選區(qū)激光熔化成形316L 不銹鋼組織控制研究①
2022-07-06 05:05:18陳偉棟汪冰峰朱協(xié)彬陳浩宇張東坤
礦冶工程 2022年3期
關鍵詞:不銹鋼
陳偉棟, 汪冰峰, 朱協(xié)彬, 陳浩宇, 張東坤
(1.安徽工程大學 材料科學與工程學院,安徽 蕪湖 241000; 2.安徽工程大學 增材制造研究院,安徽 蕪湖 241000; 3.中南大學 材料科學與工程學院,湖南 長沙 410083)
選區(qū)激光熔化(Selective Laser Melting, SLM)是一種金屬增材制造(3D 打印)技術,它采用激光作為能量源,將粉末床特定區(qū)域的金屬粉末材料熔化后快速凝固成型為實體零部件,具有材料利用率高、制造周期短等優(yōu)勢,在高性能復雜結(jié)構(gòu)件制造等領域得到應用并有較大發(fā)展?jié)摿Γ?-3]。 316L 不銹鋼具有出色的耐腐蝕性、延展性和生物相容性,是選區(qū)激光熔化常用的材料,部分增材制造的316L 不銹鋼醫(yī)療植入體、熱核容器部件等已得到應用[4-5]。 國內(nèi)外研究人員從成型角度、熱處理工藝等方面探討了有關工藝參數(shù)對選區(qū)激光熔化316L 力學性能產(chǎn)生的影響[6-8],相關研究多從材料宏觀結(jié)構(gòu)或晶粒尺度方面展開,對介于二者尺度之間的熔池結(jié)構(gòu)變化關注較少,本文從3D 打印樣品的拉伸性能出發(fā),探討熔池結(jié)構(gòu)與體能量密度及力學性能的相關性。
1 實 驗
實驗中選區(qū)激光熔化使用的316L 不銹鋼粉末化學成分如表1 所示。 316L 不銹鋼粉末粒度分布及形貌見圖1。 316L 粉末的粒度分布范圍為17 ~78 μm,粒徑主要集中于35 μm,粉末整體球形度較好,同時也存在少量衛(wèi)星粉和不規(guī)則粉末。

表1 316L 不銹鋼材料化學成分(質(zhì)量分數(shù))/%

圖1 316L 不銹鋼粉末粒度范圍
采用SITI-SLM 150 金屬3D 打印機(上海產(chǎn)業(yè)技術研究院生產(chǎn))作為實驗樣品的成型設備,該設備配備波長1 064 nm 的光纖激光器,激光能量為高斯分布模式,最大激光功率500 W,掃描速度范圍500 ~8 000 mm/s,最小層厚20 μm。 選區(qū)激光熔化的打印工藝參數(shù)主要包括激光功率P(W)、掃描速度v(mm/s)、掃描間距h(μm)及鋪粉層厚t(μm)等,本文采用體能量密度E(J/mm3)對打印工藝參數(shù)進行綜合評價,更加全面地衡量不同打印參數(shù)組合作用于材料時的能量輸入量,體能量密度的計算公式[9]為:

具體打印工藝參數(shù)如表2 所示,分別以激光功率、掃描速度及掃描間距3 個參數(shù)為變量,鋪粉層厚均為40 μm,得到4 組不同體能量密度的參數(shù)組合,打印過程采用氮氣作為保護氣體。 由于正交掃描策略的打印件水平方向性能無明顯的各向異性[6],這里選取正交掃描策略進行實驗,以減小打印件水平方向性能的差異。

表2 打印工藝參數(shù)
打印樣品尺寸設計為12 mm × 12 mm× 38 mm 的長方體,打印完成的長方體試樣采用電火花線切割機進行拉伸試驗樣品加工,長方體剩余部分切割成小方塊留作金相觀察。 金相試樣拋光后選用王水溶液對樣品進行腐蝕,試樣微觀形貌照片分別用VHX 5000 超景深顯微鏡及Hitachi S-4800 掃描電子顯微鏡獲取;拉伸實驗樣品選用如圖2 所示的板狀拉伸試樣,拉伸試樣總長26 mm,標距長度8 mm,標距截面為3 mm ×3 mm 的正方形,拉伸實驗設備為Instron 3369 型電子萬能材料實驗機,拉伸速率2 mm/min。

圖2 板狀拉伸試樣
2 實驗結(jié)果及討論
2.1 SLM 316L 不銹鋼室溫拉伸性能
不同體能量密度下SLM 316L 不銹鋼樣品的拉伸強度變化如圖3 所示。 由圖可見,樣品不銹鋼抗拉強度首先隨打印體能量密度增大而提高,打印體能量密度從92.59 J/mm3增加到145.83 J/mm3,樣品抗拉強度由402.07 MPa 增加到498.48 MPa;再提高打印體能量密度,樣品抗拉強度下降。

圖3 不同體能量密度下樣品抗拉強度變化
2.2 微熔池組織特征
樣品的熔池堆疊結(jié)構(gòu)簡化模型如圖4 所示,Z軸方向為打印層的堆疊方向,X軸方向為鋪粉方向。 在正交掃描的打印策略下,熔池堆積情況在XOZ平面能夠較為清楚地被觀測到,故熔池的組織表征選取XOZ平面作為最佳觀測面。

圖4 熔池結(jié)構(gòu)的簡化模型
不同體能量密度下熔池形貌及尺寸有明顯差異,因此有必要對熔池的尺寸進行統(tǒng)計分析。 熔池寬度w(μm)和深度d(μm)選取方式如圖4(b)所示,熔池呈非規(guī)則的幾何形狀,且形狀及大小隨體能量密度變化而改變,無法用公式準確計算熔池面積。 熔池寬度及深度為主要的熔池尺寸,能夠表達熔池的基本形狀特征,可以將輪廓重疊的平行四邊形面積等效為熔池近似面積s(μm2):

熔池近似面積計算存在一定的誤差,誤差主要來源于圖4(b)中陰影部分,通過圖像處理軟件選取不同形貌熔池進行標準面積計算,對熔池近似面積進行誤差分析,發(fā)現(xiàn)熔池近似面積統(tǒng)計的誤差在10%以內(nèi)。
SLM 316L 不銹鋼試樣微觀結(jié)構(gòu)見圖5。 在打印樣品的縱切平面(XOZ平面)能夠觀察到如圖5(a)所示的一層魚鱗狀微熔池和一層長條帶狀熔池交替相互堆疊。 從打印樣品的橫切平面(XOY平面)觀察,可以看到激光掃描產(chǎn)生的熔道軌跡線。 樣品的熔池寬度與橫切面觀察到的單道寬度一致,而且熔池的寬度與深度均會隨工藝參數(shù)不同而改變。 相鄰熔池間相互交疊部分的重熔區(qū)域也會發(fā)生變化,對于缺陷及柱狀晶的形成有一定影響。 從觀察結(jié)果可以看出,SLM 316L 不銹鋼試樣的微觀組織與鑄造、軋制等方法加工的奧氏體不銹鋼組織形貌[10-11]有較為明顯的區(qū)別。

圖5 SLM 316L 不銹鋼試樣微觀結(jié)構(gòu)
不同體能量密度下打印的樣品熔池結(jié)構(gòu)如圖6所示。 體能量密度92.59 J/mm3時,其熔池結(jié)構(gòu)形貌不一,大小有明顯差異,如圖6(a)中Ⅰ、Ⅱ位置的熔池,且熔池整體深度相對較淺,平均深度約39.98 μm。體能量密度138.89 J/mm3時(如圖6(b)所示),熔池結(jié)構(gòu)形貌相對規(guī)則,尺寸也較大,熔池平均深度為72.11 μm、平均寬度為152.06 μm。 打印體能量密度145.83 J/mm3時,熔池平均深度達到76.64 μm、平均寬度為160.25 μm,熔池形貌、尺寸相對均勻(如圖6(c)中Ⅰ、Ⅱ熔池所示)。 如圖6(d)所示,體能量密度達到162.04 J/mm3時,熔池平均寬度達到180.86 μm,平均深度56.41 μm,熔池寬度遠大于深度。

圖6 不同體能量密度下樣品的熔池形貌
通過測量、計算得到的SLM 316L 不銹鋼體能量密度與熔池近似面積的關系如圖7 所示。 隨著體能量密度增大,熔池近似面積呈現(xiàn)出先增大后減小的趨勢,體能量密度為145.83 J/mm3時,熔池近似面積達到最大。 由此可以說明,通過控制打印的體能量密度,能夠調(diào)控選區(qū)激光熔化316L 不銹鋼的微觀組織結(jié)構(gòu)。

圖7 體能量密度與熔池近似面積的關系
2.3 微熔池對拉伸性能的影響
體能量密度對熔池近似面積以及樣品抗拉強度的影響如圖8 所示。 在不同的工藝參數(shù)組合情況下,得到的材料熔池結(jié)構(gòu)和抗拉強度有較明顯的差異。 熔池近似面積較小的時候樣品抗拉強度較小,在達到最大近似面積之前,抗拉強度隨著熔池尺寸增加呈現(xiàn)增大的趨勢,熔池近似面積達到最大時抗拉強度也達到峰值;但體能量密度過大時,熔池近似面積及抗拉強度都降低。
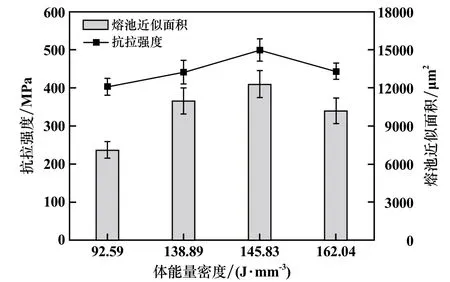
圖8 體能量密度對熔池面積和抗拉強度的影響
熔池近似面積及形貌、材料抗拉強度都與體能量密度有相關性,由此斷定選區(qū)激光熔化316L 不銹鋼樣品的熔池形成與打印過程中的能量輸入大小緊密相關。 體能量密度較小時,熔池深度較淺且鋪展范圍小,部分區(qū)域粉末熔化不充分,使得樣品局部出現(xiàn)高度差異,表面粗糙度增大,導致下一層鋪粉的厚薄不均勻,熔池呈現(xiàn)如圖6(a)所示高低不一、雜亂的排列。 體能量密度增大,粉末熔化所需要的能量充足,每層粉末都能夠充分熔化,無殘留未熔粉末,熔池的深度和寬度增大,形成如圖6(c)中規(guī)則的魚鱗形狀熔池,且排列較為整齊。 體能量密度較高時,能量輸入過量,粉末熔化后的狀態(tài)不穩(wěn)定,熔池的鋪展范圍增大,出現(xiàn)如圖6(d)所示較寬的熔池,熔滴向熔池兩邊擴展,熔池形狀呈現(xiàn)為近似紡錘狀。
體能量密度較小時,熔池近似面積對應較小,在單位面積內(nèi)熔池邊界的占比相對較高。 隨體能量密度增大,熔池尺寸也增大,單位面積熔池邊界占比下降。 而能量密度繼續(xù)增大時,單個熔池近似面積增加,同時熔池間相互交疊面積增大,熔池邊界占比增加。 對拉伸試樣的斷口進行表征分析,發(fā)現(xiàn)裂紋傾向于沿著熔池邊界發(fā)生及擴展并最終斷裂,拉伸試樣樣品的斷口剖面微觀結(jié)構(gòu)如圖9 所示。 熔池的開裂從熔池邊界開始,相鄰的熔池沿著熔池邊界被撕裂,見圖9(a)。 斷裂發(fā)生后,熔池沿邊界處逐漸分離并最終剝離開,斷口處留下如圖9(b)所示的熔池邊界。 由此可以說明,在承受拉伸載荷時,熔池邊界為樣品的薄弱區(qū)域。 抗拉強度相對較低的試樣,其熔池近似面積小,單位面積的熔池線占比相對較高,因而在拉伸過程中破壞更容易發(fā)生。 相反,熔池近似面積大,其熔池邊界占比小,有利于保持良好的拉伸性能。
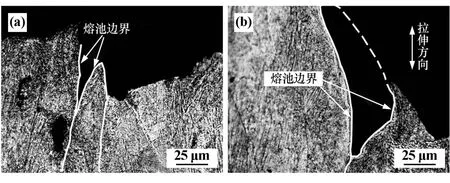
圖9 拉伸斷口剖面微觀結(jié)構(gòu)
3 結(jié) 論
1) 采用選區(qū)激光熔化技術,制備了316L 不銹鋼3D 打印樣品,在實驗范圍內(nèi)(打印體能量密度從92.59 J/mm3增大到162.04 J/mm3),3D 打印樣品抗拉強度先增大后下降,體能量密度145.83 J/mm3時,抗拉強度達到峰值498.48 MPa。
2) 3D 打印樣品的XOY平面可以觀察到平行排列的熔道,XOZ平面為層層堆積的魚鱗狀微熔池,熔池的形貌和尺寸與體能量密度相關,熔池近似面積隨體能量密度提高先增大后降低。
3) 3D 打印樣品室溫拉伸性能與微熔池的形貌結(jié)構(gòu)有明顯相關性,在拉伸過程中會沿熔池邊界發(fā)生破壞,熔池近似面積越大,熔池邊界占比小,樣品抗拉強度相對較高。
4) 通過調(diào)整3D 打印工藝參數(shù),可以控制打印體能量密度,從而調(diào)控選區(qū)激光熔化316L 不銹鋼粉末的熔池尺寸,達到調(diào)控材料力學性能的目的。
猜你喜歡
趣味(數(shù)學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
