工藝參數對電弧增材制造2219鋁合金微氣孔缺陷的影響分析
2022-07-01 01:58:34周慶軍胡婉婷王福德
宇航材料工藝 2022年2期
李 權 馮 晨 劉 彬 周慶軍 胡婉婷 王福德
(1 首都航天機械有限公司,北京 100076)
(2 北京宇航系統工程研究所,北京 100076)
0 引言
增材制造技術非常適合航天航空產品小批量、多品種的特點,近年來應用廣泛[1-3]。電弧熔絲增材制造(Wire + Arc Additive Manufacturing,WAAM)是一種以電弧為熱源、絲材為原材料的定向能量沉積成形技術,具有成形效率高、成本低等優點。該技術被歐洲航天局稱為是一種低能耗、可持續的綠色環保制造技術,特別適合大型金屬構件的快速制造。20世紀90年代中期,英國著名航空發動機公司羅爾斯-羅伊斯(Rolls-Royce)成功地將WAAM 技術應用到了飛機發動機高溫合金機匣的生產[4-5]。
2219鋁合金是一種Al-Cu系高強鋁合金,廣泛應用于運載火箭箭體結構、導彈武器艙段的制造[6]。WAAM技術可解決復雜2219鋁合金鍛件材料利用率低、加工成本高的問題,在航天領域應用前景廣泛,近年來備受關注。研究發現,顯微氣孔是WAAM成形2219鋁合金中的主要問題。英國克蘭菲爾德大學(Cranfield University)的GU Jianglong和Williams Stewart等人研究發現,在成形過程中采用層間碾壓可使氣孔閉合,提高材料塑性,其成形單壁墻試樣力學性能達到了鍛件水平[7-8]。國內哈爾濱工業大學的柏久陽等人研究了基于TIG工藝的WAAM成形2219鋁合金組織及力學性能,認為層間密集氣孔導致垂直方向力學性能降低[9]。李權等人研究了基于CMT工藝的WAAM成形2219鋁合金的組織及力學性能,發現層間聚集的微氣孔、θ(Al2Cu)相、富Fe脆性相是導致力學性能各向異性的原因[10]。通過對比研究CMT Advanced 4000R設備自帶的四種熔滴過渡模式對成形2219鋁合金單壁墻試樣氣孔的影響,發現Advanced CMT+P(變極性CMT+脈沖)模式氣孔最少[11]。在上述研究基礎上,本文采用Advanced CMT+P熔滴過渡模式,系統研究EP/EN(正負半周波數)、掃描速度、送絲速度等WAAM工藝參數對成形2219鋁合金內部氣孔尺寸、數量的影響規律。
1 試驗
1.1 試驗裝備
采用自主研制集成的WAAM成形系統[11],焊接電源為奧地利Fronius公司的CMT Advanced 4000R。對于鋁合金成形,該電源提供了四種熔滴過渡模式,分別是冷金屬短路過渡模式(CMT)、冷金屬短路+脈沖噴射過渡模式(CMT+P)、變極性冷金屬短路過渡模式(Advanced CMT)和變極性冷金屬短路+脈沖噴射過渡(Advanced CMT+P)模式。根據前期研究結果[11],采用成形微氣孔較少的Advanced CMT+P模式。
1.2 試驗材料
絲材為加拿大Indalco Alloy公司的2319焊絲,化學成分分析結果如表1所示,符合GB/T10858—2008鋁合金焊絲標準要求。WAAM 過程使用的保護氣體為99.99%的高純氬氣,成形用的基板為2219鋁合金板材。

表1 Indalco 2319絲材化學成分Tab.1 Chemical composition of the wire Indalco 2319 for WAAM %(w)
1.3 試驗方法
在Advanced CMT +P 熔滴過渡模式下,研究EP/EN值、掃描速度、送絲速度等參數對WAAM 成形試樣內部氣孔的影響。
1.3.1 EP/EN值
EP/EN值用于調整一個波形周期中正半周的脈沖數。EP/EN為0 時,CMT cycles(CMT 波數)/Pulse cycles(脈沖波數)為10/10,EP/EN 每增加1,Pulse cycles 增加3。正半周中脈沖數越多,基板作為陰極獲得的熱輸入量越大。因此,通過改變EP/EN值可以調整成形過程的熱輸入量,影響成形氣孔。
分別采用不同EP/EN值成形15 層的單壁墻試樣,試樣長100 mm。沉積參數如表2所示,沉積層數為15層。成形完后,沿試樣中部橫向(取樣位置如圖1所示)剖切制備金相試樣,不腐蝕,在光學金相顯微鏡下放大50 倍觀察氣孔大小和分布,隨機拍攝5 個視場,采用ImageJ 圖像處理軟件統計分析氣孔數量、尺寸,計算氣孔率(氣孔總面積/視場總面積)。
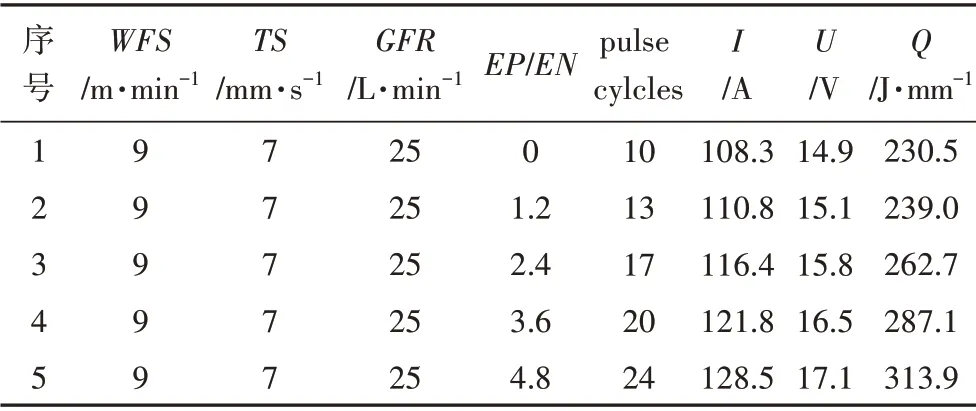
表2 不同EP/EN值WAAM成形工藝參數1)Tab.2 WAAM parameters of different EP/EN
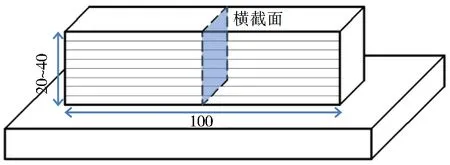
圖1 成形試樣尺寸及取樣方向示意圖Fig.1 Sketch graph of the WAAM sample and the position of metallographic specimen
1.3.2 掃描速度
掃描速度直接影響熔池液態停留時間及凝固速率,進而影響氣泡的形核、長大與逸出過程。在送絲速度和EP/EN值恒定的條件下,采用不同的掃描速度成形單壁墻,沉積參數見表3,沉積層數為15 層,試樣尺寸如圖1所示。采用上述相同的方法剖切取樣,統計分析氣孔數量、尺寸及氣孔率。
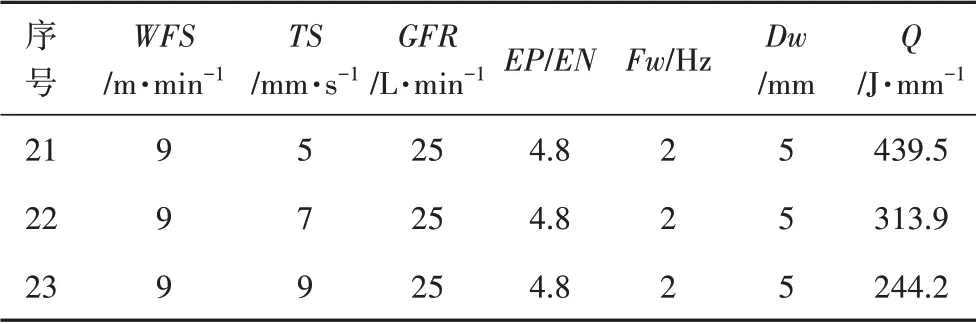
表3 不同掃描速度WAAM成形工藝參數1)Tab.3 WAAM parameters of different travel speeds
1.3.3 送絲速度
CMT Advanced 4000R 是一元化焊接設備,電流、電壓通過調節送絲速度自適應匹配。送絲速度越快,對應焊接電流越大。對于電弧熔絲增材制造,送絲速度快可以提高成形效率,降低制造成本,但也同時意味著熱輸入量和熔池尺寸大、成形精度低。送絲速度過快,還有可能影響成形過程電弧的穩定性,從而影響氣孔的數量和分布。
在掃描速度和EP/EN值恒定的條件下,采用不同的送絲速度成形單壁墻,沉積參數見表4。沉積層數為15 層,試樣尺寸如圖1所示。采用上述相同的方法剖切取樣,統計分析氣孔數量、尺寸及氣孔率。
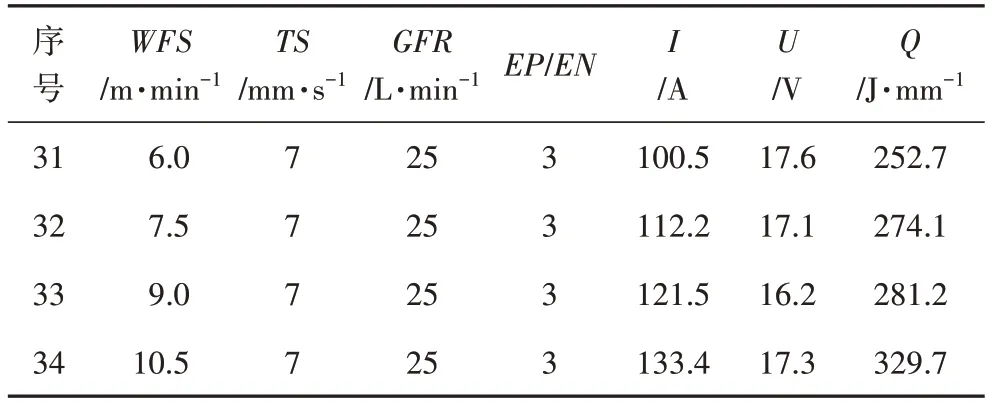
表4 不同送絲速度WAAM成形工藝參數1)Tab.4 WAAM parameters of different wire feeding speeds
2 結果分析
2.1 EP/EN值對成形氣孔的影響
不同EP/EN值成形的單壁墻試樣橫截面金相照片如圖2所示,氣孔直徑一般在100 μm 以下。由圖3氣孔率統計結果可知:EP/EN=0 時,氣孔率最低;EP/EN≥1.2時,氣孔率在0.5%上下波動。
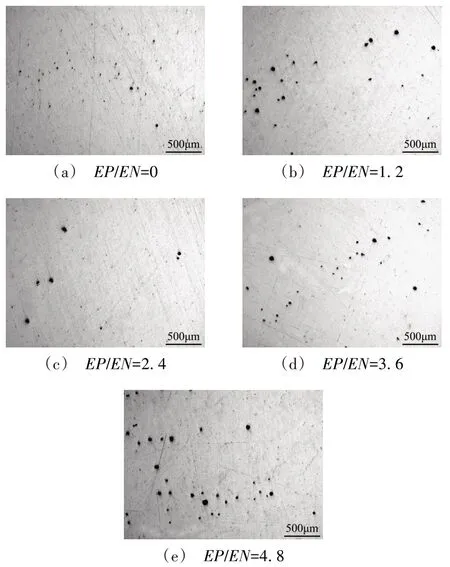
圖2 不同EP/EN值成形試樣橫截面金相Fig.2 Transverse section of the WAAM samples using different EP/EN

圖3 不同EP/EN值成形的試樣內部氣孔率統計結果Fig.3 Porosity of the WAAM samples using different EP/EN
從直徑為10 μm的氣孔開始統計,每隔10 μm設一個區間,統計分析不同EP/EN值成形試樣內部顯微氣孔尺寸和分布,統計結果如表5所示。對比結果表明:EP/EN=0 時,氣孔直徑多集中在40 μm 以下;EP/EN≥1.2 時,40 μm 以上的氣孔數量增加;EP/EN值為4.8時,氣孔尺寸增大、數量顯著增加。
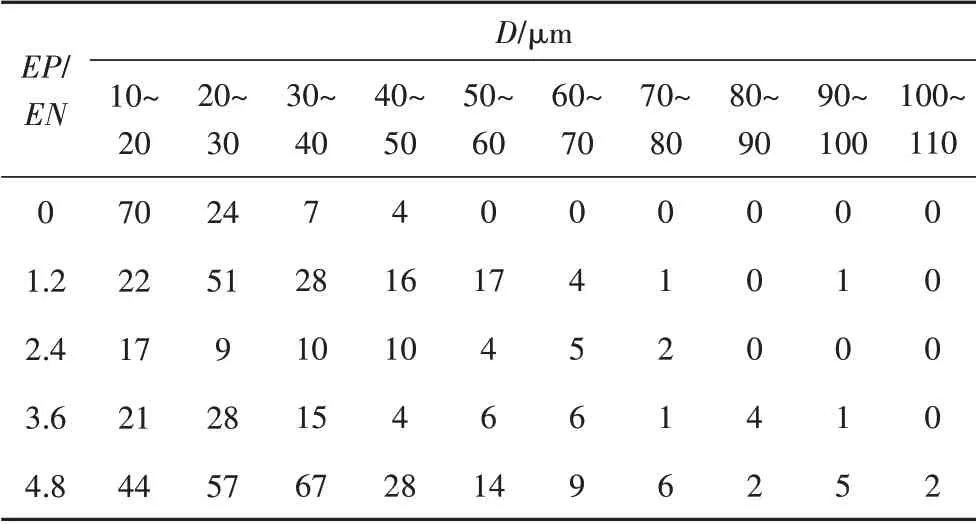
表5 不同EP/EN值成形試樣的氣孔尺寸及數量統計結果Tab.5 Statistic results of pore dimension and counts of the WAAM samples using different EP/EN
EP/EN值較大時,氣孔尺寸增大、數量增加,有兩方面的原因:一方面,EP/EN值增加,脈沖數增加(表2),焊絲為負極性的占空比降低,陰極霧化清理焊絲氧化膜的時間減少,而焊絲表面氧化膜吸附的水分是熔池中氫氣孔的重要來源,帶入熔池中的氧化膜增加,則產生氣孔的氫來源增加;另一方面,EP/EN值增加,成形熱輸入增加,熔池尺寸增大,液態停留時間延長,有更多氣孔形核、長大。
2.2 掃描速度對成形氣孔的影響
不同掃描速度下成形的單壁墻試樣典型橫截面金相照片如圖4所示。可見氣孔隨掃描速度增加有增多的趨勢。根據統計結果(圖5),掃描速度由5 mm/s增加至9 mm/s,平均氣孔率增加近2倍。表5為對應的氣孔尺寸及數量統計結果。可見,隨掃描速度增加,氣孔尺寸增大、數量增多,尤其是40 μm以下的小氣孔,增加更顯著。氣孔率的變化與熔池液態停留時間有關。若熔池長度為Lp,熔池移動速度為掃描速度TS,則熔池中心某點液態金屬的停留時間為t=Lp/TS,即熔池尺寸越大,移動速度越慢,則液態金屬停留時間越長[11]。掃描速度由5 mm/s提高至9 mm/s,熱輸入由439.5 J/mm降低至244.2 J/mm(表6),熔池停留時大幅減少。TS=5 mm/s時熔池的液態停留時間長,形成的氣泡有足夠的時間上浮、逸出,因此成形試樣內部氣孔數量較少。而TS=9 mm/s時熔池液態停留時間短,形成的小氣泡來不及長大、上浮逸出,因此成形試樣內部小氣孔數量較多。
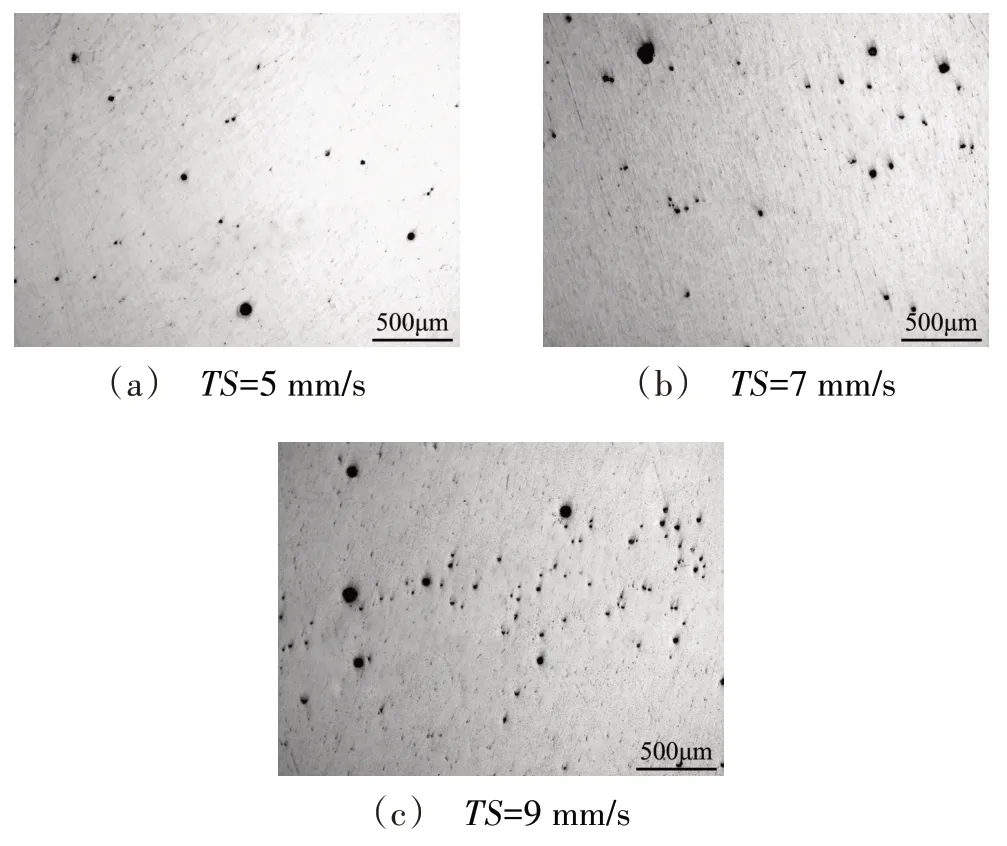
圖4 不同掃描速度下成形的單壁墻橫截面金相Fig.4 Transverse section of the WAAM samples using different TS
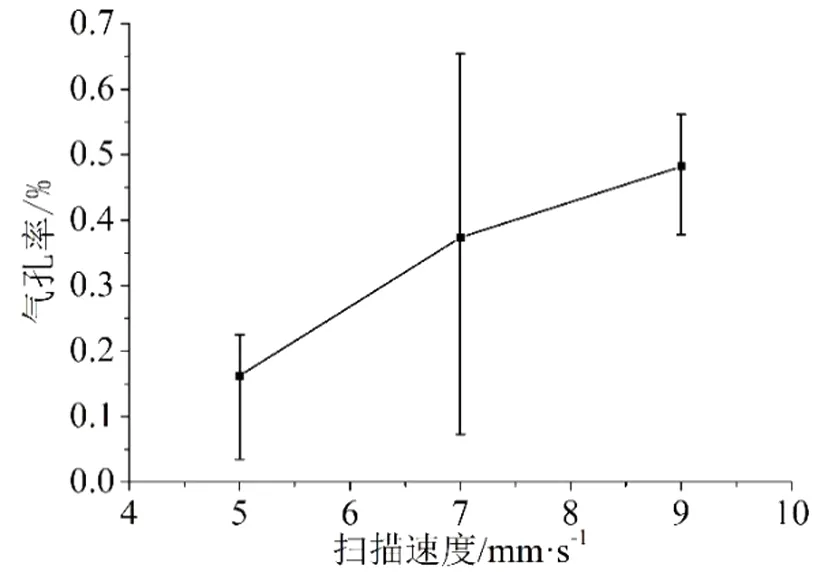
圖5 不同掃描速度成形的試樣內部氣孔率統計結果Fig.5 Porosity of the WAAM samples using different TS
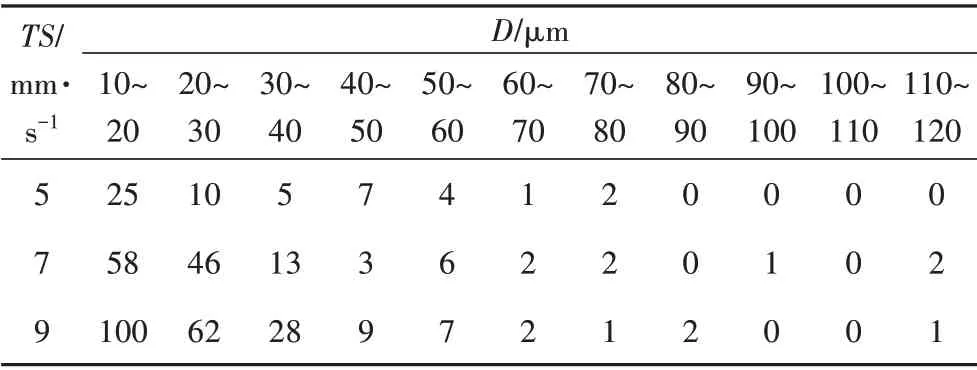
表6 不同掃描速度成形試樣內部氣孔尺寸及數量統計結果Tab.6 Statistic results of pore dimension and counts of the WAAM samples using different TS
2.3 送絲速度對成形氣孔的影響
不同送絲速度下成形的單壁墻試樣典型橫截面金相照片如圖6所示。可見,送絲速度為6 m/min和10.5 m/min時氣孔較少。圖7為對應的氣孔率統計結果。隨送絲速度增加,平均氣孔率先升高后降低,送絲速度為9 m/min時,平均氣孔率最大,達1.13%。表7為對應的氣孔尺寸及數量統計結果。隨送絲速度增加,氣孔尺寸先增大后減小,數量先增加后減少,送絲速度達到9 m/min時,40 μm以上較大氣孔的數量達到最大值。
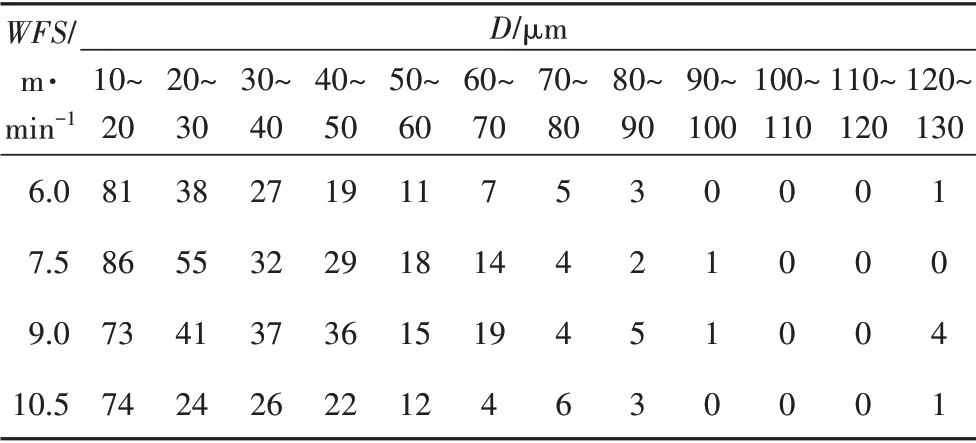
表7 不同送絲速度成形試樣內部氣孔尺寸及數量統計結果Tab.7 Statistic results of pore dimension and counts of the WAAM samples using different WFS
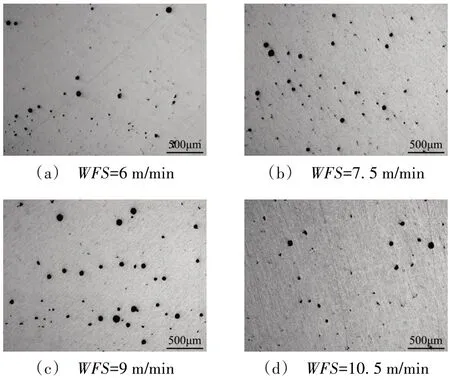
圖6 不同送絲速度成形的單壁墻試樣橫截面金相Fig.6 Transverse section of the WAAM samples using different WFS
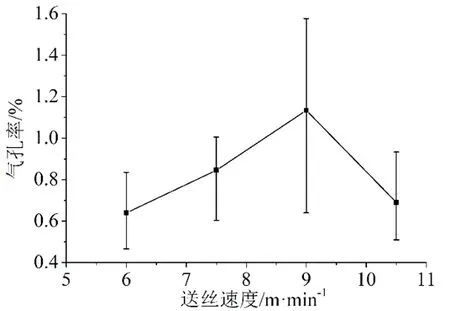
圖7 不同送絲速度成形試樣內部氣孔率統計結果Fig.7 Porosity of the WAAM samples using different WFS
熔池中氣孔數量主要取決于形核、長大與上浮逸出三個過程。當送絲速度較低時(<9 m/min),形核、長大過程占優,氣泡來不及逸出,隨著送絲速度增大,熱輸入增加(表4),導致熔池尺寸增大和液態停留時間延長,有更多的氣泡形核、長大。當送絲速度為9 m/min 時,形核、長大的氣孔數量達到峰值。隨后,送絲速度繼續增大(>9 m/min),熱輸入增加,熔池尺寸顯著增大,液態停留時間延長,氣泡逸出開始占優,最終導致殘留的氣孔減少。
3 分析討論
統計上述不同EP/EN、掃描速度、送絲速度等成形參數下的熱輸入及對應的平均氣孔率,如圖8所示。可見,在熱輸入為230.5 J/mm和439.5 J/mm時,平均氣孔率均低至0.2%以下。這是因為熱輸入低時,熔池液態停留時間短,氣孔以形核長大為主,熱輸入越低,形核、長大的氣孔越少。而當熱輸入大到一定程度時,熔池液態停留時間長,氣孔以長大逸出為主,隨熱輸入增加,逸出的氣孔增多,熔池中的氣孔減少。

圖8 不同熱輸入成形試樣內部氣孔率統計結果Fig.8 Porosity of the WAAM samples using different heat input
在WAAM 成形薄壁結構時,采用低熱輸入參數(WFS:6~7.5 m/min,EP/EN:0~2,TS:7~9 mm/s),可抑制氣孔;在WAAM成形厚壁結構時,采用高熱輸入參數(WFS:9~10.5 m/min,TS:5~7 mm/s),可抑制氣孔。
4 結論
采用Advanced CMT+P 熔滴過渡模式WAAM 成形2219 鋁合金時,主要工藝參數EP/EN、掃描速度和送絲速度對成形試樣中微氣孔影響規律如下:
(1)EP/EN從0增加至4.8,電弧對焊絲表面氧化膜清除效應逐漸減弱,氫來源增加,同時熱輸入增加,更多微氣孔形核、長大;
(2)掃描速度從5 mm/s 增加至9 mm/s,熔池尺寸減小,液態停留時間顯著減少,形成的氣泡來不及長大、上浮逸出,試樣中微氣孔數量增加;
(3)送絲速度小于9 m/min 時,熱輸入較低,成形過程中氣孔以形核和長大為主,隨送絲速度增加氣孔率增加;送絲速度大于9 m/min 時,熱輸入較高,熔池尺寸顯著增加,液態停留時間延長,氣孔逸出開始占優,隨送絲速度增加氣孔率減小;
(4)在WAAM成形薄壁結構時,采用低熱輸入參數(WFS:6~7.5 m/min,EP/EN:0~2,TS:7~9 mm/s),可抑制氣孔;在WAAM成形厚壁結構時,采用高熱輸入參數(WFS:9~10.5 m/min,TS:5~7 mm/s),可抑制氣孔。