鈦/鋁異種金屬FSW接頭的氫擴散試驗設計與研究
2022-07-02 06:47:06陳玉華龔資穎張體明謝吉林王善林徐亦楠
電焊機 2022年6期
關鍵詞:擴散系數
陳玉華,龔資穎,張體明,謝吉林,王善林,徐亦楠
1.南昌航空大學 江西省航空構件成形與連接重點實驗室,江西 南昌 330063
2.哈爾濱焊接研究院有限公司,黑龍江 哈爾濱 150028
0 前言
鈦/鋁異種金屬焊接結構兼有鋁合金密度低、經濟性好和鈦合金強度高、耐蝕性好等優點,能夠減輕結構質量、節約成本,在航空航天、交通運輸等領域具有廣闊的應用前景[1-3]。鈦、鋁都是活性金屬,極易氧化,兩者之間的物理、機械性能存在較大的差異,在兩種材料的熔化過程中會導致焊縫化學成分不均勻,降低接頭強度。攪拌摩擦焊是一種新型固態連接技術,克服了傳統熔化焊方法因溫度過高在Ti/Al結合面上生成大量層狀質硬而脆的金屬間化合物,從而導致的接頭脆化問題,適用于鈦/鋁異種金屬的連接[4-5]。
然而,在雨水、潮濕大氣和沿海等高濕高霧環境作用下,攪拌摩擦焊接頭同樣面臨復雜的環境失效問題[6]。對于鈦/鋁異種金屬焊接接頭而言,由于存在電偶腐蝕的問題[6-8],電位較低的鋁合金作為陽極會發生陽極溶解[9];作為陰極的鈦合金表面還可能會發生析氫反應,導致氫的滲入,造成鈦合金氫致脆化[10]。由此可見,鈦/鋁異種金屬焊接接頭的環境失效可能存在鋁合金陽極溶解和鈦合金氫致脆化的雙重作用機制。現有技術手段僅能研究腐蝕掛片條件下的焊接接頭整體腐蝕行為,而對于研究鋁合金的陽極溶解和鈦合金中的氫擴散等腐蝕電化學動力學過程缺乏相關的設備和方法。
為解決上述問題,本文設計了一種鈦/鋁異種金屬焊接接頭的氫擴散測試裝置,以監測鈦/鋁異種金屬焊接接頭的氫擴散行為,彌補現有電化學測試裝置和測試方法的不足,為異種金屬焊接結構的環境失效分析提供技術和理論支持。
1 異種金屬焊接接頭氫擴散測試裝置的設計
1.1 異種金屬焊接接頭的重構
被焊材料為TC4鈦合金與2A14鋁合金,尺寸均為200 mm×80 mm×3 mm。2A14鋁合金狀態為T4態(淬火+自然時效),具有良好的可切削性、熱塑性和焊接性,并且強度、熱強性等力學性能較好,是我國航空航天應用最為廣泛的鋁合金之一。TC4鈦合金狀態為軋制退火態,具有較高的強度和良好的塑性,室溫組織為α+β,兼有α鈦合金和β鈦合金二者的優點。
采用攪拌摩擦焊技術對TC4鈦合金與2A14鋁合金進行焊接,工藝參數為:攪拌針轉速400 r/min,下壓量0.2 mm,角度2°,偏移量2 mm,焊接速度60 mm/min。焊后TC4/2A14異種金屬接頭宏觀形貌如圖1所示,可以看出,接頭成形質量良好,無毛刺等缺陷。
TC4/2A14攪拌摩擦焊接頭主要由焊核區、TC4鈦合金側的熱機影響區、熱影響區、母材區,以及2A14鋁合金側的熱機影響區、熱影響區和母材區組成。研究目的在于測試TC4鈦合金與2A14鋁合金偶接作用下TC4鈦合金一側可能發生的氫擴散行為。但是由于接頭的尺度很小,難以滿足精確測試的要求。
鑒于此,本文基于絲束電極的制備理念對TC4/2A14攪拌摩擦焊接接頭進行重構,具體為:采用電火花線切割技術切取焊核區,TC4鈦合金側的熱機影響區、熱影響區、母材區,以及2A14鋁合金側的熱機影響區、熱影響區和母材區圓柱形試樣,試樣直徑3 mm,長度4 mm,平行試樣數量為5個,并分別做好標記;采用超聲波清洗去除試樣表面的雜質,經無水乙醇驅水后冷風吹干備用;采用釬焊在每一個試樣上面焊接導線引出,并將試樣按照如圖2所示形式排列,用環氧樹脂澆注,注意各試樣之間保持絕緣,并且保證試樣表面的釬焊焊點完全密封(導線從鑲嵌試樣的側面引出),隨后置于真空干燥箱固化;采用耐水砂紙逐漸打磨鑲嵌試樣的兩個斷面,最終試樣的厚度控制在(2±0.02)mm。
將固化、打磨完好的試樣逐一通過接線端子連接至線排,如圖2所示,并做好標記。線排的另一側與控制開關連接。該控制開關能夠控制各個試樣之間的“通/斷”狀態,與電化學工作站配合,實現不同狀態下的測試需求。
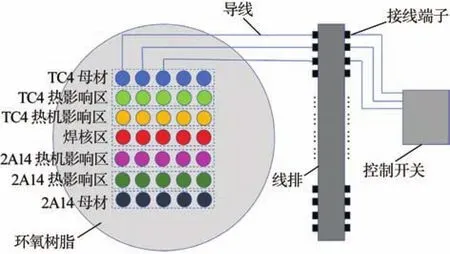
圖2 基于絲束電極設計理念的重構TC4/2A14焊接接頭Fig.2 Reconstruction of TC4/2A14 welded joints based on the design concept of wire beam electrode
1.2 功能設計
TC4/2A14異種金屬焊接接頭氫擴散測試裝置的結構示意如圖3所示。整套測試裝置主要由試樣、電解池和電化學工作站三部分組成。在此僅對電解池和電化學工作站的結構和功能做進一步的說明。

圖3 鈦/鋁異種金屬焊接接頭氫擴散測試裝置的結構示意Fig.3 Structural diagram of hydrogen diffusion test device for titanium/aluminum dissimilar metal welded joint
氫擴散測試用電解池是基于傳統的Devnathan-Stachurski雙面電解池設計改造的,由陰極槽和陽極槽組成,每個電解槽中配備4個接口,分別為參比電極接口、進/排氣接口、輔助電極接口和工作電極接口。兩個電解槽的工作電極接口相向對接,中間用封裝好的試樣阻隔,作為兩側的共用工作電極,并保證密封良好;工作電極與參比電極配合用于給定或監測電位信號;工作電極與輔助電極配合用于給定或監測電流信號。進/排氣口的作用是通入惰性氣體,驅除溶液當中的溶解氧,消除氧對電化學過程的干擾。
電化學工作站分別標記為“電化學工作站1”和“電化學工作站2”,其中,電化學工作站1在陰極槽一側,其主要作用是監測TC4鈦合金和2A14鋁合金在溶液中的耦合電位;電化學工作站2在陽極槽一側,其主要作用是為TC4鈦合金施加恒電位極化,將擴散進入鈦合金中的H氧化為H+,監測得到氫擴散電流。
除了鈦/鋁異種金屬焊接接頭之外,本文設計的氫擴散測試裝置還可適用于鋁/鋼、鎂/鋼、鈦/鎂等所有在腐蝕環境中可能發生由電偶腐蝕引發的析氫反應環境,有助于從氫擴散和氫致脆化的角度揭示電偶腐蝕的影響,彌補了以往研究過度關注陽極型金屬腐蝕溶解的不足。
2 TC4/2A14異種金屬焊接接頭氫滲透行為監測方法
針對設計的異種金屬焊接接頭氫擴散測試裝置,制定的氫擴散測試方法如下:
①為了保證測試過程的穩定可靠,試驗前對“電解池-試樣”的密封體系進行測試,以防漏液對試驗結果造成影響。具體操作為:將試樣封裝在陰極槽和陽極槽電解池中間,夾緊后向兩側的電解槽內注入去離子水,24 h內無泄漏認為密封體系滿足要求。
②采用耐水砂紙逐級打磨重構的TC4/2A14異種金屬焊接接頭試樣至600#,厚度控制在(2.00±0.02)mm。隨后在Watt鍍液中對試樣的一側表面進行鍍鎳處理,鍍液成分為:250 g/L NiSO4·6H2O、45 g/LNiCl2·6H2O、40 g/LH3BO3,鍍鎳電流5 mA/cm2,電鍍時間為3 min,鍍層厚度約為600 nm。
③將帶有鍍鎳層的一側面向陽極槽,將重構的TC4/2A14異種金屬焊接接頭試樣封裝在兩個電解槽中間,裝夾過程中注意夾緊力分布均勻。
④向陽極槽一側加注0.1 mol的NaOH溶液,并持續通入N2對溶液進行驅氧處理,進氣口的氣泡逸出速度控制在1個/s,以防氣體逸出速度太快對溶液造成擾動,或者由于N2逸出速度太慢而不能及時驅氧。將焊接接頭各區域進行偶接,然后對試樣施加+300 mV(Hg/HgO+98 mV)的極化電位,對試樣表面的鍍鎳層進行鈍化處理。
⑤由于焊接接頭各區域偶接,所以陽極槽內的電化學反應同時包含鈦合金側表面鍍鎳層的鈍化以及鋁合金的陽極溶解過程。因此需要事先監測+300 mV(Hg/HgO+98 mV)極化電位下鋁合金的氧化電流,即作為背景電流扣除即可。測試設備選擇CHI 760D型電化學工作站。為了保證測試精度,當背景電流密度降低至0.1 μA/cm2以后方可進行后續試驗操作。
⑥當背景電流滿足試驗要求后,向陰極槽內注入已經驅氧處理的3.5%NaCl溶液,作為氫擴散電流監測的時間起點。為了防止大氣中的O2再次溶入溶液,試驗過程中持續向溶液內通入N2,進氣口的氣泡逸出速度同樣控制在1個/s。試驗全程中溶液的溫度控制在(35±0.5)℃。
⑦試驗過程中,采用PS-1恒電位/恒電流儀的電位監測模式觀測異種金屬焊接接頭耦合電位的變化情況。待陽極槽監測到的氫滲透電流達到穩定狀態后即可停止試驗。
以上即為TC4/2A14異種金屬焊接接頭的氫擴散行為試驗過程。此外,由于借鑒了絲束電極的制備方法,還可以研究任意兩個或多個亞區耦合情況下氫滲透過程,并且由于每個亞區有5個平行試樣,還可用于研究面積比對氫滲透行為的影響。總之,可以根據測試需求靈活開展試驗研究。
3 TC4/2A14異種金屬焊接接頭氫擴散行為
采用上述方法對TC4/2A14異種金屬焊接接頭鈦合金一側的氫滲透行為進行測試,結果如圖4所示。可以看出,在TC4鈦合金一側監測到電流變化,但電流密度始終低于0.001 μA/cm2,即氫滲透電流密度低于氫滲透測試要求的背景電流值。這可能是由以下原因造成的:(1)TC4/2A14異種金屬的耦合電位較高,難以在TC4鈦合金表面產生強極化作用;(2)TC4鈦合金中的氫擴散系數極低,且部分H原子與鈦合金反應生成了氫化物;(3)溶液中析出的H原子復合成了H2,致使進入鈦合金中的H減少。

圖4 S235/2A14異種金屬焊接接頭S235鋼中的氫滲透曲線Fig.4 Hydrogen permeation curves in S235 of S235/2A14 dissimilar metal welded joints
為了檢驗本文提出的異種金屬焊接接頭氫滲透行為測試方法的可行性,可以采用氫擴散系數較高的鋼鐵材料進行試驗。
4 拓展應用—鋁/鋼焊接接頭的氫擴散行為研究
圖5為S235/2A14異種金屬焊接接頭中S235鋼側的氫滲透曲線,其中S235母材、熱影響區、焊縫、2A14鋁合金母材、熱影響區的面積均相等。所測得的氫滲透電流表現出經過一定的穿透時間后,電流逐漸增大,上升速率經歷慢—快—慢的轉變過程,最后達到穩定狀態的過程。
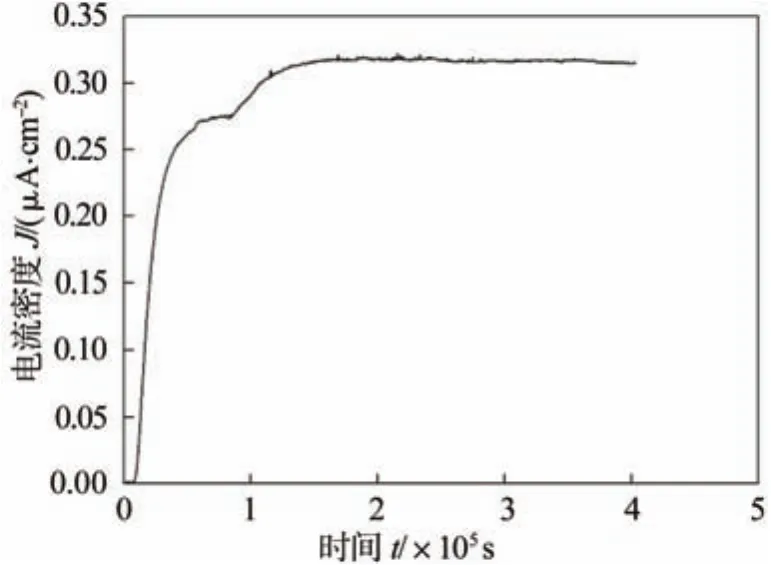
圖5 S235/2A14異種金屬焊接接頭S235鋼中的氫滲透曲線Fig.5 Hydrogen permeation curves in S235 of S235/2A14 dissimilar metal welded joints
基于該氫滲透曲線,即可對氫擴散的動力學參數,即氫擴散系數、吸附氫濃度進行計算分析。氫擴散系數采用滯后時間法計算,其表達式為:

式中D為氫擴散系數(單位:cm2/s);L為試樣厚度(單位:cm);tL為滯后時間,其值為氫滲透電流為穩態電流63%時對應的時間。
將相關數據代入式(1),即可計算得到氫在S235鋼一側的擴散系數為2.56×10-6cm2/s。在此基礎上,進一步計算得到S235鋼表面的吸附氫濃度,其表達式為:

式中C0為吸附氫濃度(單位:μmol/cm3);i為穩態電流(單位:μA/cm2);L為試樣厚度(單位:cm);D為氫擴散系數(單位:cm2/s);F為法拉第常數。將相關數據代入式(2),可以得到吸附氫濃度的數值為0.25 μmol/cm3。
4 結論及展望
(1)基于絲束電極的制備理念,提出了一種TC4/2A14異種金屬焊接接頭模擬重構的方法,用于研究不同亞區之間的電化學反應過程。
(2)根據異種金屬焊接接頭電偶腐蝕誘發的氫滲透問題,制定了氫擴散行為監測方法。
(3)設計的氫擴散測試裝置適用于鈦/鋁、鋁/鋼等可能發生氫擴散現象的異種金屬焊接接頭,通過S235/2A14異種金屬焊接接頭的氫擴散行為監測,計算獲得了氫在S235鋼一側的擴散系數、吸附氫濃度等參數,為揭示環境氫脆問題奠定了理論基礎。
(4)本文提出的異種金屬焊接接頭重構理念和氫滲透測試方法可以推廣應用于鋁/鋼、鎂/鋼等異種金屬焊接接頭氫擴散行為的檢測,為評價異種金屬焊接接頭電偶腐蝕中的氫致脆化影響提供了理論指導,彌補了現有方法僅能實現陽極溶解行為研究的不足。
猜你喜歡
物理化學學報(2025年3期)2025-03-20 00:00:00
傳染病信息(2022年6期)2023-01-12 08:57:54
甘肅科技(2020年20期)2020-04-13 00:30:42
數學物理學報(2018年4期)2018-09-14 03:41:02
磁共振成像(2015年9期)2015-12-26 07:20:32
磁共振成像(2015年7期)2015-12-23 08:53:09
腫瘤影像學(2015年3期)2015-12-09 02:38:51
上海金屬(2015年5期)2015-11-29 01:13:59
上海金屬(2015年6期)2015-11-29 01:09:09
數學物理學報(2015年2期)2015-02-28 16:06:39
