工藝燒嘴技術研究及改造
2022-06-29 02:32:50梁中超
工業加熱 2022年5期
關鍵詞:工藝
梁中超
(國能榆林化工有限公司,陜西 榆林 719000)
某項目的水煤漿加壓氣化設備工藝流程為:將水煤漿、添加劑、原料煤、水依據規定的比例加入到磨煤機中,符合標準的水煤漿產出后儲存在煤漿出料槽中,后經非魯瓦煤漿給料泵加壓至7.9 MPa左右送至氣化爐進行工藝燒嘴,氧氣及水煤漿經過混合后,在溫度約1 350 ℃、壓力6.5 MPa左右的環境下,發生氣化反應,生成粗煤氣(H2、CO、CO2)和其他如H2S、CH4等氣體。在氣化反應的全部過程中氣化溫度可達1 350 ℃左右,煤中的灰渣呈高溫流體狀從下降管進入氣化爐激冷室,通過激冷水保護下降管和冷卻灰渣,經鎖斗間歇式排渣(間歇時間30 min)送入破渣機破碎后進入渣池冷卻沉降,最后由刮板式撈渣機將灰渣提升送至渣車外運處理[1-2]。
水煤漿加壓氣化工藝采用的工藝燒嘴是整個氣化工藝過程中較為關鍵的設備,長期在高溫高壓腐蝕環境下運行,在長期的實際生產中,工藝燒嘴最常見也是最致命的故障為使用壽命短,大大影響氣化爐運行時間,還經常發生由于燒嘴故障,造成的氣化爐停車事故,影響煤氣化效率,縮短氣化爐連續運行時間。在本項目檢修中發現,燒嘴主要故障點在于冷卻水盤管與噴嘴連接(為焊接)處出現裂紋或斷裂,以及燒嘴噴口端頭出現磨損、燒嘴噴口外端面出現龜裂及滲透性裂紋的現象。本文針對工藝燒嘴在實際生產使用過程中出現的上述問題進行了技術研究及改造。
1 設備概況
1.1 原設備概述
該項目采用德世古水煤漿加壓氣化工藝,工藝燒嘴是整個煤氣化工藝的重要設備,如圖1所示的設備結構為典型三流道的外混式結構,環流道為中心氧氣通道,使氧氣膨脹加速更好地霧化煤漿,增大反應面積。內環道噴嘴設計為縮頸管[3-4],使內環道高速噴出的氧氣與水煤漿充分混合、霧化;其次是中間流道(水煤漿流道),中間流道出口噴嘴也設計成縮頸管,使進入工藝燒嘴的水煤漿膨脹獲得一定的速度;最外面為外環流道,出口縮頸較其他流道更大一些,其作用是為了提供氣化反應所需的氧氣,進一步將水煤漿與氧氣混合,提高二者在氣化爐內反應的速率,如圖2所示。

圖1 水煤漿燒嘴

圖2 典型水煤漿氣化爐工藝燒嘴結構
1.2 技術參數
煤氣化產品規模:生產合成氣(CO+H2)量為61.4×104 m3/h(標準);
變換氣產品規模:生產變換氣量為47.99×104m3/h(標準);
非變換氣: 42.36×104 m3/h(標準);
氧氣用量:23.37萬m3/h(標準);
氧氣溫度:25 ℃;
氧氣壓力:8.5 MPa;
氧氣純度:99.6%。
2 故障分析
水煤漿工藝燒嘴長期在高溫、高壓、熱沖擊、高磨蝕環境下工作,噴嘴壽命短,易造成燒嘴冷卻水系統漏水、燒嘴壓差低等非計劃停車頻繁,大大影響氣化爐運行時間,影響煤氣化效率。通常情況下燒嘴損壞的原因有:燒嘴冷卻水盤管泄漏、熱輻射、化學腐蝕、磨損等[5],在本項目中通過檢查分析,發現設備主要故障點在于冷卻水盤管的損壞和中噴嘴處(水煤漿噴嘴)的磨損。
2.1 冷卻水盤管的損壞分析
燒嘴冷卻水采用盤管形式時,管線盤繞在工藝燒嘴反應區頭部。盤管由進水和出水兩部分組成,燒嘴本體與進水口和出水口分別焊接。燒嘴冷卻水系統相對于工藝燒嘴來說有著重要的意義,因為冷卻水在這個循環系統中反復在燒嘴反應區流動,使燒嘴噴口處降溫,起到了保護的作用[6-8]。
燒嘴冷卻水盤管的損壞原因主要有以下幾點:
(1)氣化反應會產生很高溫度,產生較大的熱應力,而冷卻水盤管和燒嘴本體為焊接方式連接,二者壁厚相差較大,在生產過程中,焊接處熱應力相對集中,極易產生裂紋,使冷卻水盤管損壞。
(2)冷卻水盤管生產過程中,可能存在制造缺陷。冷卻水盤管在生產制造過程中要控制溫度和盤管成彎速度,還需把控原材料的變形及減薄量,確保盤管加工成形后強度和硬度。如若不然材料便會發生析碳形成微小裂紋。但在實際中許多廠家制造階段的生產工藝沒有達到要求指標,就將存在質量問題的冷卻水管售賣到市場上,導致產品在用戶使用時出現損壞[9-10]。
(3)在氣化爐停車更換燒嘴或者需要檢修時,拔出工藝燒嘴是必須要進行的操作。在正常生產過程中,工藝燒嘴在較強的溫度下連續運行產生一定的熱脆性,如果操作不當,燒嘴盤管的磕碰會導致盤管的損壞。
2.2 煤漿噴嘴磨損分析
中間流道(水煤漿流道)內壁的磨損是純物理磨損,也是水煤漿加壓氣化工藝燒嘴的弊端所在,是制約水煤漿加壓氣化爐以及氣化爐連續穩定運行的因素之一。中間流道噴頭是水煤漿和氧氣在預混合室內混合后噴入氣化爐的出口,為了水煤漿中的煤粉在氣化爐中充分反應,就必須提高中心氧流速至140~180 m/s,氧氣攜帶水煤漿以12~20 m/s的速度射入氣化爐,已達到預期的霧化狀態。水煤漿中含有大量的不同粒度的煤粒,中間流道內壁磨損正是由于水煤漿中的這些煤粉顆粒高速流動時沖刷而造成的。
3 解決方案
3.1 冷卻水循環系統改進
3.1.1 結構設計
結合以上盤管冷卻存在的缺陷,設計了水夾套式工藝燒嘴冷卻水系統方案,其外形示意如圖3所示。此種冷卻系統方案與盤管冷卻方式相比避免了盤管在制造中的彎曲應力、使用過程中的熱應力影響,能提高冷卻系統的換熱效率。

圖3 水夾套式燒嘴冷卻系統示意圖
3.1.2 仿真計算數學模型
連續性方程:
(1)
(注:本次計算介質為水是不可壓縮介質)
動量守恒方程:
(2)
式中:ρ為介質密度,kg/m3;ui,uj為速度,m/s;xi,xj為坐標;P為流體微元上的壓力,Pa;為有效黏性系數,Pa·s。
標準k-ε方程:
(3)
(4)
(5)
(6)
式中:ut為燒嘴水流湍動的黏度;Gk為水流湍動動能生成項;C1ε=1.44;C2ε=1.92;σε=1.3;σk=1.0。
則能量方程為
(7)
3.1.3 幾何模型、網格劃分
根據整個冷卻水系統的實際運行狀態,利用UG軟件對水夾套式及盤管式冷卻水系統的各部件進行了全尺寸三維造型,冷卻系統計算域包括冷卻水流通域、爐膛熱擴散域。為了保證冷卻水進出水流道的流動穩定性,將冷卻水進出口進行管路直徑5倍距離延伸,最終得到的計算模型如圖4、圖5所示。
采用ICEM對圖4、圖5顯示的計算模型劃分網格,并對冷卻水管、噴頭加密。另外考慮到邊界層的影響,網格劃分的Y+預期值為30。檢查網格的質量無關性,當所求速度變化在5%之內時,認為所劃分的網格對于計算結果無影響。最終,綜合計算機性能及設計需求,得到的網格如圖4、圖5所示。

圖4 盤管式冷卻系統計算模型及網格

圖5 水夾套式冷卻系統計算模型及網格
3.1.4 邊界條件
兩種計算模型都采用壓力入口,質量流量出口。入口壓力為1.65 MPa,冷卻水的流量為4 kg/s,冷卻水溫度為310 K。
3.1.5 計算結果分析
1)盤管冷卻計算結果分析
盤管冷卻計算的壓力場及速度場結果如圖6所示。圖6中,冷卻水進口到出口流體的壓力逐漸較小,在噴嘴頭部冷卻腔處的速度最低,平均值約為2.4 m/s,冷卻水管道內流體的平均流速約為10.2 m/s。

圖6 盤管冷卻壓力及速度場
2)水套冷卻計算結果分析
水套冷卻計算的壓力場及速度場結果如圖7所示。圖7中,冷卻水進口到出口流體的壓力逐漸較小,在噴嘴頭部冷卻腔處的速度最大,平均值約為7.3 m/s。由此可以看出,水夾套冷卻在頭部的換熱速率大于盤管形式。

圖7 水套冷卻壓力及速度場
3.2 水煤漿噴嘴磨損改進
燒嘴頭部采用UM CO50鈷基耐磨合金,并在其表面堆焊硬質耐磨合金,在材料及熱處理工藝方面著手,解決了噴頭(水煤漿層)的磨損情況,燒嘴噴頭材料力學性能和物理性能如表1所示。

表1 燒嘴噴頭材料力學性能和物理性能
4 實際使用效果驗證
為了驗證設計方案,將榆林神華生產現場中正在運行的GE燒嘴與鑫立改造的燒嘴同時運行并進行檢測、對比,實測數據如表2、表3所示。
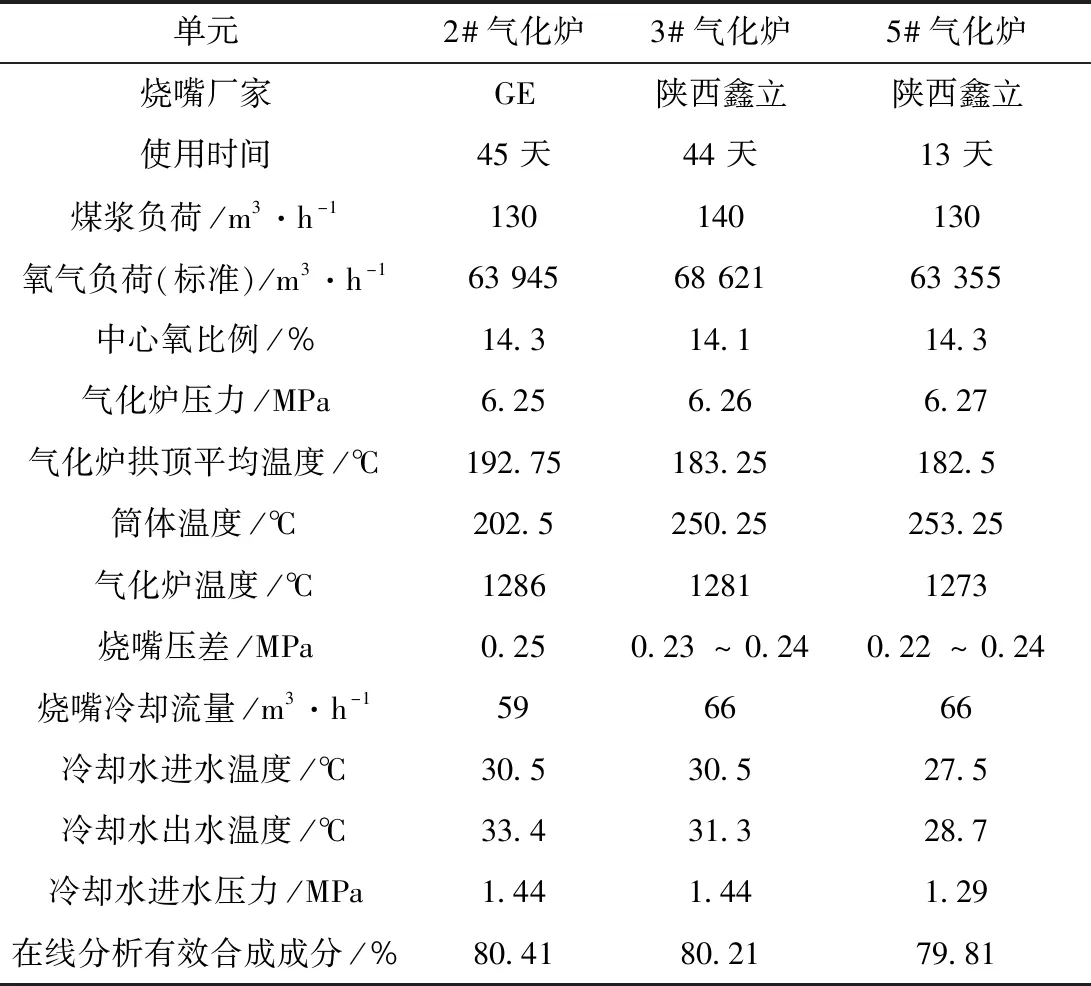
表2 2021年2月06日氣化單元運行記錄

表3 2021年3月17日氣化單元運行記錄
2#氣化爐燒嘴在2020年12月25日啟用,運行71天,由于燒嘴壓力波動嚴重,停車檢修,2021年4月6日,切換至1#氣化爐運行,并安裝GE進口燒嘴。鑫立3#氣化爐燒嘴運行82天,于2021年4月11日計劃停車,此時燒嘴運行各種數據滿足氣化要求。
在生產車間預定停機檢修時,拔出工藝燒嘴后進行檢查,燒嘴表面完好;且經過水壓密封試驗,也沒有冷卻水的滲漏現象;清洗后對燒嘴頭部著色無損檢查,僅只有很少龜裂紋,且裂紋深度很淺。并且在對水煤漿噴嘴材料和工藝改進后,噴嘴頭的物理磨損也較之前有了較大的改善,使用一個周期后進行測量,中間噴頭的磨損量僅為0.2 mm,設備使用前后對比如圖8所示。

圖8 設備使用前后對比
本文研制設計的水煤漿燒嘴改進方案,在榆林神華CTC項目中進行了實際生產運行,該工藝燒嘴改進之后,設備的連續運行時間由原來的45天左右增加到現在的100~120天。新改造燒嘴從運行數據看,爐腔溫度,拱頂溫度及筒體溫度均低于GE燒嘴,在冷卻水閥門開度相同的情況下,有更高的冷卻水流量。燒嘴冷卻水進、出口水溫差減小,工藝燒嘴頭部得到很好地冷卻,燒嘴平均使用壽命遠長于GE燒嘴,此燒嘴改造成功。
5 結 論
(1)在對水煤漿加壓氣化工藝燒嘴進行冷卻時,水夾套形式的方案改善了冷卻水的流動分布,增加了冷卻水的流動速度,在換熱效率上比盤管形式有了較大的提升;
(2)由于水夾套形式具有更好的換熱效率,使得其頭部的溫度比盤管形式更低,具備更高的可靠性;
(3)由于水夾套形式為內外層筒形結構,避免了盤管形式中的角焊接的連接方式,改善了原方案的熱應力破壞;
(4)本次采用了新材料后,使得中間燒嘴的磨損大大降低,能較好地維持水煤漿的注入壓力以及噴嘴的同心度,增加設備的使用壽命;
(5)改進后的工藝燒嘴是由陜西鑫立負責改造和維修的,在支持國產化的同時更減少了維修的費用和維修周期,對氣化爐的長時間連續運行有重要的意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52