不銹鋼DRAPL 線軋機段速度及活套量計算
2022-07-07 10:41:46董偉明曹永明
一重技術 2022年3期
董偉明,曹永明
如今,冷連軋機軋制不銹鋼技術已經比較成熟,越來越多的企業選擇使用連軋生產不銹鋼產品。
采用連軋生產不銹鋼,投資少、成材率高、生產節奏快、運行成本低,已成為不銹鋼冷軋生產的發展趨勢。區別于傳統連軋及退火酸洗機組,20 世紀90 年代國際上新開發的直接軋制退火酸洗機組能夠將熱軋不銹鋼原料卷經過連續軋制、退火、酸洗生產出合格的冷軋不銹鋼帶,有效降低生產成本,滿足市場需求。
1 機組整體方案
某軋鋼廠新850 mm 十八輥三機架冷軋連續退火酸洗機組,在常溫狀態下將材質為200 系、300系,最大厚度2.4 mm、寬度≤750 mm 的不銹鋼熱軋卷經過連續軋制、退火、酸洗生產出多種規格的帶卷(見表1,圖1)。

圖1 不銹鋼DRAPL 機組工藝流程圖

表1 產品大綱
1.1 工藝過程概述
(1) 入口段
熱軋不銹鋼鋼卷通過天車吊至入口鋼卷鞍座上,人工拆除捆帶;由鋼卷車將鋼卷鞍座送至開卷機上卷;為縮短等待時間,機組入口設兩臺開卷機(帶CPC) 交替開卷。
通過開卷機、導板臺,引出帶鋼頭部送入五輥矯直機矯直頭部。隨后,由切頭剪切除帶鋼頭部或尾部的超差部分。切頭剪后設有廢料收集裝置,用于將最大長度1.0 m 的頭尾超差部分收集后運往線外。
帶頭進入焊機后和前一鋼卷的帶尾焊在一起。焊后在焊縫兩端沖切月牙彎,使兩卷帶鋼之間平滑過渡,保證焊縫順利通過后面的設備。在焊機C型架前后各設2 套側導對中裝置。同時,為了方便焊機操作,在焊機前后設有起套裝置。
焊接完畢后,入口段設備同時加速到充套速度進行充套,入口活套充滿后,入口段速度降至軋機段速度運行。設置入口活套的目的是確保在入口段換卷焊接時軋機段能夠連續軋制。與此同時,另一套入口開卷設備完成下一卷帶鋼的開卷準備工作,以便在短時間內完成焊接,保證機組連續運行。入口活套和焊機之間設置張力輥,用于控制開卷和活套內的張力,在張力輥之后設置1 套糾偏裝置,保證帶鋼進入地下入口活套時不跑偏。
入口活套內共設有3 套糾偏裝置,在出口設1套糾偏裝置以確保帶鋼在活套內對中;在軋機入口設一套雙輥糾偏裝置,確保帶鋼對中進入軋機。入口活套共六層,由1 臺卷揚機驅動。活套車行程90 m,總套量約540 m。活套采用跟隨托輥小車。
(2) 軋機段
主要由焊縫檢測儀、張力輥、測厚儀、張力計、測速編碼器、3 機架連軋機、換輥車及脫脂段等組成。
通過測厚儀、張力計、軋機AGC 聯合動作,可自動調節壓下量;軋機依據輥徑和軋制線高度設定目標值自動調整軋制線高度;依靠各軋機間測速編碼器測得的進口和出口速度來控制帶鋼軋制速度;依據由各軋機電機的轉矩回饋間接控制各段帶鋼的張力或通過張力計回饋直接控制帶鋼張力;以軋機壓下率、輥縫、厚度測量、進出口速度回饋及質量秒流量實現厚度自動控制;通過軋機機架傾斜、中間輥抽動和正負彎輥控制板形。3 架軋機均采用推上AGC 系統,軋制線調整裝置設置在機架頂部。當焊縫檢測儀檢測到焊縫時,軋機段減張、減速使焊縫通過。為防止軋機出口張力輥組打滑,在軋機出口設置脫脂段,清除帶鋼表面殘留的乳化液殘油。
(3) 軋機活套段(爐前活套段)
軋機段之后設有軋機活套,在軋機活套的入口、中部和出口設有糾偏裝置,保證帶鋼連續對中運行。活套之后設有張力輥組,用于控制爐區和活套內的張力。在爐子入口設有張力計輥,對爐子內的張力進行直接控制。軋機活套共六層,由1 臺卷揚機驅動。活套車行程145 m,總套量約870 m,活套采用跟隨托輥小車。
(4) 工藝段
由退火爐、冷卻段、糾偏輥、張力輥、張力計、破磷機、拋丸機及混酸酸洗、最終沖洗及干燥等組成。
(5) 出口段
在酸洗段后設有出口活套,在出口活套的入口、中部和出口設有糾偏裝置及張力輥,保證帶鋼連續對中運行。活套車行程大約125 m,總套量約750 m。活套采用跟隨托輥小車。
在焊縫通過出口糾偏、轉向后進入質量檢查室對板帶進行檢測,然后經轉向張力輥進入出口分切剪。
分切后的帶鋼尾部通過轉向夾送輥在卷取機壓輥配合下,在卷取機上成卷。出口鋼卷小車將鋼卷從卷筒上卸下,運送到出口鋼卷鞍座上。
機組出口設有1 臺卷取機,卷取后設置2 個鋼卷鞍座及1 個稱重鞍座。
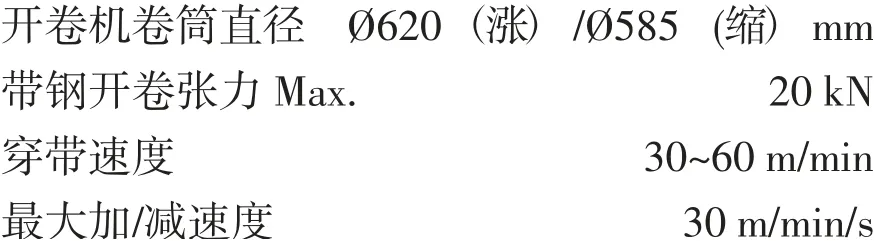
1.2 機組主要技術參數

2 工藝方案設計
各區域的運行速度及活套量是保證全線穩定正常運行的重要參數,同時,在滿足功能的條件下,為了盡可能使全線配置合理,應盡可能減小電機功率和活套量,最大程度減少區域設備的加減速動作和設備故障,提高生產效率,保證全線穩定運行。為此,本文針對本機組軋機段速度及活套量等工藝參數詳細分析計算。
該處理線的核心是加熱爐,所以必須以加熱爐做為基準,分別向前、向后確定各區域的速度與活套量(見圖2)。
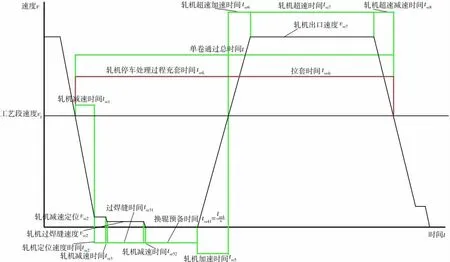
圖2 連軋機與爐區速度平衡圖
首先,筆者根據產品大綱中帶卷的平均規格計算機組的平均生產能力,然后根據計算的機組平均速度確定退火爐的平均TV 值,根據實際經驗及考慮產能擴充或品種規格擴充等因素修正TV=180 m/min·mm。

連軋機出口速度應滿足在連軋機停車換輥期間,退火爐能穩速運行,即在下一個焊縫到達軋機入口時,可以將爐前活套充滿。筆者按產品大綱選取典型規格寬度B=650 mm,入口厚度T=2.0 mm,軋機出口厚度T=1.2 mm,卷重W=16 t,成品帶鋼長度S=2 597 m,此時爐子處理帶材速度為最大vf=TV/1.2=150 m/min。
2.1 充套段
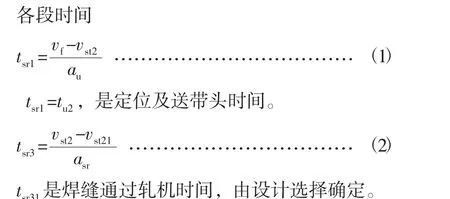


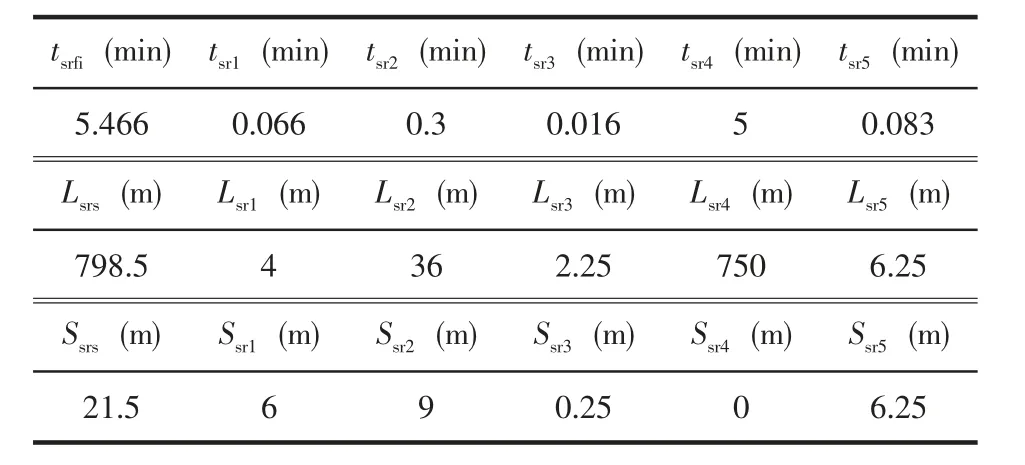
表2 充套段計算結果
充套段驗證,該段內通過帶長+充套量應等于該時間內以工藝速度通過的帶長:

2.2 拉套段

2.3 軋機出口速度


表3 拉套段計算結果
考慮余量后,軋機出口速度vexcm定為225 m/min,爐前活套長度定為870 m。
2.4 綜合驗證
以上是黑皮軋制連續退火酸洗機組中退火速度、軋機入、出口速度,爐前活套速度及套量的詳細計算過程,酸洗段跟隨爐子運行速度vp=vf;機組其他參數,如開卷速度、入口活套量、卷取前充套量及卷取速度等均以爐子為核心,向機組兩側推導得到,本文不再贅述。
3 結 語
該連續退火酸洗生產線工藝方案依托在建項目進行全新開發設計,目前已經進入制造階段,投產后勢必滿足用戶的產品要求,降低生產成本,提升市場競爭力。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
