硬質(zhì)合金與結(jié)構(gòu)鋼釬焊結(jié)構(gòu)低溫力學(xué)性能試驗(yàn)
2022-06-30 06:57:10鄭立彥王國(guó)欣莫桂冬孫啟臣
南京航空航天大學(xué)學(xué)報(bào) 2022年3期
高 澤,劉 博,鄭立彥,王國(guó)欣,莫桂冬,孫啟臣
(北京衛(wèi)星制造廠有限公司,北京 100094)
隨著航天技術(shù)的快速發(fā)展與航天任務(wù)的深入推進(jìn),航天核心組件結(jié)構(gòu)工作工況需同時(shí)面對(duì)深低溫、扭矩負(fù)載及沖擊負(fù)載工況,這對(duì)結(jié)構(gòu)材料、連接方式與試驗(yàn)條件都提出了較高要求。而合金鋼40CrNiMoA 與硬質(zhì)合金YG6X 兩種材料憑借優(yōu)異的力學(xué)性能與穩(wěn)定的化學(xué)特性經(jīng)常應(yīng)用于航天器結(jié)構(gòu)中。針對(duì)這兩種材料,焊接難點(diǎn)主要為熱膨脹系數(shù)差距導(dǎo)致的裂紋[1]與焊縫脆化[2],同時(shí)不同焊接工藝及過(guò)程控制也會(huì)影響焊縫力學(xué)性能[3]。
針對(duì)硬質(zhì)合金與合金鋼的焊接工藝,宮紅亮研究了火焰釬焊時(shí)釬料及工藝參數(shù)對(duì)焊接效果的影響,使用HL811 釬料時(shí)彎曲強(qiáng)度最優(yōu)為251.2 MPa[4];馬琳博等使用火焰釬焊焊接硬質(zhì)合金,焊縫剪切強(qiáng)度可達(dá)244.6 MPa,但受操作影響存在焊縫外觀較差的問(wèn)題[5]。真空釬焊也是焊接這兩種材料的可行方案之一,Li 等研究了鎳基釬料真空釬焊不銹鋼不同焊接參數(shù)下抗拉強(qiáng)度的影響,焊接溫度980 ℃、焊接時(shí)間15 min 時(shí)焊接件抗拉強(qiáng)度值最優(yōu)為245 MPa[6];牛超楠等研究了使用TiZrNiCu釬料真空釬焊高溫合金時(shí)不同焊接參數(shù)對(duì)焊縫剪切強(qiáng)度的影響,隨溫度或保溫時(shí)間增加,剪切強(qiáng)度先升后降,最優(yōu)剪切強(qiáng)度為105 MPa[7];Dong 等研究了ZrCuNiAl 釬料真空釬焊TiAl 合金與316 不銹鋼,研究了不同焊接參數(shù)下金屬間化合物成分及剪切強(qiáng)度值,焊接溫度1 020 ℃、保溫時(shí)間10 min 時(shí)剪切強(qiáng)度最優(yōu)達(dá)到129 MPa[8];Li 等研究了TiZr-CuNiFeCoMo 釬料真空釬焊TiAl 合金與高溫合金不同焊接參數(shù)下纖維組織與剪切強(qiáng)度的影響,焊接溫度1 150 ℃、保溫時(shí)間10 min 時(shí)剪切強(qiáng)度最優(yōu)達(dá)到262 MPa,脆性金屬間化合物是產(chǎn)生裂紋和降低接頭強(qiáng)度的主控因素[9];閆明等研究了鋁合金真空釬焊后的力學(xué)性能變化,經(jīng)605 ℃保溫5 h 后抗拉強(qiáng)度與硬度均下降約50%[10]。目前研究較多的關(guān)注焊接參數(shù)對(duì)剪切性能的影響[11],對(duì)抗拉強(qiáng)度研究不多,而且暫無(wú)針對(duì)合金鋼40CrNiMoA 與硬質(zhì)合金YG6X 焊接性能的研究。
劉春立等的研究說(shuō)明了用于航天器結(jié)構(gòu)的材料,需要驗(yàn)證實(shí)際使用工況溫度下的力學(xué)、物理性能的必要性[12],依據(jù)需求要對(duì)焊接工藝在工作溫度下的力學(xué)性能進(jìn)行測(cè)試[13]。在金屬低溫性能測(cè)試方面,閆亞瓊等研究了深低溫(-130 ℃)軋制鎂合金板力學(xué)性能變化,軋制變形后,板材的強(qiáng)度有所提高,但是延伸率卻急劇下降[14],試驗(yàn)中其使用液氮,實(shí)現(xiàn)了-130 ℃的拉伸測(cè)試;羅震等研究了9Ni 鋼焊接接頭-196 ℃時(shí)的沖擊功測(cè)試試驗(yàn),不同焊條焊接時(shí)效果近似[15]。深低溫金屬性能測(cè)試研究暫時(shí)較少,也缺乏相關(guān)試樣與實(shí)驗(yàn)方案設(shè)計(jì),難以指導(dǎo)該工況下結(jié)構(gòu)力學(xué)性能的設(shè)計(jì)工作。
針對(duì)航天器結(jié)構(gòu)在惡劣工況下工作性能的需求,本文設(shè)計(jì)對(duì)比試驗(yàn),通過(guò)研究真空釬焊與火焰釬焊焊接硬質(zhì)合金YG6x 與合金鋼40CrNiMoA 試樣在常溫-深低溫環(huán)境下焊縫力學(xué)性能;并設(shè)計(jì)試驗(yàn)驗(yàn)證了焊接過(guò)程對(duì)基材本身力學(xué)性能的影響,測(cè)試高溫環(huán)境下真空釬焊工藝試樣焊縫的力學(xué)性能,從而研究不同焊接工藝對(duì)實(shí)際結(jié)構(gòu)焊接力學(xué)性能的影響。
1 試驗(yàn)方案設(shè)計(jì)
為了研究不同焊接工藝對(duì)40CrNiMoA 與YG6X 在不同溫度下焊接力學(xué)性能的影響,驗(yàn)證此兩種材料焊接后結(jié)構(gòu)在真實(shí)工況下的力學(xué)性能,需設(shè)計(jì)高低溫工況下的拉伸試樣,以測(cè)試不同焊接方案的力學(xué)性能方面的焊接效果。
1.1 試驗(yàn)材料
本試驗(yàn)研究對(duì)象為合金鋼40CrNiMoA 與硬質(zhì)合金YG6X,這兩種材料的機(jī)械性能和化學(xué)成分及其對(duì)應(yīng)的執(zhí)行標(biāo)準(zhǔn)見(jiàn)表1、2。

表1 合金鋼40CrNiMoA 機(jī)械性能及化學(xué)成分Table 1 Mechanical properties and chemical composi?tion of alloy steel 40CrNiMoA
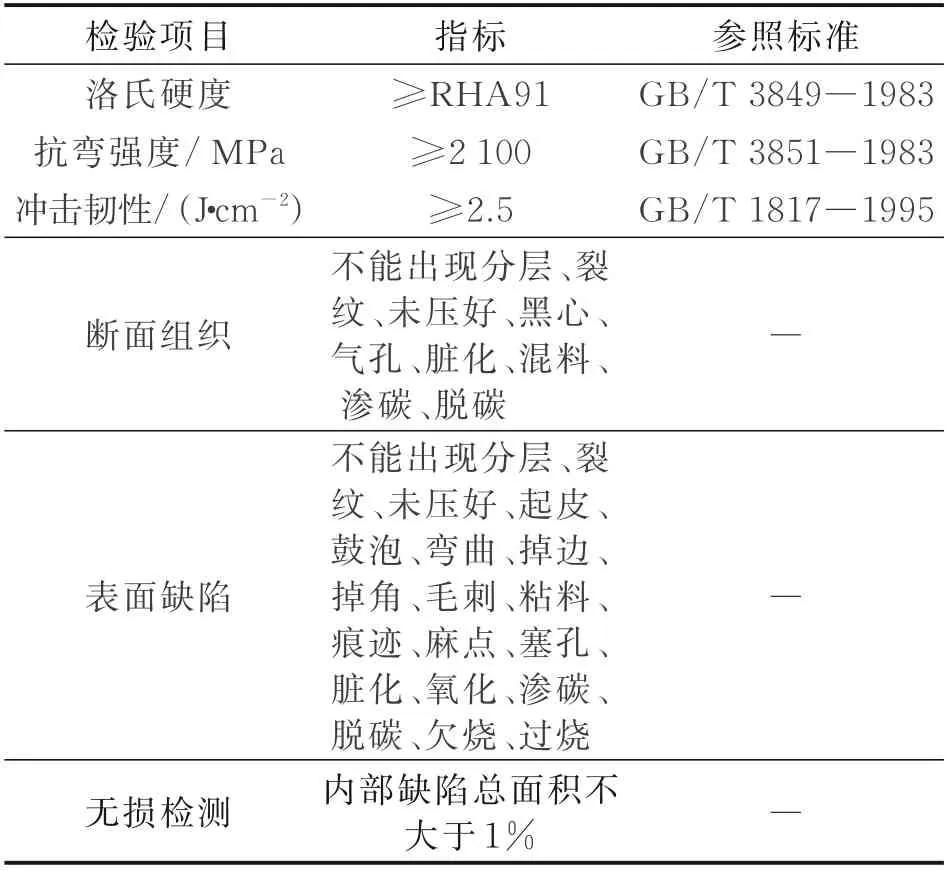
表2 硬質(zhì)合金YG6X 性能Table 2 Cemented carbide YG6X performance
火焰釬焊焊料為黃銅焊絲,牌號(hào)SCu4700,技術(shù)標(biāo)準(zhǔn)GB/T9460—2008,規(guī)格?1.6×1 000 mm,熔點(diǎn)為750~800 ℃。真空釬焊焊料為硬質(zhì)合金焊膏,牌號(hào)CuMnNi,為CuMnNi 焊材與助焊劑混合物,熔點(diǎn)為900~950 ℃。
1.2 試驗(yàn)方案
1.2.1 焊接方法
本文試驗(yàn)過(guò)程主要涉及火焰釬焊、真空釬焊兩種方法,下面依次介紹兩種焊接方案的主要工藝流程。
(1)火焰釬焊
火焰釬焊工藝流程主要包括以下幾個(gè)步驟:焊前清潔、預(yù)熱、火焰調(diào)節(jié)、火焰釬焊、保溫、焊后清潔、焊縫外觀檢測(cè)、焊縫無(wú)損檢測(cè)。其中預(yù)熱工序需要將兩種基體材料試樣放入箱式電阻爐預(yù)熱,預(yù)熱溫度580 ℃,并在焊接槽內(nèi)涂上助焊劑。火焰焊接時(shí)調(diào)節(jié)乙炔壓力為0.05~0.06 MPa,氧氣壓力為0.5~0.6 MPa,調(diào)節(jié)火焰為中性焰,即氧氣與乙炔氣體的體積比為3.5。將焊絲置于試樣焊接位置,用中性焰加熱,焊絲熔融后滲入裝配間隙,每個(gè)試樣焊接時(shí)點(diǎn)焊3 下,直至滲滿,確保助焊劑全部排出。溫度控制在850~950 ℃。焊接完成后,于工裝上自然冷卻到50~100 ℃。放入箱式電阻爐內(nèi)保溫,溫度400 ℃,時(shí)間1 h。利用10 倍放大鏡觀察焊縫處,局部缺陷使用40 倍顯微鏡,要求焊縫接頭表面光亮,填角均勻,光滑圓弧過(guò)度;接頭無(wú)過(guò)燒、表面嚴(yán)重氧化、焊縫粗糙、焊蝕等缺陷;焊縫無(wú)氣孔、夾渣、裂紋、焊瘤等現(xiàn)象。CT 掃描鉆頭放于設(shè)備中心進(jìn)行360°CT 掃描,每1°采集1 張圖像,分析缺陷情況,并結(jié)合剖切金相分析判斷,內(nèi)部焊縫缺陷應(yīng)不大于焊接面積的15%。
(2)真空釬焊
真空釬焊工藝流程主要包括以下幾個(gè)步驟:焊前清潔、點(diǎn)焊膏、入爐釬焊、冷卻、焊后清潔、焊縫外觀檢測(cè)、焊縫無(wú)損檢測(cè)。其中點(diǎn)焊膏工序是將焊膏裝入點(diǎn)膏機(jī),均勻地加到兩種基體材料試樣之間的空隙內(nèi),并確保兩側(cè)試樣壓緊焊縫位置。采用氣動(dòng)的方式,將試樣與工裝一起慢慢推入真空釬焊爐。真空釬焊爐升溫到650 ℃,保溫30 min;繼續(xù)升溫到850 ℃,保溫30 min;再升溫到1 040 ℃,保溫30 min,釬焊完成。水循環(huán)隨爐冷卻到50 ℃左右,時(shí)間8 h。利用10 倍放大鏡觀察焊縫處,局部缺陷使用40 倍顯微鏡,要求焊縫接頭表面光亮,填角均勻,光滑圓弧過(guò)度;接頭無(wú)過(guò)燒、表面嚴(yán)重氧化、焊縫粗糙、焊蝕等缺陷;焊縫無(wú)氣孔、夾渣、裂紋、焊瘤等現(xiàn)象。CT 掃描鉆頭放于設(shè)備中心進(jìn)行360° CT掃描,每1°采集1 張圖像,分析缺陷情況,并結(jié)合剖切金相分析判斷,內(nèi)部焊縫缺陷應(yīng)不大于焊接面積的15%。
1.2.2 試樣設(shè)計(jì)
本試驗(yàn)涉及深低溫環(huán)境下的拉伸,故無(wú)法使用常規(guī)的液壓式夾具,需設(shè)計(jì)力學(xué)性能滿足要求的機(jī)械式接口進(jìn)行裝夾。由于硬質(zhì)合金材料在拉伸過(guò)程中易在基材處斷裂,故試樣焊縫區(qū)域在焊接工藝可行的范圍內(nèi)依據(jù)盡量小的方針進(jìn)行設(shè)計(jì)。試驗(yàn)中使用的試樣結(jié)構(gòu)分別如圖1、2 所示。

圖1 拉伸試樣實(shí)例示意圖Fig.1 Schematic diagram of tensile specimen
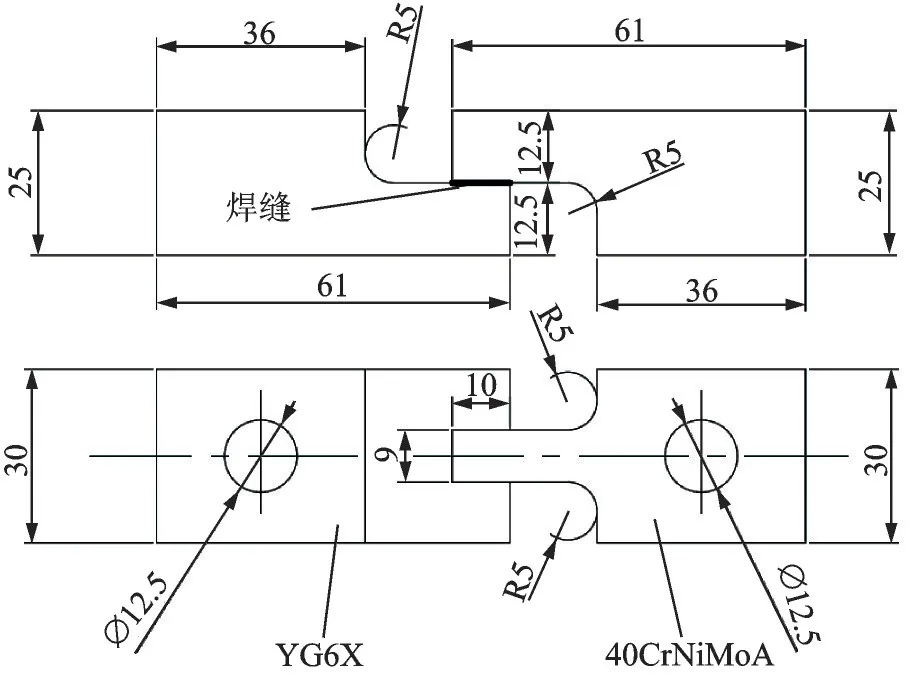
圖2 剪切試樣實(shí)例示意圖Fig.2 Schematic diagram of shear specimen
基材硬度試塊為邊長(zhǎng)10 mm 的立方體,基材性能試棒規(guī)格同拉伸試樣,但兩側(cè)均為基體材料,無(wú)焊縫。
1.3 實(shí)驗(yàn)設(shè)備
試驗(yàn)中低溫力學(xué)性能測(cè)試使用的設(shè)備為深低溫力學(xué)測(cè)試系統(tǒng),組成示意圖如圖3 所示。測(cè)試系統(tǒng)參數(shù)見(jiàn)表3。
低溫試驗(yàn)過(guò)程中,-150 ℃與-233 ℃拉伸試驗(yàn)依次進(jìn)行以下步驟:
對(duì)試驗(yàn)機(jī)測(cè)力系統(tǒng)進(jìn)行校準(zhǔn),安裝試樣并確保試樣中心線與設(shè)備拉伸中心線重合,試樣安裝完成后進(jìn)行預(yù)加載,加載載荷為預(yù)計(jì)破壞載荷的5%。隨后充入液氮冷卻至-150 ℃(-233 ℃試驗(yàn)在達(dá)到-150 ℃后排空液氮,沖入液氦繼續(xù)冷卻至-233 ℃),保溫15 min。隨后以1 mm/min 的加載速度連續(xù)加載直至試樣破壞并記錄試樣的破壞載荷。
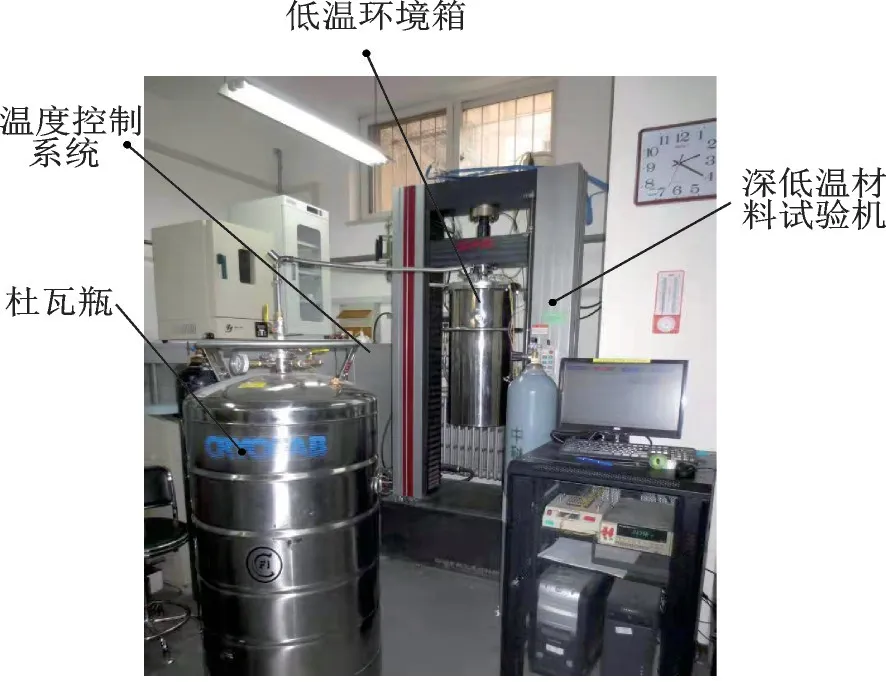
圖3 深低溫力學(xué)測(cè)試系統(tǒng)組成示意圖Fig.3 Schematic diagram of composition of cryogenic mechanical testing system
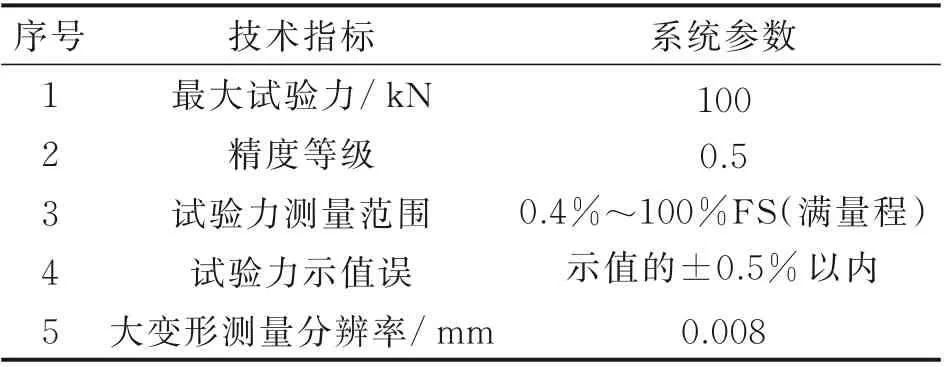
表3 深低溫力學(xué)性能測(cè)試系統(tǒng)參數(shù)Table 3 Cryogenic mechanical properties testing system parameters
試驗(yàn)中高溫力學(xué)性能測(cè)試使用的設(shè)備為高溫力學(xué)測(cè)試系統(tǒng)。
試驗(yàn)系統(tǒng)為MTS 電子萬(wàn)能試驗(yàn)機(jī),型號(hào):E405-105,最高荷載100 kN。 環(huán)境箱型號(hào)MTS-GDX300,環(huán)境箱型號(hào):MTSGDX300,溫度范圍-70~350 ℃。
2 試驗(yàn)結(jié)果分析
2.1 火焰釬焊與真空釬焊力學(xué)性能對(duì)比試驗(yàn)
首先針對(duì)常溫-低溫-深低溫的儲(chǔ)存及工作環(huán)境溫度進(jìn)行火焰釬焊與真空釬焊焊縫力學(xué)性能的對(duì)比試驗(yàn)。
常溫下,火焰釬焊剪切試樣破斷力17.112 kN,焊縫剪切強(qiáng)度為190 MPa;真空釬焊剪切試樣,破斷力19.099 kN,焊縫剪切強(qiáng)度為212 MPa;破斷形式皆為焊縫剝離,破斷后的剪切試樣如圖4 所示。
-150 ℃條件下,火焰釬焊剪切試樣破斷力16 kN,焊縫剪切強(qiáng)度為177 MPa;真空釬焊剪切試樣破斷力27 kN,焊縫剪切強(qiáng)度為300 MPa。
-233 ℃條件下,火焰釬焊與真空釬焊剪切試樣破斷力與焊縫剪切強(qiáng)度見(jiàn)表4,火焰釬焊與真空釬焊拉伸試樣破斷力與焊縫剪切強(qiáng)度見(jiàn)表5。
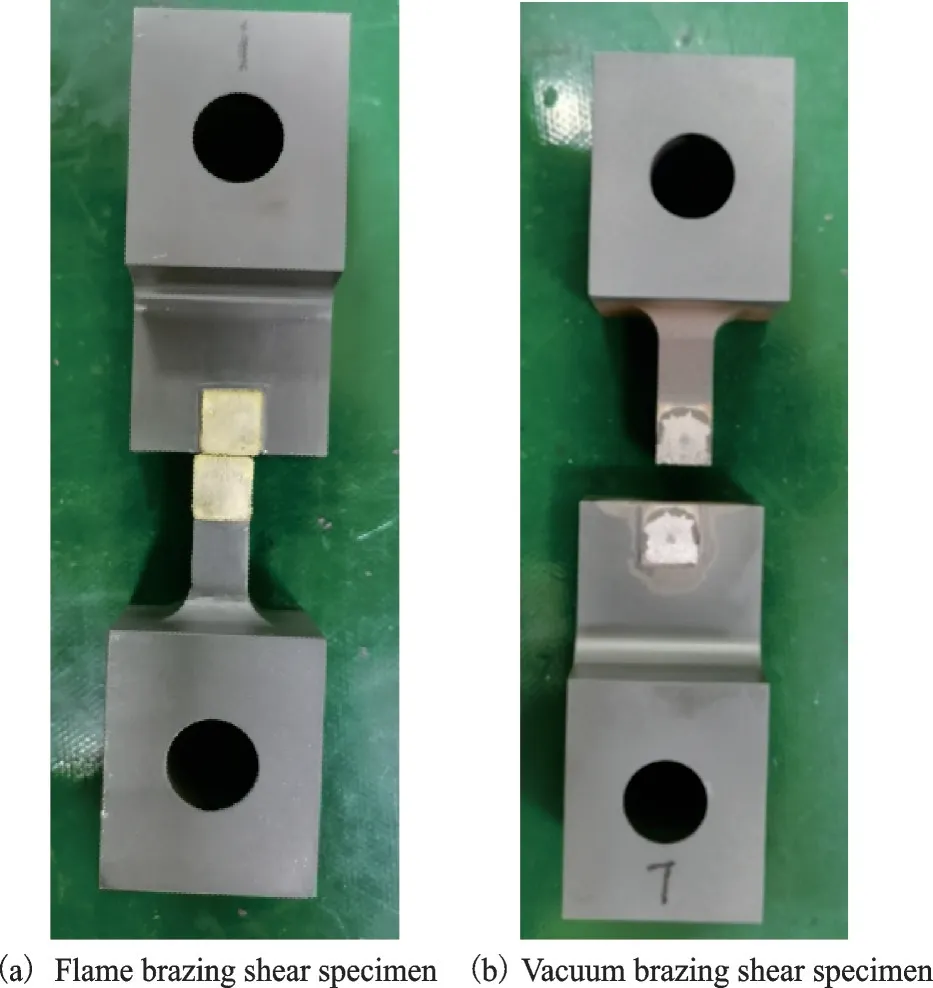
圖4 火焰釬焊和真空釬焊剪切試樣破斷狀態(tài)Fig.4 Fracture state of flame brazing and vacuum brazing shear specimens
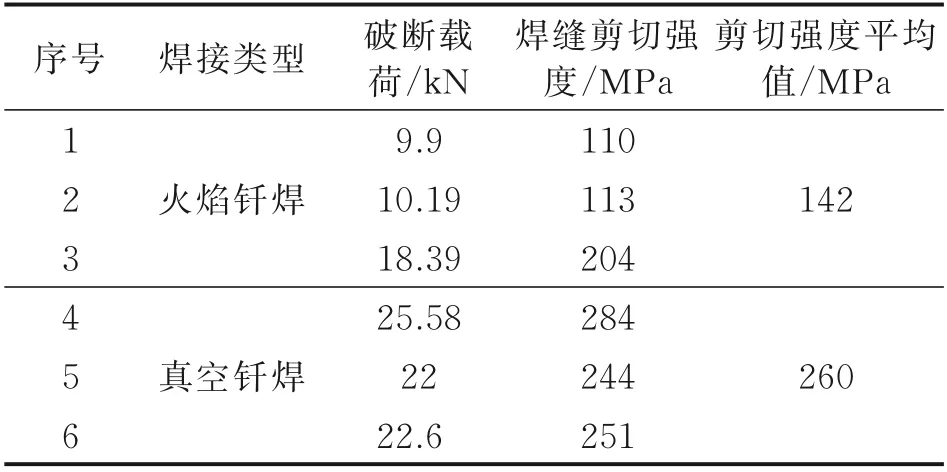
表4 深低溫剪切試樣力學(xué)性能測(cè)試結(jié)果Table 4 Test results of mechanical properties of deep and low temperature shear specimens
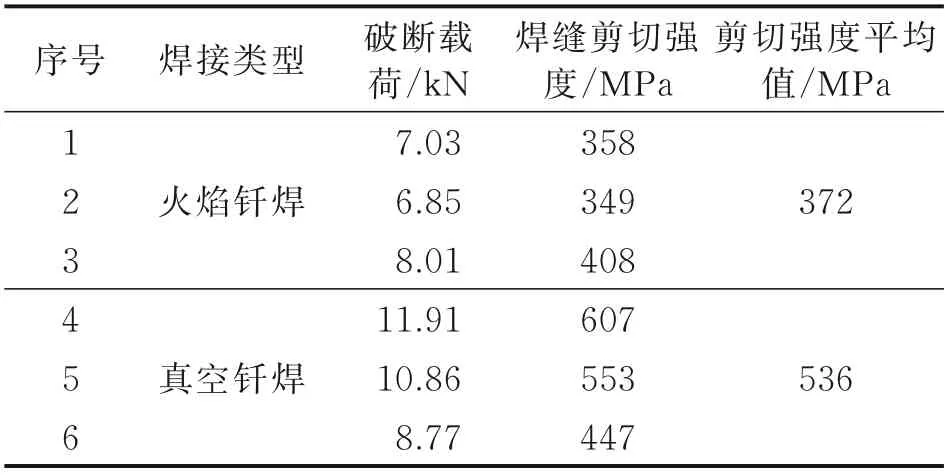
表5 深低溫拉伸試樣力學(xué)性能測(cè)試結(jié)果Table 5 Test results of mechanical properties of deep and low temperature tensile specimens
破斷形式皆為焊縫剝離,破斷后的拉伸試樣如圖5 所示。試樣力學(xué)性能隨溫度變化趨勢(shì)如圖6所示。
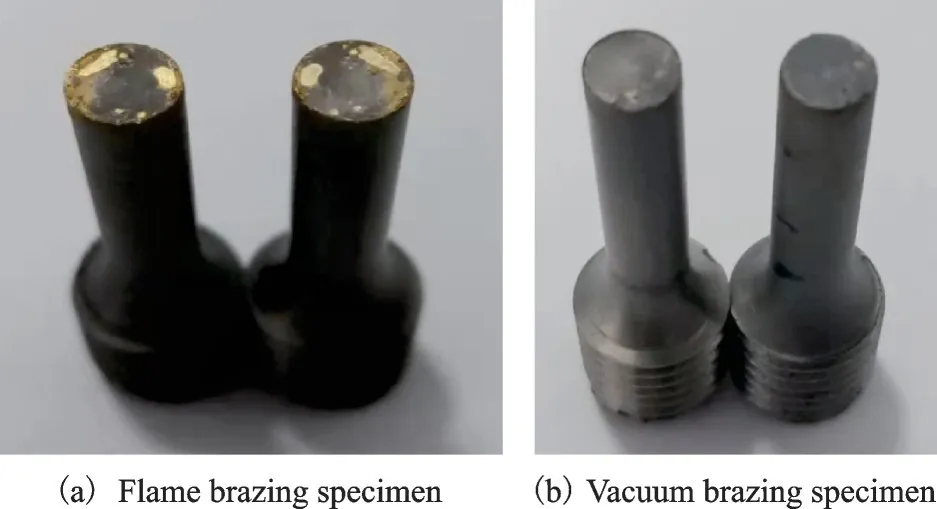
圖5 火焰釬焊和真空釬焊試樣破斷狀態(tài)Fig.5 Fracture state of flame brazing and vacuum brazing specimens

圖6 火焰釬焊與真空釬焊試樣破斷狀態(tài)Fig.6 Fracture state of flame brazing and vacuum brazing specimens
通過(guò)本節(jié)試驗(yàn)結(jié)果可以看出,本次試驗(yàn)過(guò)程中的火焰釬焊與真空釬焊工藝都可以較好地完成硬質(zhì)合金YG6X 材料與合金鋼40CrNiMoA 材料間的焊接,但在常溫與-150 ℃條件下的剪切性能、-233 ℃條件下的拉伸與剪切性能,真空釬焊的效果都明顯優(yōu)于火焰釬焊。對(duì)比不同溫度下,同種焊接工藝剪切性能可以看出:火焰釬焊試樣剪切強(qiáng)度隨溫度降低而變差,但真空釬焊低溫工況下剪切強(qiáng)度明顯優(yōu)于常溫剪切強(qiáng)度。
2.2 真空釬焊力學(xué)性能補(bǔ)充試驗(yàn)
依據(jù)2.1 節(jié)試驗(yàn)的結(jié)果,選取焊接力學(xué)性能更優(yōu)的真空釬焊進(jìn)行工作工況下(200 ℃)的焊接力學(xué)性能測(cè)試。
本試驗(yàn)真空釬焊實(shí)施過(guò)程控制的溫度范圍相當(dāng)于對(duì)合金鋼進(jìn)行了一次退火[9],故將本次試驗(yàn)試樣拉伸前測(cè)試硬度值與焊接前的值進(jìn)行對(duì)比,檢驗(yàn)材料本身力學(xué)性能的變化。試驗(yàn)結(jié)果如表6、圖7所示。

表6 真空釬焊硬度測(cè)試結(jié)果Table 6 Test results of vacuum brazing hardness
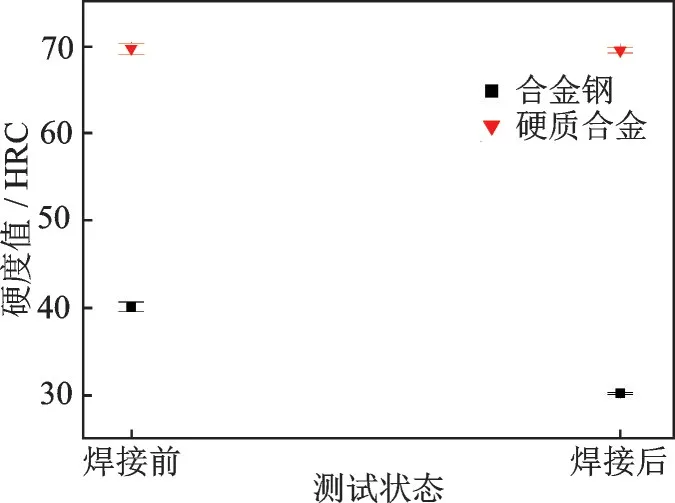
圖7 火焰釬焊和真空釬焊試樣焊后硬度變化Fig.7 Hardness change of flame brazing and vacuum brazing specimens after welding
根據(jù)硬度檢測(cè)結(jié)果可以看出,40CrNiMoA 鋼材真空釬焊前后基體表面硬度降低25%,約10 HRC,YG6X 硬質(zhì)合金真空釬焊前后表面基體硬度基本無(wú)變化。
同時(shí)筆者還檢測(cè)了常溫條件下40CrNiMoA 鋼材基體拉伸試棒經(jīng)歷焊接同爐環(huán)境與未經(jīng)焊接同爐環(huán)境拉伸力學(xué)性能,試驗(yàn)結(jié)果如表7 所示。
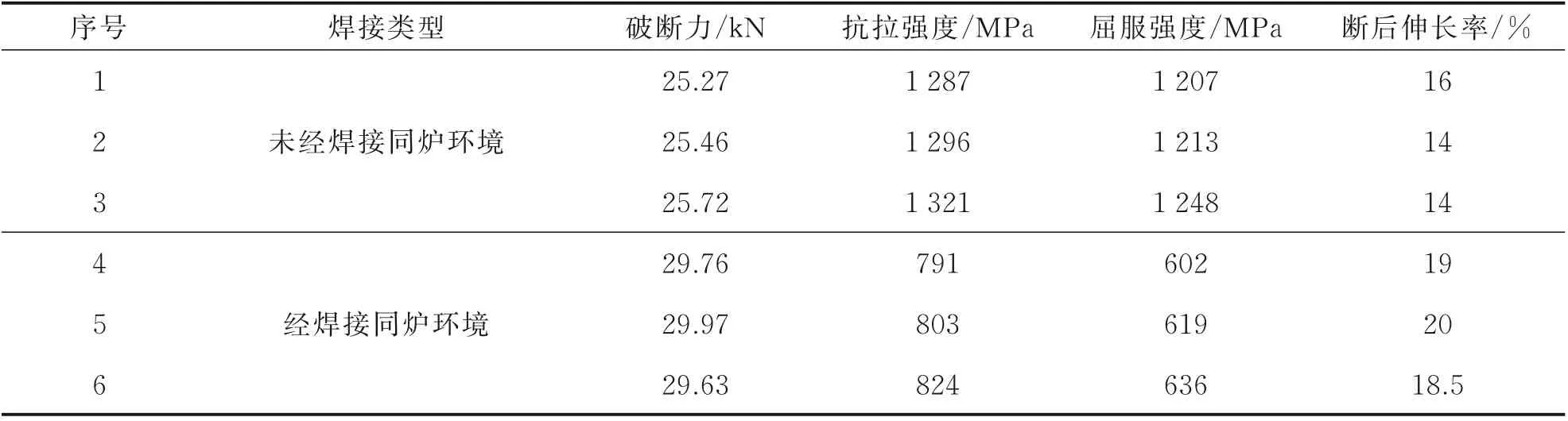
表7 真空釬焊拉伸試棒測(cè)試結(jié)果Table 7 Test results of vacuum brazing tensile specimens
根據(jù)試棒檢測(cè)結(jié)果可以看出,常溫40CrNi-MoA 鋼材基材未經(jīng)焊接同爐環(huán)境抗拉強(qiáng)度為1 301.3 MPa,屈服強(qiáng)度1 222.7 MPa,斷后伸長(zhǎng)率14.7%,同時(shí)斷口形式皆為平行段杯錐狀斷口,3件試樣試驗(yàn)結(jié)果一致性良好。常溫40CrNiMoA 鋼材基材經(jīng)焊接同爐環(huán)境抗拉強(qiáng)度為806 MPa,屈服強(qiáng)度619 MPa,斷后伸長(zhǎng)率19.2%,同時(shí)斷口形式皆為平行段杯錐狀斷口,3 件試樣試驗(yàn)結(jié)果一致性良好。經(jīng)焊接同爐環(huán)境后基材抗拉強(qiáng)度下降38%,屈服強(qiáng)度下降49%,但斷后伸長(zhǎng)率增加30%。
對(duì)真空釬焊的拉伸試樣與剪切試樣進(jìn)行高溫環(huán)境下的力學(xué)性能測(cè)試,得到以下結(jié)果:
200 ℃條件下,真空釬焊剪切試樣破斷力與焊縫剪切強(qiáng)度見(jiàn)表8。

表8 高溫剪切試樣力學(xué)性能測(cè)試結(jié)果Table 8 Test results of mechanical properties of high temperature shear specimens
200 ℃條件下,真空釬焊拉伸試樣破斷力與焊縫剪切強(qiáng)度見(jiàn)表9。
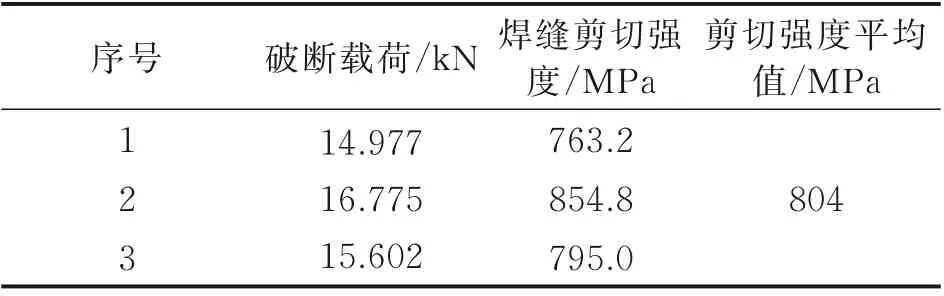
表9 高溫拉伸試樣力學(xué)性能測(cè)試結(jié)果Table 9 Test results of mechanical properties of high temperature tensile specimens
破斷形式皆為焊縫剝離,真空釬焊高溫環(huán)境下剪切強(qiáng)度為239 MPa,抗拉強(qiáng)度804 MPa。
通過(guò)本節(jié)試驗(yàn)結(jié)果可以看出,真空釬焊過(guò)程會(huì)使40CrNiMoA 鋼材表面硬度及抗拉強(qiáng)度降低,但對(duì)YG6X 硬質(zhì)合金幾乎無(wú)影響,并測(cè)得了真空釬焊試樣200 ℃高溫環(huán)境下的剪切、抗拉強(qiáng)度值,抗拉強(qiáng)度值優(yōu)于-233 ℃低溫環(huán)境,但剪切強(qiáng)度值弱于-150 ℃與-233 ℃的低溫環(huán)境但優(yōu)于常溫環(huán)境。
3 結(jié)論
本文針對(duì)硬質(zhì)合金YG6X 材料與合金鋼40CrNiMoA 材料的焊接后力學(xué)性能,研究了真空釬焊與火焰釬焊焊接的可行性并對(duì)比常溫至深低溫等工況下焊縫力學(xué)性能,依據(jù)試驗(yàn)結(jié)果及分析可得到以下結(jié)論:
(1)真空釬焊與火焰釬焊都可較好地實(shí)現(xiàn)硬質(zhì)合金YG6X 材料與合金鋼40CrNiMoA 材料的焊接且焊縫質(zhì)量與力學(xué)性能較好。
(2)在常溫-低溫(-150 ℃)-深低溫(-233 ℃)環(huán)境溫度下,真空釬焊的剪切性能皆優(yōu)于火焰釬焊的值,在-233 ℃環(huán)境溫度下,真空釬焊的抗拉性能也優(yōu)于火焰釬焊的值。為了在工作溫度范圍內(nèi)得到更好的焊縫力學(xué)性能,應(yīng)選擇真空釬焊工藝。
(3)真空釬焊工藝流程中真空爐保溫過(guò)程相當(dāng)于對(duì)基材進(jìn)行一次退火處理,使合金鋼40CrNi-MoA 材料力學(xué)性能下降約38%,表面硬度值下降約25%,但對(duì)硬質(zhì)合金YG6X 材料幾乎不產(chǎn)生影響。
(4)真空釬焊試樣高溫環(huán)境下(200 ℃)抗拉強(qiáng)度為804 MPa,剪切強(qiáng)度239 MPa,也優(yōu)于常溫的值,故考慮真空釬焊結(jié)構(gòu)力學(xué)性能時(shí)以常溫焊縫力學(xué)性能為最惡劣情況進(jìn)行計(jì)算即可。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53