一種自黏性預(yù)浸料蜂窩夾層結(jié)構(gòu)制備工藝研究
2022-07-11 12:31:12王婷婷張寶艷閆鴻琛馬兆丹石峰暉
民用飛機(jī)設(shè)計與研究 2022年1期
關(guān)鍵詞:工藝
許 虎 王婷婷 張寶艷 閆鴻琛 馬兆丹 石峰暉
(1. 中國航空制造技術(shù)研究院,北京 100024;2. 中國航空制造技術(shù)研究院復(fù)合材料技術(shù)中心,北京 101300)
0 引言
蜂窩夾層結(jié)構(gòu)是由兩塊高強(qiáng)度的上下蒙皮和充填其中的蜂窩夾芯組成,當(dāng)夾芯板彎曲時,上下蒙皮分別承受拉伸載荷與壓縮載荷,此時芯材傳遞剪切載荷。與實心結(jié)構(gòu)相比,比剛度、比強(qiáng)度好,減重效果極為明顯,是一種高效結(jié)構(gòu)材料,已廣泛應(yīng)用于航空航天、船舶、高鐵、建筑、汽車等多個軍用及民用領(lǐng)域。
制備蜂窩夾層復(fù)合材料,通常以預(yù)浸料作為蒙皮以提高承載能力,還需使用膠膜用于蒙皮與芯材的粘接。膠膜可以較大幅度的改善夾層結(jié)構(gòu)的粘接強(qiáng)度,但同時也帶來了復(fù)合材料重量增大、成本上升等問題。同時,蒙皮預(yù)浸料和粘接膠膜的工藝性也需要相匹配。針對膠膜粘接夾芯結(jié)構(gòu)帶來的成本上升、重量增大等問題,以及膠接材料介電性能對透波性能的影響,采用自黏性預(yù)浸料,制備無膠膜夾芯結(jié)構(gòu)是一種較好的解決方法。
本文采用ACTECH1210自黏性透波環(huán)氧預(yù)浸料與Nomex蜂窩制備夾層結(jié)構(gòu),分別采用熱壓罐固化工藝,模壓成型固化工藝制備蜂窩夾層結(jié)構(gòu)。通過滾筒剝離試驗表征夾層板的粘接強(qiáng)度。研究了制備過程中,加壓時機(jī)、組裝方式、施加壓力大小等關(guān)鍵工藝參數(shù)對于粘接強(qiáng)度的影響。研究結(jié)果為實際工程應(yīng)用的工藝參數(shù)選擇提供了重要參考。
1 實驗材料及方法
1.1 原料
樹脂:自制環(huán)氧樹脂體系,牌號ACTECH1210。
玻璃纖維織物:SW220D,南京玻璃纖維研究設(shè)計院有限公司,性能如表1所示。
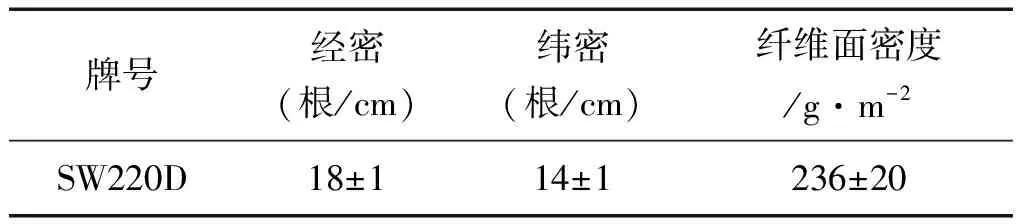
表1 玻璃纖維織物性能性能
芳綸蜂窩:NH-1-1.83-48-12,航空工業(yè)復(fù)材。
1.2 預(yù)浸料制備
采用熱熔兩步法將ACTECH1210與SW220D玻璃纖維織物復(fù)合制備預(yù)浸料。預(yù)浸料性能如表2所示。
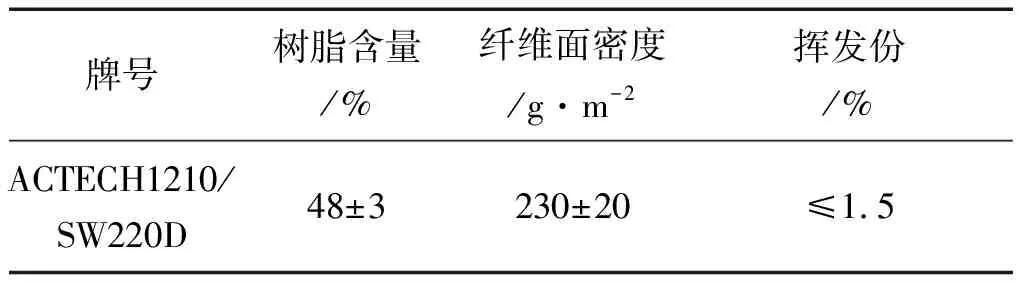
表2 ACTECH?1210/SW220D預(yù)浸料物理性能
1.3 蜂窩夾層結(jié)構(gòu)制備
將蜂窩裁切為420 mm×420 mm大小,預(yù)浸料裁剪為與蜂窩等尺寸,鋪覆在蜂窩表面,蜂窩上下各鋪覆三層預(yù)浸料,預(yù)浸料經(jīng)向與蜂窩條帶方向一致。鋪貼完成后進(jìn)行組裝,組裝示意圖如圖1所示,其中上下蓋板尺寸均為420 mm×420 mm。
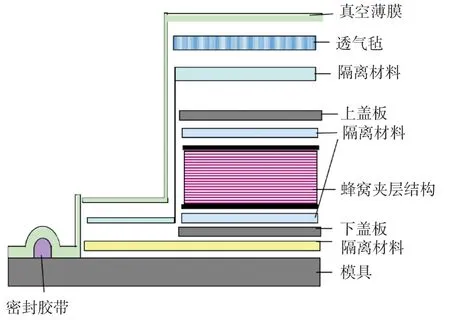
圖1 蜂窩組裝示意圖
樹脂黏度不僅會影響樹脂對于增強(qiáng)纖維的浸潤程度,在蜂窩夾層結(jié)構(gòu)制備過程中,樹脂黏度也會影響固化成型過程中預(yù)浸料與蜂窩的粘接狀態(tài)。除了樹脂的黏度,凝膠時間也會影響蜂窩夾層結(jié)構(gòu)的成型質(zhì)量。凝膠時間短,樹脂流動不足,對成型質(zhì)量產(chǎn)生不利影響;反之,凝膠時間長,則夾層結(jié)構(gòu)固化反應(yīng)慢,同樣不利于預(yù)浸料與蜂窩的粘接。因此,想要得到良好的樹脂浸潤率,較低的孔隙率以及較高的蜂窩粘接強(qiáng)度,固化成型過程中必須保證樹脂的黏度與凝膠時間適宜。
前期研究中,已根據(jù)ACTECH1210樹脂體系流變性能、凝膠時間及DSC反應(yīng)曲線等,初步確定蜂窩夾層板固化工藝參數(shù),如圖2所示。在蜂窩夾層板成型過程中,預(yù)浸料中的揮發(fā)分和小分子需要時間揮發(fā)出去,升溫速率過快容易在膠層中形成氣孔,影響膠瘤的形成及其質(zhì)量,從而影響粘接強(qiáng)度,因此,升溫速率應(yīng)快慢適宜。制備蜂窩夾層板時,升溫速率為1℃/min~3℃/min,130℃下保溫120 min,保壓降溫至60℃,降溫速率不高于2℃/min。蜂窩夾層板采用芳綸紙蜂窩,壓力過大會導(dǎo)致蜂窩壓塌等缺陷,因而初始施加壓力通常不大于0.3 MPa。
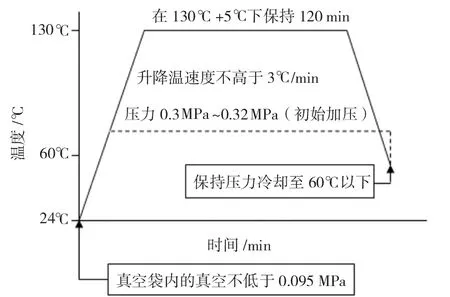
圖2 蜂窩夾層板固化工藝
蜂窩夾層板通常采用熱壓罐工藝成型,它的優(yōu)點在于能夠在大范圍內(nèi)提供工藝所需的外加壓力、真空及好的溫度精度,可以滿足不同材料對成型工藝條件的不同要求。熱壓罐成型的蜂窩夾層結(jié)構(gòu)件具有樹脂分布均勻、內(nèi)部質(zhì)量良好、力學(xué)性能優(yōu)異等優(yōu)點。模壓成型工藝同樣具有成型壓力大、成型效率高的優(yōu)點,并且經(jīng)濟(jì)性好,同時又能夠準(zhǔn)確保證夾層結(jié)構(gòu)的厚度和尺寸,也十分適用于蜂窩夾層結(jié)構(gòu)的成型。
分別采用熱壓罐成型及模壓成型工藝,根據(jù)前期研究中樹脂體系特性,選取夾層結(jié)構(gòu)固化成型過程中的關(guān)鍵參數(shù):組裝方式、加壓時機(jī)、施加壓力大小,設(shè)置實驗方案,蜂窩夾層板制備方案如表3所示。采用熱壓罐成型時,組裝方式選擇上下蓋板組裝以及僅用下蓋板組裝方式,100℃時加壓0.3 MPa進(jìn)行固化。加壓時機(jī)分別采取65℃、100℃和起始加壓。模壓成型工藝中,僅用下蓋板組裝,加壓時機(jī)則分別選取65℃、100℃和130℃,施加壓力0.4 MPa。
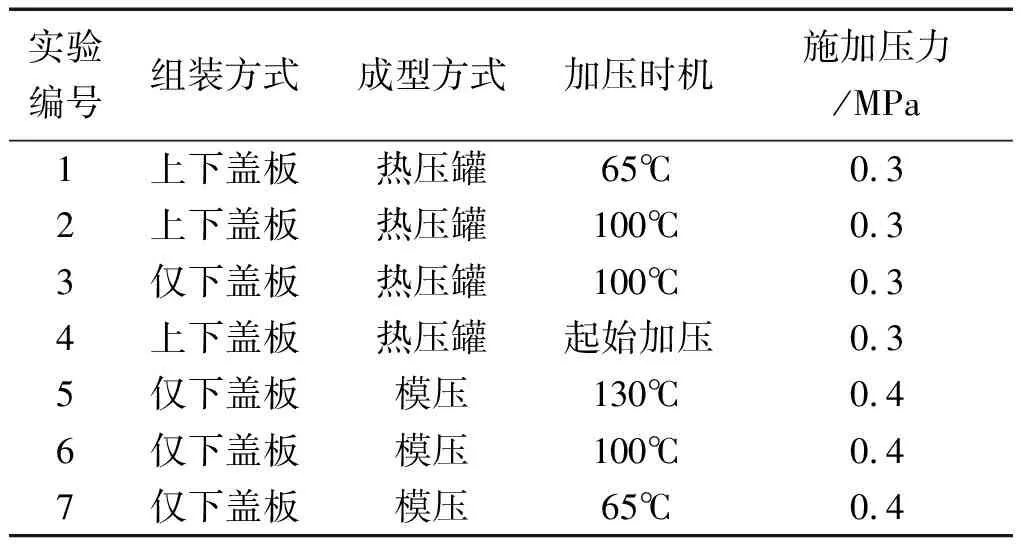
表3 蜂窩夾層板制備方案
1.4 性能測試
夾層結(jié)構(gòu)強(qiáng)度(尤其層內(nèi)剪切強(qiáng)度及平面拉伸強(qiáng)度)由面板與芯材的粘接質(zhì)量決定。當(dāng)蜂窩作為芯材時,其與面板粘接的蜂窩壁面積非常小,結(jié)構(gòu)強(qiáng)度依賴于界面處膠瘤的生成。滾筒剝離試驗適用于測量比較柔軟的被膠接件和剛性被膠接件之間膠黏劑的剝離阻抗,以及在規(guī)定條件下進(jìn)行試驗時夾層結(jié)構(gòu)比較柔軟的面板及其芯材之間膠黏劑的剝離阻抗。滾筒剝離強(qiáng)度可以有效表征蜂窩夾層結(jié)構(gòu)的粘接強(qiáng)度。
采用滾筒剝離強(qiáng)度表征面板與芯材間粘接強(qiáng)度,滾筒剝離強(qiáng)度按ASTM D 1781標(biāo)準(zhǔn)進(jìn)行測試,試驗件尺寸為350 mm×76 mm,試驗件示意圖如下圖3所示。
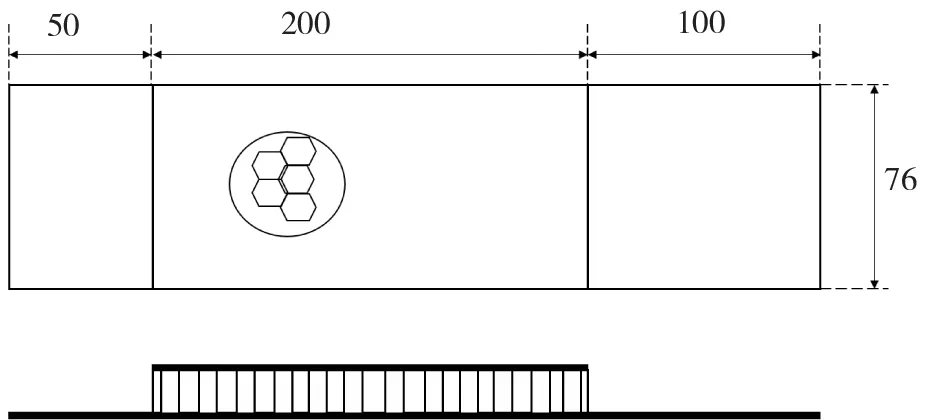
圖3 蜂窩夾層板試驗件示意圖
2 結(jié)果與討論
蜂窩夾層板的滾筒剝離強(qiáng)度一般由蜂窩與粘接面板分離時單位寬度上的抗剝離力矩來表征。作為非承力件,滾筒剝離強(qiáng)度設(shè)計指標(biāo)值一般定為不小于30 (N·mm)/mm。
滾筒剝離試驗通過滾筒將蜂窩面板從試樣上剝離下來,試驗是將組合件夾持在試驗機(jī)上完成的,平均剝離載荷用標(biāo)準(zhǔn)公式來確定。平均剝離扭矩采用下式計算:
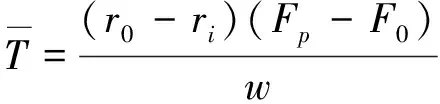
(1)

對7組實驗所得制件進(jìn)行滾筒剝離測試,所得測試結(jié)果如表4所示。
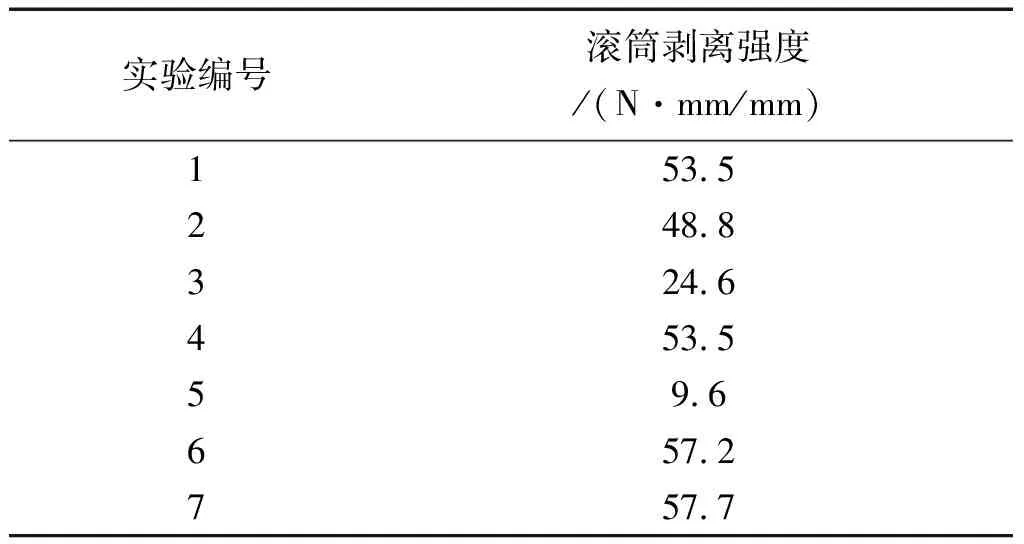
表4 蜂窩夾層板滾筒剝離強(qiáng)度
2.1 加壓時機(jī)
隨著初始加壓溫度的升高,蜂窩夾層板的滾筒剝離強(qiáng)度呈現(xiàn)出先不變后下降的趨勢。對比加壓時機(jī)分別為起始加壓、65℃加壓、100℃加壓的1、2、4實驗組,可知對于熱壓罐成型,起始加壓或65℃加壓較為適宜,滾筒剝離強(qiáng)度均為53.5 (N·mm)/mm。100℃加壓滾筒剝離強(qiáng)度略有下降,為48.8 (N·mm)/mm,下降了8.8%。對于熱壓罐成型的蜂窩夾層板來說,65℃之前加壓較為合適。對比加壓時機(jī)分別為65℃、100℃和130℃的5、6和7三組可知,對于模壓成型,65℃加壓或100℃加壓均可,滾筒剝離強(qiáng)度分別為57.7 (N·mm)/mm與57.2 (N·mm)/mm;而130℃加壓時,滾筒剝離強(qiáng)度僅有9.6 (N·mm)/mm,遠(yuǎn)低于前面兩組。可知,蜂窩夾層板采用模壓成型時,加壓時機(jī)在100℃及之前較為適宜。
蜂窩夾層板在成型時,環(huán)氧樹脂由于受到擠壓溢出,在蜂窩的端部會形成膠瘤。膠瘤的形成對降低搭接區(qū)端部的應(yīng)力集中,提高結(jié)構(gòu)強(qiáng)度和剛度有明顯作用。對于環(huán)氧樹脂來說,無膠瘤的應(yīng)力峰值比有膠瘤的應(yīng)力峰值急劇增大,這表明,膠瘤在蜂窩夾層板的單搭接接頭中的作用很明顯。滾筒剝離試驗中,蜂窩夾層板的接頭處受到拉伸載荷,在搭接區(qū)端部會出現(xiàn)應(yīng)力集中,從而導(dǎo)致蜂窩芯子與面板被剝離開來。
因本樹脂體系黏度適宜,起始加壓及65℃時樹脂流動性好,加壓不會影響樹脂熔融流動分布。而100℃和130℃時加壓,由于加壓時溫度較高,樹脂流動性已經(jīng)變差,影響膠瘤形成,從而影響面板與芯材粘接強(qiáng)度。同為100℃加壓,熱壓罐成型的2號組已呈現(xiàn)剝離強(qiáng)度下降趨勢,而模壓成型的6號組的剝離強(qiáng)度尚處于保持不變狀態(tài),可能是由于模壓成型傳熱快,升溫速率高,樹脂流動性尚在較好的狀態(tài)。
2.2 組裝方式
蜂窩夾層板使用熱壓罐成型時,對比采用上下蓋板組裝的實驗組2與僅下蓋板組裝的實驗組3,添加上蓋板后,滾筒剝離強(qiáng)度提高98.3%,可知上下蓋板的組裝方式對于蜂窩夾層結(jié)構(gòu)的粘接具有積極作用。
因上蓋板可起到均勻壓力的作用,使壓力均勻作用在與蜂窩壁接觸的預(yù)浸料上,有利于樹脂在蜂窩胞中流動,對膠瘤均勻形成具有積極作用。實驗組2中,100℃加壓0.3 MPa,此時樹脂流動性好,施加壓力適中,樹脂可以在蜂窩胞中均勻流動,有利于膠瘤的均勻形成,避免了因壓力不均而導(dǎo)致部分膠接部分富膠或貧膠的現(xiàn)象,也就避免了因此造成的缺陷引起的蜂窩夾層板粘接強(qiáng)度的下降。
2.3 固化成型方法
由測試結(jié)果可知,本材料體系既可采用熱壓罐成型,也適用于低成本的模壓成型。相對于成本更高的熱壓罐成型組,采用模壓成型制備的蜂窩夾層結(jié)構(gòu)的平均滾筒剝離強(qiáng)度更高,但是蜂窩夾層結(jié)構(gòu)的整體成型質(zhì)量不如熱壓罐成型組。對各組數(shù)據(jù)分布情況進(jìn)行表征,單值圖如圖4所示。
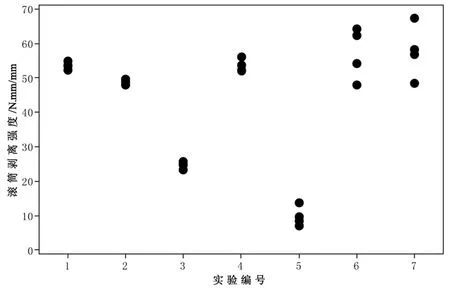
圖4 滾筒剝離數(shù)據(jù)單值圖
由圖4可知,熱壓罐工藝制備所得1~4組試驗件的滾筒剝離強(qiáng)度分布較均勻,而模壓成型工藝制備所得5~6組試驗件的滾筒剝離強(qiáng)度組內(nèi)離散性較大,組內(nèi)最大差值可達(dá)19 (N·mm)/mm。這是由于熱壓罐加壓較為均勻,樹脂流動均勻,而模壓成型存在加壓不均,預(yù)浸料與蜂窩壁的連接處樹脂流動不均勻,造成試樣滾筒剝離強(qiáng)度分散性大。
2.4 固化壓力
由1、2、4組的試驗結(jié)果可知,采用熱壓罐工藝制備蜂窩夾層板時,加壓0.3 MPa就可以得到良好的滾筒剝離強(qiáng)度,即預(yù)浸料與蜂窩的粘接強(qiáng)度較好。而由模壓成型的6、7試驗組可知,蜂窩夾層可承受0.4 MPa壓力而不塌陷,兩組的滾筒剝離強(qiáng)度也略高于熱壓罐成型試驗組,說明可通過提高壓力至0.4 MPa來提高夾層結(jié)構(gòu)粘接強(qiáng)度。
通常情況下,在蜂窩的承載極限范圍內(nèi),夾層板的板-芯粘接強(qiáng)度會隨著固化壓力的升高明顯提高。這是由于固化壓力升高可以促進(jìn)樹脂流動,利于膠瘤的形成。但是,過高的壓力可能會導(dǎo)致蜂窩與面板粘接過程中局部失穩(wěn),例如蜂窩出現(xiàn)塌陷等。因此,在固化成型時,選擇合適的壓力至關(guān)重要。
3 結(jié)論
1) ACTECH1210/SW220D預(yù)浸料與Nomex蜂窩粘接質(zhì)量良好,滾筒剝離強(qiáng)度可達(dá)57 (N·mm)/mm。
2) 使用上下蓋板組裝對于提高粘接強(qiáng)度有積極作用。
3) 熱壓罐工藝及模壓成型工藝均適用于ACTECH1210/SW220D預(yù)浸料與Nomex蜂窩粘接。
4) 對于熱壓罐成型工藝,在起始溫度至65℃范圍內(nèi)加壓較為適宜,對于模壓成型工藝,在起始溫度至100℃范圍內(nèi)加壓較為適宜,施加壓力范圍可選擇0.3 MPa~0.4 MPa。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52