
一種煙箱批量自動加蓋取蓋裝置
2022-07-04 14:51:59徐偉東陳立
科學與財富 2022年6期
關鍵詞:自動化
徐偉東 陳立
摘? 要:在煙草生產線中,為實現物流輸送自動化,成品煙絲被存放在煙箱中。喂絲系統為保證正常供絲,每條喂絲輸送線會有四個不帶蓋煙箱。在實際生產中,一天生產結束或者卷包機臺出現故障,煙絲會長時間滯留在輸送線上,需要進行加蓋處理。而現有卷煙企業普遍采用的是人工方式解決這一問題。人工缺點是需要大量人力,存在安全隱患且不符合自動化工廠的設定目標。本裝置所要解決的是提供一種結構簡單、操作簡易、定位準確、自動化程度高的喂絲輸送線煙箱批量自動加蓋取蓋裝置。
關鍵詞:喂絲輸送線;加蓋取蓋;不銹鋼框架;自動化
主要問題:
自杭州卷煙廠卷包車間實行大2班生產模式以來,制絲車間在中班收尾后,需對喂絲站的“在線煙箱”加裝防護罩,以保證煙箱內成品煙絲的品質。然而制絲喂絲站共有32臺喂絲機,每臺喂絲機輸送線上一般存放4只煙箱,共有128個左右的煙箱箱蓋需人工加裝,需時30分鐘左右。因此,煙箱加蓋取蓋勞動強度大,作業效率低和存在安全隱患的問題。
對策措施:
設計本裝置所要解決的是提供一種結構簡單、操作簡易、定位準確、自動化程度高的喂絲輸送線煙箱批量自動加蓋取蓋裝置。
煙箱批量加蓋取蓋裝置由不銹鋼框架、輥筒、無紡布、電機、軸座支架、彈簧、支撐桿、軸承、彈簧、底板以及控制面板等組成。不銹鋼框架為一個長方形空心框架,框架的一端與無紡布的一端固定連接,框架的另外一端通過底板與輸送線的下方活性固定。無紡布的另外一端固定在輥筒上,剩余的無紡布整齊得卷置在輥筒上。輥筒兩端通過兩個軸座支架固定在小車系統框架上。電機由其中一個用于固定輥筒的軸座支架與另一個軸座支架固定在小車系統框架上。本裝置采用的電機具有自鎖裝置,電機收緊后不會松開。控制面版由上電開關,隔離開關以及四組升、降、停按鈕組成。當啟動“降按鈕”時,電機帶動輥筒做旋轉運動,進一步帶動不銹鋼框架做直線運動。當不銹鋼框架剛開始做直線運動時,利用安裝在不銹鋼框架兩側的彈簧保證它做勻速運動;當不銹鋼框架與輸送線角度超過90度時,利用框架本身自重保證它勻速向下。當啟動“升按鈕”時,原理與前者相反。當遇到特殊情況時,啟動“停按鈕”。在不銹鋼框架進行升降運動時,本裝置采用了雙重限位保護:一是電機旋轉運動轉化為直線運動后由螺母控制電機啟停;二是安裝在輸送線上的行程開關防止不銹鋼框架升起時過載。另外,支撐桿的主要作用是確保降下的不銹鋼框架能夠不發生左右偏移準備到達預期位置,從而保證由不銹鋼框架以及輥筒連接的無紡布將輸送線上煙箱完全覆蓋。
實施步驟:
實施一:選擇框架與卷簾布材料。
1、選擇框架材料,整個框架既要輕巧又要堅固,由于鋼管長度有4米,發現不銹鋼框架壁厚不夠,中間就會產生應力彎曲現象。經論證:選擇壁厚2.5-3mm左右的, 直徑25mm外徑的不銹鋼管。
2、選擇煙箱簾布材料,根據煙箱煙絲的特性,選擇密封性好,耐磨且強度高的材料。
實施二:現場測繪,設計零部件,同時對軸承支撐座與軸承進行選型。
1、對框架底部轉動支撐軸進行設計。
2、對卷簾電機傳動軸進行設計。
3、軸承支撐座與軸承選型,根據設計要求選擇軸承與軸承座
實施三:卷簾驅動電機選型。
1、 選擇帶行程控制的卷簾驅動電機,可以控制卷簾伸縮長度滿足我們4煙箱的同時蓋住的需求。
2、 對框架、卷簾驅動軸與框架橫梁軸、卷簾重量進行測算,選擇卷簾電機的載荷必須大于100公斤承載量,才滿足布簾和框架轉動所需的動力。
3、 最終選定JINSSN,帶行程控制、剎車、手動等功能,能負荷600公斤的卷簾機以保證使用。
實施四:電氣配件選型。
1、 正反轉控制開關選擇。
2、 本地開關選擇。
3、 急停開關選擇。
4、 行程開關選擇。
實施五:機械與電氣安裝。
所有零部件制作采購完成后,在現場進行安裝實驗,電氣程序改進,機電調試運行。
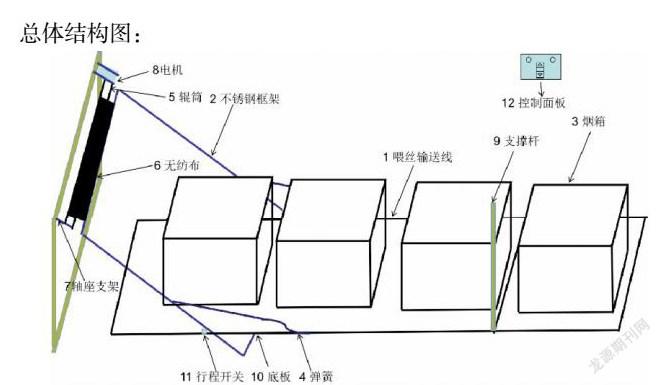
總體結構圖:
工作原理如下:
當現場操作人員需要對喂絲輸送線上的煙箱進行批量加蓋時,打開控制面板如圖7所示的上電開關1201以及隔離開關1202后,按下降按鈕1205。電機8啟動,電機8帶動輥筒5做旋轉運動,卷置在輥筒5上的無紡布6隨著輥筒5的轉動逐漸攤開,安裝在不銹鋼框架2上的彈簧4由原有拉伸狀態慢慢收緊帶動不銹鋼框架做勻速運動。當不銹鋼框架2與輸送線成90度后,彈簧4完全處于原始狀態,不銹鋼框架2利用自身重量做勻速直線運動直至與支撐桿9接觸。支撐桿9主要作用是保證不銹鋼框架2不發生左右偏移準備到達預期位置。輥筒5繼續轉動,無紡布6不斷攤開直至螺母控制電機8停止。此時,喂絲輸送線1除翻箱位以外的煙箱3已被無紡布6完全覆蓋,翻箱位煙箱只需進行自動回庫。操作結束后,關閉隔離開關1202以及上電開關1201。
當現場操作人員需要對喂絲輸送線上的煙箱進行批量取蓋時,打開控制面板如圖7所示的上電開關1201以及隔離開關1202后,按下升按鈕1203。電機8啟動,電機8帶動輥筒5做旋轉運動,覆蓋在煙箱3上的無紡布6慢慢被卷起。當無紡布6被輥筒5以及不銹鋼框架2拉緊后,不銹鋼框架在輥筒的旋轉力以及自身重力的作用下,不銹鋼框架2開始做勻速直線運動。當不銹鋼框架2與輸送線成90度后,彈簧慢慢開始被拉伸,不銹鋼框架2在輥筒旋轉力、自身重力以及彈力三者作用下勻速運動直至螺母控制電機8停止。不銹鋼框架2回到圖1位置。為了避免不銹鋼框架2收起過度,輸送線1上安裝了一個行程開關。當不銹鋼框架2與行程開關11接觸時電機8停止轉動,起到雙重限位保護的作用。操作結束后,關閉隔離開關1202以及上電開關1201。
當現場操作人員在加蓋、取蓋操作過程中需要暫停操作,按下停按鈕1204,電機8停止轉動,不銹鋼框架2也停止運動。
實施效果:
本裝置的有益效果是:根據喂絲輸送線上的批量煙箱存放時間超過4小時只能人工進行加蓋取蓋操作,這種操作方式存在許多不足之處,本設計的目的是制作一種自動化程度高的煙箱批量自動加蓋取蓋裝置。該煙箱批量自動加蓋取蓋裝置能夠自動有效完成對煙箱加蓋、取蓋工作,符合工廠自動化要求,節約人工,縮短加蓋、取蓋時間,同時避免人工操作過程中存在的安全隱患。
總結:
1.、通過“一種煙箱批量自動加蓋取蓋裝置”的實施,進一步加大了機械與電氣的相互協作。
2.、鍛煉了小組成員的團隊合作意識和科技創新意識。
3、提高了設備穩定性,提高了生產效率,降低了人力物力,解除安全隱患。
參考文獻:
[1]陳立德,機械設計基礎[M],2004.
[2]劉鴻文,材料力學,高等教育出版社1991
[3]芮延年,機電一體化系統設計[M],北京機械工業出版社,2004.
猜你喜歡
經營者(2016年12期)2016-10-21 07:39:01
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科學與財富(2016年28期)2016-10-14 21:28:54
科學與財富(2016年28期)2016-10-14 19:52:27
科學與財富(2016年28期)2016-10-14 19:49:55
科學與財富(2016年28期)2016-10-14 19:33:38
科學與財富(2016年28期)2016-10-14 03:14:22
