涉碰撞等問題。特別對于高速加工,這些問題常常是致命的。因此,在加工前對加工程序進行仿真驗證是十分必要的。數(shù)控加工仿真通過軟件模擬加工環(huán)境(如圖3),刀具軌跡與材料切除過程來檢驗程序,具有成本低、效率高且安全可靠等特點,是提高數(shù)控編程質(zhì)量及加工質(zhì)量的重要手段。
數(shù)控程序編制步驟
(7)后置處理:后置處理是數(shù)控加工編程中的一項重要內(nèi)容,其技術(shù)內(nèi)容包括:機床運動學(xué)建模與求解、機床坐標(biāo)運動變換、非線性運動誤差校驗、機床結(jié)構(gòu)誤差補償及數(shù)控代碼轉(zhuǎn)換等。因此,采用正確的后置處理對于保證加工質(zhì)量、效率與機床可靠運行具有重要作用。
五、機床操作者環(huán)節(jié)
機床操作者是數(shù)控加工的執(zhí)行人,他們對數(shù)控加工質(zhì)量的控制也是很明顯的。他們在執(zhí)行加工任務(wù)的過程中對機床、刀柄、刀具、加工工藝和切削參數(shù)的實時狀態(tài)最了解,他們的各項操作對數(shù)控加工影響最直接,所以機床操作者的技能和責(zé)任心也是提高數(shù)控加工質(zhì)量的重要因素。
六、結(jié)束語
通過對數(shù)控加工中影響加工質(zhì)量因素的分析,為合理有效地提高數(shù)控機床的利用率提供了可行的依據(jù)。其應(yīng)用可有效保證數(shù)控機床的加工精度及良好的加工效果。
參考文獻:
[1]《數(shù)控加工工藝與編程》熊顯文主編,化學(xué)工業(yè)出版社;
[2]《數(shù)控加工工藝》賀曙新 張思弟 文少波主編,化學(xué)工業(yè)出版社。
