端面槽車削刀具的設計制造與應用
2022-07-07 12:41:30黃科峰周春然
大眾標準化 2022年12期
黃科峰,周春然
(江蘇省常州技師學院,江蘇 常州 213000)
1 前言
世界技能大賽被譽為“技能奧林匹克”,是世界技能組織成員展示和交流職業技能的重要平臺。在眾多世賽項目中制造團隊挑戰賽是唯一一個三人團隊賽,并由產品設計、數控銑、普銑、普車、焊接、電子裝配以及成本(加工時間成本、工具運輸成本)等多個模塊組成的競賽項目。如圖1 所示,為第46 屆世界技能大賽“制造團隊挑戰賽項目”國家隊淘汰賽的車工賽題(節選)。其中端面槽涉及裝配且具有尺寸要求(尺寸要求:工件長度150±0.02 mm;端面槽尺寸要求:徑向寬度2×4 +0.02 mm,軸向深度2×4.5-0.02 mm);根據技術文件要求,該零件使用CA6136 型普通車床加工。
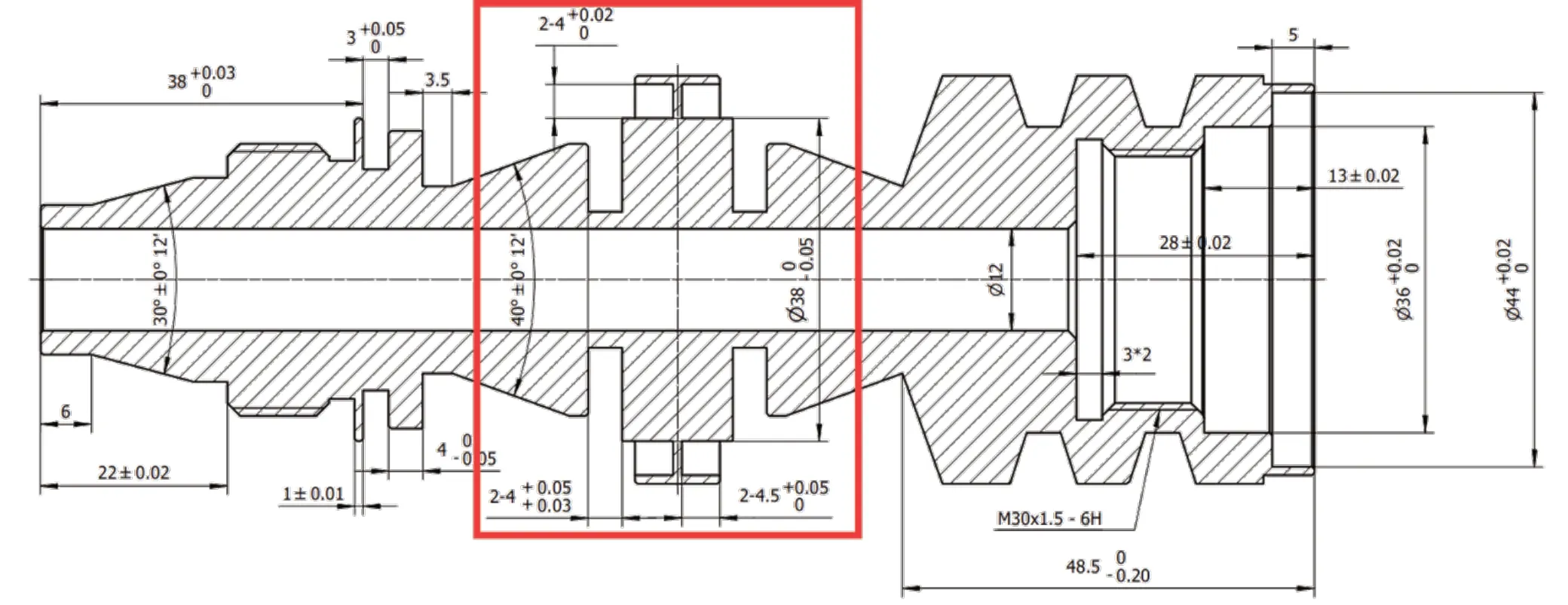
圖1 賽題二維圖紙
2 設計背景
在機夾刀具市場上的主流產品主要定位在企業單一產品生產上,通用性、工藝范圍較窄。在一些產品中有多個端面溝槽則需要多把不同規格的刀具完成,加工成本高、效率低下。競賽方面在世界技能大賽第45 屆、第46 屆全國選拔賽中、國家隊集訓選拔中均出現一些特形端面溝槽,其形狀復雜、尺寸精度要求高、加工難度大且市場無對應車削刀具的情況。尤其在第46 屆全國選拔賽中,針對樣題中端面槽的車削僅有個別企業可以提供解決方案,產品昂貴且工藝范圍極窄的專用刀具,端面槽尺寸一旦改變,將無法滿足使用。在競賽要求日益提高的今天,對切削刀具性能的提升十分迫切。
3 端面槽車削中面臨的問題
如圖1 所示,為第46 屆世界技能大賽“制造團隊挑戰賽項目”國家隊淘汰賽的車工賽題(節選),材料為2A12-T4;其中端面槽涉及裝配且有尺寸要求。該端面槽大徑φ46 mm,外圓φ48 mm,單邊僅有1 mm;在切削力的作用下易產生變形與振動,使工件的幾何精度和表面質量降低。工件易吸收切削過程中產生的切削熱,使工件產生較大的軸向膨脹后加劇變形的同時又增加振動,甚至可能產生粘刀現象,造成無法加工。若沒有恰當的刀具,尺寸超差的風險將會提高。
在對端面槽車削刀具的設計時應滿足以下幾個基本要求,以保證加工工件所要求的形狀、尺寸、精度和表面質量。①加工生產率高。②具有足夠的強度、剛度和韌性。③切削性能優良,耐用度高。④結構合理,工藝性好,便于制造,制造成本低。⑤針對上述情況刀具設計基本要求。
經過對上述問題以及實際情況的分析,該端面槽應當在滿足以下條件的基礎上盡可能方便參賽選手的使用和降低刀具的重量,以便創造一定優勢。①該零件端面槽切削過程中軸向下刀空間小,刀頭尺寸應滿足小于25 mm;②徑向首次切削直徑應滿足φ38~46 mm 范圍;③切削深度應大于4.5 mm,且具有一定排屑空間;④刀具鋒利,切削性能良好;⑤刀片更換簡單方便,品牌融合度高;⑥盡可能使用一把端面切槽刀切出左右兩側端面槽。
4 刀具設計
為滿足上述問題,筆者設計了圖2 所示的“T 型”端面槽刀具。其特點為:“T”型刀頭設計,刀頭寬度達到20 mm,有效切深5.5 mm,應用過程中左右兩側均可進行切削,以應對一定環境下左/右手刀具的頻繁切換安裝問題;刀片裝夾部分結構與多個品牌兼容,刀片可進行互換;調整方便,半分鐘即可完成刀片的更換與對刀;工藝范圍上首次切削直徑做到了(DAXN-DAXX)Φ20~50 mm 的 較 大 范 圍; 操 作方法與一般常見刀具產品無異,但是擴大了加工范圍和應用環境,切削性能良好,提高了生產效率,間接降低了應用成本。
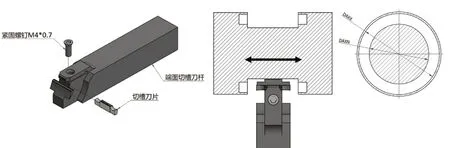
圖2 T 型端面槽刀具
5 材料的選用
車削刀具的刀桿材料一般為鋼制,但是為了降低刀桿重量,所以對7xxx、2xxx、6xxx 系鋁合金進行了分析,7xxx 系列代表7075 合金是一種可熱處理強化的高強鋁合金,具有高的比強度和優越的加工性能,作為輕質結構材料廣泛地應用于航空航天、車船軍工、民用生活等領域;2xxx 系列代表2014 的特點是硬度較高,其中以銅原屬含量最高,在3%~5%,2xxx 系列鋁板屬于航空鋁材,目前在常規工業中不常應用;6xxx 系列代表6061 中等強度,集中了4xxx 系列和5xxx 系列的優點,6061 是一種冷處理鋁鍛造產品,適用于對抗腐蝕性、氧化性要求高的應用,可使用性好,接口特點優良,容易涂層,加工性好。典型用途:66xxx 系列鋁合金作為綜合性能良好的鋁合金,因其較小的密度、良好的耐蝕性和成形性等優點,被廣泛應用于汽車和建筑行業。
經過比較,本次刀桿輕量化的選材使用6061-T6材料進行試驗,如表1,選用尺寸(長×寬×高)110 mm×20 mm×20 mm;雖然應用于車削刀桿制造方面的研究卻較少,但是目前已有少量產品使用鋁材料作為刀桿,例如比較成熟的高強鋁制面銑刀刀盤,在銑削效果上絲毫沒有削弱且大幅降低了主軸載荷。高強鋁制鏜孔刀座,在不降低切削效果的基礎上重量大幅度降低。被加工材料2A12-T4,刀具切削部分(刀片)為硬質合金,采用端面切槽加工形式,如表2 所示。

表1 刀桿材料

表2 刀具與被加工材料
6 端面槽刀桿的靜態分析
6.1 刀桿的受力分析與載荷計算
作用在該端面切槽刀的切削力包括主切削力Fc(主切削力Fz)、背向力Fp(徑向力Fy)、進給力Ff(軸向力Fx),如圖3 所示;主切削力垂直于工作平面,與切削速度方向一致,它是諸多分離中最大的一個,消耗的動力最多,會使刀桿產生彎曲。背向進給方向平行,當夾具、刀具等剛性不足時,易產生變形和震動,影響精度和工件表面質量。進給力與縱向進給方向平行,當刀具剛性不足時,有使車刀刀桿向切削速度方向彎曲的可能。

圖3 車削中切削力與切削分力
6.2 施加約束和載荷進行分析
為了進一步驗證鋁制刀桿的可行性,分別以粗加工f=0.5 mm/r,ap=3.0 mm、精加工f=0.1 mm/r,ap=0.2 mm 時所計算出的兩組數據對鋁制刀桿和鋼制刀桿進行施加載荷(表3)。

表3 載荷計算
進行靜態力學分析后查看X、Y、Z 方向的最大位移量,并作比較。由于Y 方向上承受的是最大主切削力,所以3 個方向相比較,Y 方向的位移量最大(0.038 638 8 mm);同等的力施加在45#鋼制刀桿上時依舊是Y 方向的位移量最大(0.022 638 2 mm)。在精加工靜態分析中,將鋁制刀桿與鋼制刀桿各方向的位移量數據相比較,位移量及差值都很小(表格4、表格5),完全能夠滿足使用需求。

表4 當刀桿材料為6061-T6 材料時的位移數據

表5 當刀桿材料為45#鋼時的位移數據
7 加工工藝過程及效果
尺寸要求:工件長度150±0.02 mm,端面槽尺寸要求:徑向寬度2×4 +0.02 mm,軸向深度2×4.5-0.02 mm;在滿足競賽規則的基礎上,為了最大程度降低加工時長以及達到零件裝配要求(裝配尺寸鏈為閉環),在對競賽設備(CA6136 普通車床)綜合分析后,選擇兩次裝夾完成工件。第一次裝夾,第一步:夾持毛坯且懸伸長度大于工件長度,粗加工外形保留0.5 mm 精加工余量,端面保留0.05 mm 精加工余量;第二步:鉆孔;第三步:精加工外形至尺寸要求;第四步:端面槽加工,為了保證尺寸精度分為粗加工和精加工;第五步:切斷;第二次裝夾:粗精加工右端內輪廓至尺寸要求。
在端面槽切削加工過程中,車床轉速800~1 600 r/min 之間,手動進給狀態下排屑順暢,表面質量可達到Ra0.8μm,有良好的切削表現;減少了換裝刀具的裝夾次數,使用方便快捷;完全滿足使用需求。
為了降低刀具重量,最終采用了6061-T6 鋁合金材料應用于刀桿制造,經過表面硬化處理后的應用表現,在切削要素一致的情況下與普通鋼制刀桿基本無異。
8 結語
采用該端面槽切削刀具后,滿足了競賽試題的切削需求,減少了所帶刀具數量以及頻繁換刀次數;對優化加工工藝起到了積極作用,提高了加工效率,這在競賽過程中無疑是非常重要的。雖然目前僅有少量產品使用高強鋁作為刀桿材料,但是高強鋁制面銑刀刀盤,在銑削效果上絲毫沒有削弱且大幅降低了主軸載荷。另外用該型號鋁合金制作的鏜孔刀座,在不降低切削效果的基礎上重量大幅度降低;這也在降低刀具系統重量的思路上得到了新的啟發。
