裝配式建筑設計中預制構件的應用策略與評價
2022-06-30 06:29:58余蔚
低碳世界 2022年4期
余 蔚
(廣東省建科建筑設計院有限公司,廣東廣州 510000)
1 政策背景及發展趨勢
近些年,國家和地方政府紛紛出臺有關裝配式建筑的政策。
國家方面,《國務院辦公廳關于大力發展裝配式建筑的指導意見》(國辦發〔2016〕71號)明確提出,發展裝配式建筑是建造方式的重大變革,是推進供給側結構性改革和新型城鎮化發展的重要舉措,不僅能節約資源、減少施工污染、提升勞動生產效率和質量安全水平,還能促進建筑業的信息化與工業化,培育新產業、新動能,化解過剩產能。
另外,住房和城鄉建設部頒布了《裝配式建筑評價標準》(GB/T 51129—2017)。
各地方政府也頒布了裝配式建筑設計管理辦法及審圖要點等相關政策。廣東省發布的《廣東省人民政府辦公廳關于大力發展裝配式建筑的實施意見》,到2020年主要地區裝配式建筑占新建建筑面積比例達15%以上,其余地區達10%;到2025年,主要地區達30%以上,其余地區達20%。早在10年前,廣東省就響應國家和地方政府的政策,將裝配、綠色、節能、智能化等作為重點內容推進,使裝配式建筑面積占新建建筑面積的30%。根據廣東省住房和城鄉建設廳數據顯示,2017—2022年廣東省裝配式建筑的新建面積逐年增長。
2 項目概況
廣東交通職業技術學院清遠校區二期工程位于廣東省清遠市省級職業技術教育示范基地內,項目位于東環快速路以東,旅游大道以南,周邊路網發達,場址緊臨省道377(職教一路),經此省道可到達清遠市各區域,交通運輸便利。本項目二期工程用地面積為266 673 m2,總建筑面積為232 919.16 m2,總計容建筑面積為220 179.41 m2,項目裝配式建筑總面積為76 003.45 m2。裝配式建筑單體有1#-1、1#-2樓學生宿舍和12#樓專業教學實訓用房這兩棟。1#-1、1#-2樓學生宿舍建筑面積為38 332.48 m2,地上6層,建筑高度為21.55 m。12#樓專業教學實訓用房建筑面積為37 670.97 m2,地上5層,建筑高度為23.30 m。裝配式建筑的面積占項目新建建筑面積的30%。
3 裝配式建筑預制構件的設計內容
根據《裝配式建筑評價標準》(DBJ/T 15-163—2019)第3.0.1條的規定,裝配率計算和裝配式建筑等級評價應以單體建筑作為計算和評價單元。項目效果如圖1所示,裝配式建筑特征如表1所示。

表1 裝配式建筑特征

圖1 項目效果
本項目采用的預制構件種類有疊合樓板、全預制樓板、預制混凝土(PC)外墻板、預制非承重圍護墻(發泡陶瓷板)、預制內隔墻(ALC條板)等共5種。
3.1 裝配式建筑技術的配置
本項目的裝配式技術配置具體有以下內容。
3.1.1 疊合板應用的位置
(1)學生宿舍的2~6層各層平面6.6 m標準跨度的走廊部分采用同一種規格(YZB01 2320×3185)100 mm厚全預制板,其余均采用130 mm厚疊合板(60 mm預制+70 mm厚現澆)。本棟單體按結構縫分為6個單元,均為標準單元,其中一個單元的樓層預制構件布置平面如圖2所示。

圖2 學生宿舍疊合板平面
(2)12#專業教學實訓樓二層至天面層各層采用130 mm厚疊合板(60 mm預制+70 mm厚現澆),天面層采用140 mm厚疊合板(60 mm預制+80 mm厚現澆)。本棟單體按結構縫分為4個區段,樓層預制構件布置平面如圖3所示。

圖3 實訓樓疊合板平面
3.1.2 全預制板應用的位置
本工程的全預制板主要用在走廊的位置,如圖4所示。

圖4 學生宿舍全預制板平面
3.1.3 預制外掛墻板應用的位置
(1)1#宿舍樓預制外墻掛板在建筑的山墻位置。按照廣東省《裝配式建筑評價標準》(DBJ/T 15-163—2019)第2.0.2和4.3.1條計算,如圖5所示。

圖5 學生宿舍標準層圍護墻隔墻非砌筑平面布置(局部)
(2)12#實訓樓預制外掛墻板在建筑的山墻位置,如圖6所示。

圖6 實訓樓2~5層外圍護墻非砌筑平面布置
3.1.4 發泡陶瓷板應用的位置
發泡陶瓷板主要用于宿舍內陽臺和宿舍洗手間的外墻部分,兩個部分外墻都屬于非砌筑外墻。安裝過程利用C型鋼進行焊接,相較于砌塊墻體,這種方式的安裝周期短,有一定的優勢。
3.1.5 ALC條板應用的位置
(1)學生宿舍首層至屋面層除洗手間內墻和屋面層樓梯間外,其余采用內隔墻非砌筑工藝,采用ALC條板。
(2)12#實訓樓首層至屋面層除樓電梯區域、衛生間區域和裝飾性墻外,其余采用內隔墻非砌筑工藝,采用ALC條板。
3.2 裝配式建筑節點與施工現場應用
3.2.1 疊合板節點與施工現場應用
本工程的疊合板為雙向板,主要采用板間預留400 mm寬后澆帶的整體拼縫方式。疊合板節點和5單元施工現場如圖7、圖8所示。

圖7 疊合板拼接大樣(單位:mm)

圖8 疊合板施工現場
3.2.2 全預制板節點與施工現場應用
全預制板為一種預制板規格,采用密拼節點。全預制節點和施工現場如圖9、圖10所示。

圖9 全預制板拼接大樣與中間現澆梁支座連接構造(單位:mm)

圖10 全預制板施工現場
3.2.3 預制外掛墻板節點與施工現場應用
根據建筑平面選擇預制外墻沒有開洞、立面建筑造型簡單的端部墻體做外掛墻板,預制外掛墻板節點和施工現場如圖11、圖12所示[1]。
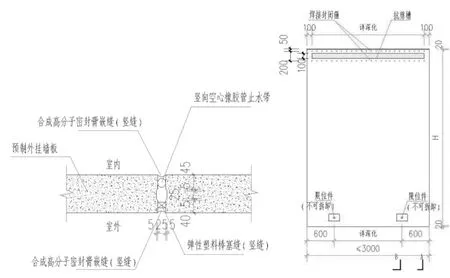
圖11 預制外掛墻板連接大樣(單位:mm)

圖12 預制外掛墻板施工現場
3.2.4 ALC條板節點與施工現場應用
與傳統的加氣磚砌筑模式相比,ALC調板施工節約人工成本和時間,安裝是以射釘和錨固為方式,加以機器輔助,與砌塊墻體相比其安裝周期更短。ALC條板與梁連接做法節點如圖13所示。

圖13 ALC條板與梁連接做法節點
3.3 裝配式建筑構件各項總結、分析及評價
3.3.1 疊合板總結、分析及評價
1#學生宿舍柱跨均為6.6 m,采用4種疊合板,采用的疊合板種類不多,標準化程度高。
總體來說,由于宿舍標準單元占比大,1#學生宿舍總體上標準化程度較高。疊合板的改進減少了現場的模板工程量,目前工地施工基本為全支模。
3.3.2 全預制板總結、分析和評價
(1)全預制板施工方便,可減少施工現場的鋼筋綁扎和混凝土澆筑,縮短了施工工期。
完成效果比較好,板底平整度高,現場施工減少了拉毛、找平的工序,完成面只需現場刮膩子和粉刷油漆即可。
(2)預制板后期不用澆筑混凝土,只需在與梁連接的位置支撐即可,減少了現場的模板工程量;本工程由于工人對裝配式施工不熟悉,采用全支撐施工,所以施工基本為全支模,后續可以改進[2]。
3.3.3 預制板外墻板總結、分析和評價
(1)預制外墻板不參與整體受力,作為維護構件對結構整體影響較小,施工安裝方便,做好節點拼縫處防水即可。現場施工中存在的問題如下:1#樓已安裝的PC外掛墻板部分拼接處縫隙過寬,拼接處存在防水工藝的問題,主要原因為工廠生產工藝不太成熟,PC板存在10~20 mm的尺寸偏差,導致拼縫比原來大20 mm左右,如圖14所示。

圖14 施工現場PC外掛墻板
(2)施工現場處理方案如下。
首先,在接縫處寬40~50 mm處拼縫,采用同墻板強度的微膨脹混凝土填縫密實,后在接縫處涂刷水泥基防水涂料兩遍,涂出拼縫外200 mm。其次,注意拼接處防水涂料應在板件安裝完成后、外墻裝修前處理。
經過處理,現場外立面采用外墻磚,完成后的整體效果與現澆建筑別無二致,無明顯的接縫,整體效果較好。
3.3.4 發泡陶瓷板總結、分析及評價
學生宿舍僅在建筑的局部山墻面采用外墻PC板,其余采用發泡陶瓷。發泡陶瓷板較預制外掛板生產周期較短,而且荷載較小,所以施工更簡單方便。有水房間較普通房間,下部設置200 mm高反坎,起到防水的效果。外立面采用外墻磚,無明顯的接縫,最后出來的立面接縫效果好,跟現澆做法的學生宿舍無外觀差異,如圖15所示。

圖15 學生宿舍施工現場
3.3.5 ALC條板總結、分析及評價
ALC條板面層較普通的加氣磚尺寸規格統一,不需要過多的人工砌筑,且ALC條板表面平整度高,面層做法上不需要額外的找平即可達到平整度要求,較普通的加氣磚步驟簡單、節約時間、效果好,如圖16所示。

圖16 ALC條板面層節點
4 裝配式建筑預制構件體系總結及建議
本項目選取了平面標準化比較高,或單元重復量比較大的樓棟作為裝配式建筑,學生宿舍類型的標準間,宿舍單元較實訓樓單元而言預制構件的模板利用率大,平面標準化比較高,適合做裝配式建筑。
4.1 裝配式建筑的優勢
(1)安全。對于建筑工人來說,工廠中相對穩定的工作環境比復雜的工地作業安全系數更高。
(2)質量。建筑構件的質量和工藝通過機械化生產能得到更好的控制。
(3)速度。預制件尺寸及特性的標準化能顯著加快安裝速度和建筑工程進度。
(4)成本。與傳統現場制模相比,工廠里的模具可以循環使用,因此綜合成本更低;機械化生產對人工的需求更少,隨著人工成本的不斷升高,規模化生產的預制件成本優勢會愈加明顯。
4.2 裝配式項目立面造型建議
(1)建筑外立面造型變化不宜過多。
(2)構件外形可以考慮靈活可變的元素,創造豐富的立面形式。
(3)可在設計之初就有意識地采用相同的模數,以多組合的形式設計建筑,盡量標準化、規整、簡潔,以設計出有一定重復量的設計感建筑。
4.3 裝配式結構設計建議
(1)框架結構柱截面建議少變換,但可以改變混凝土強度等級以滿足受力要求。
(2)設備需注意預留預埋的位置,盡量縮小疊合板規格。
(3)現場應根據疊合板和全預制板在施工安裝階段的實際承載力,改進模板和支撐的搭設。
4.4 裝配式建筑有利工期的建議
預制件尺寸及特性的標準化能顯著加快安裝速度和建筑工程進度,并且裝配式建筑中各專業間互為條件,因此大量施工及安裝工作需在前期設計時精準確定,通過最大限度配合實現最優方案。構件深化單位也需盡早介入,完成構件深化圖紙,使生產的構件可以及時運達施工現場,縮短生產周期。
5 結語
在進行裝配式設計時,應該在方案設計階段就進行裝配式設計,完善建筑平立面的標準化。另外,在各專業的施工圖基本完成時,構件深化設計便應介入設計,從構件深化的角度提出優化建議。施工單位也應消化圖紙,從施工便利性的角度對圖紙提出優化意見。三方的結合可以減少后期反復修改的工作量[3],實現設計的標準化、生產的工業化及施工的機械化。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
北方建筑(2021年6期)2021-12-31 03:03:54
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
文苑(2020年10期)2020-11-07 03:15:36
現代裝飾(2020年6期)2020-06-22 08:43:12
現代裝飾(2020年4期)2020-05-20 08:55:08
福建農業科技(2016年10期)2016-03-07 09:46:49
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
