角接頭電弧行為數值分析模型
2022-07-11 10:36:10龔祺龍王學禮王加友胥國祥
江蘇科技大學學報(自然科學版) 2022年2期
蘇 娜,龔祺龍,李 林,王學禮,王加友,朱 杰,胥國祥
(江蘇科技大學 江蘇省先進焊接技術重點實驗室, 鎮(zhèn)江 212100)
電弧等離子體物理特性與電弧、力源作用特征密切相關,決定了焊接物理過程的產生與演變.較于簡單接頭,角接頭、窄間隙焊[1]等幾何特征復雜,對電弧約束影響較大,同時,電極也常處于傾斜或擺動狀態(tài),故電弧動態(tài)行為更為復雜.然而受到弧光、設備條件和電磁干擾等因素的影響,采用實驗方式直接對電弧進行觀測非常困難.因此,通過數值模擬方法研究角接頭焊接電弧物理特性和動態(tài)行為,有助于全面理解焊接物理機制,繼而提高焊接質量的可靠性,具有重要的學術和工程價值.
目前學者已對電弧焊開展了大量數值模擬研究,但主要集中于焊接溫度場[2]、熔池流體流動[3-4]等方面;針對電弧物理特性的研究相對較少,且主要局限于堆焊等簡單接頭.文獻[5]研究發(fā)現(xiàn)金屬蒸氣會使弧柱內的電弧溫度大大降低,造成電弧電壓增加.文獻[6]通過建立電弧數值分析模型,研究二維平板對接焊接過程電弧行為.文獻[7-8]基于數值分析結果證實了GMAW焊電弧電流密度分布特征與電極傾斜角度及液態(tài)熔池表面形態(tài)的相關性.文獻[9]則對雙電極TIG焊電弧及熔池物理過程進行了模擬計算,分析了電弧與熔池之間的相關影響,但其模型仍僅限于堆焊過程.
文獻[10]同樣建立僅限于簡單接頭電弧數值模擬.可見,目前針對應用最為廣泛的復雜接頭,仍然缺乏電弧物理特性及動態(tài)行為的研究.
文中綜合考慮接頭夾角對電弧等離子體物理特性,建立了電極傾斜條件下角接頭TIG焊電弧行為三維非對稱數值分析模型,研究了電弧焊電弧物理特性和動態(tài)行為特征,對于深入理解T型接頭、窄間隙焊等復雜接頭電弧物理特性、優(yōu)化焊接工藝參數和提高焊接過程穩(wěn)定性具有重要意義.
1 實驗
圖1為角接頭TIG焊接示意.母材為Q235低碳鋼板;焊機為Frounius 數字化TIG焊機.焊接過程中,工件與電極中心軸線夾角為45°;焊接電流為180 A;電弧電壓為20 V;焊接速度為0.6 m/min;保護氣體為純Ar.為了對比分析不同接頭夾角的電弧行為,接頭夾角分別取60°、90° 和120°.

圖1 角接頭TIG焊接示意
2 數值分析模型
2.1 基本假設與控制方程
由于電弧物理過程十分復雜,為了提高計算效率,將研究重點放在焊接接頭對電弧物理特性影響,需對模型進行簡化[11].電弧等離子體假定為不可壓縮層流流體,并處于局部熱力學平衡狀態(tài);忽略重力和粘性耗散;電弧氣體為純氬;電弧等離子滿足光學薄性質;忽略熔池表面產生的金屬蒸汽;鎢極端部假定為平面.在電弧數值分析過程需要涉及控制方程如下.
質量連續(xù)方程:

(1)
式中:ρ為密度,v為速度矢量.
能量守恒方程:
(2)
式中:h為熱焓;T為溫度,cp為比熱;k為熱導率;kb為波爾茲曼常數;e為電子電量;σe為電導率;SR為輻射熱損失.
(3)
(4)
(5)
式中:vx,vy,vz為速度分量;P為壓強;μ為粘度系數;jx,jy,jz為電流密度分量;Bx,By,Bz為磁場強度分量.
電流連續(xù)方程:
(6)
電流密度分量:
(7)
磁場分量:
(8)
(9)
(10)
(11)
式中:φ為電勢;Ax、Ay、Az分別為x、y、z3個方向上的磁矢量分量;μ0為真空磁導率.
2.2 網格劃分與邊界條件
圖2給出了計算區(qū)域示意圖.為了簡化模型,電極端部電流密度采用平均分布模型:
拋填片石、黏土比例一般按1:1,片石強度要求≥30MPa,尺寸約15~25cm。黏土需具有較好的黏性,一般采用將黏土潤濕捏成黏土球,直徑約10~15cm,或者采用拋填袋裝黏土方式,效果強于將黏土散投入孔。對于埋深較深或洞高較大的溶洞,為加強填充圓臺的穩(wěn)固性能,可摻入適當PO32.5級水泥,水泥用量占黏土的1/3左右,水泥采用袋裝拋填方式較好。也可采用在拋填片石黏土中摻入稻草、麻繩的方式,稻草、麻繩能起到加筋效果,能有效提高片石、黏土圓臺的穩(wěn)固性能。
(12)
式中:I為焊接電流,Rw為電極半徑,具體邊界條件見表1.

圖2 計算區(qū)域示意圖
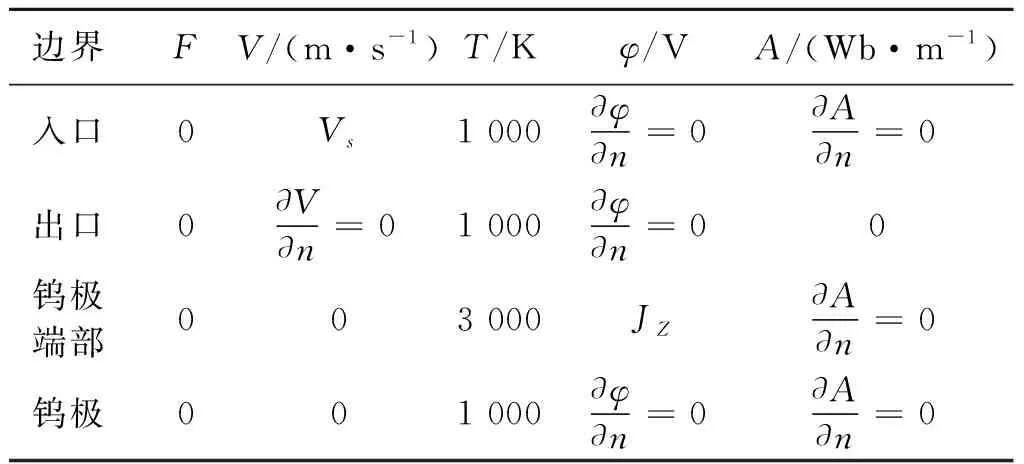
表1 電弧模型邊界條件
計算過程中,混合等離子體物性參數見文獻[11-12].為了提高計算效率,對幾何模型進行非均勻網格劃分,見圖3和圖4;最小網格尺寸為0.02 mm;同時,采用非均勻時間步長,最小時間步長為10-4s.
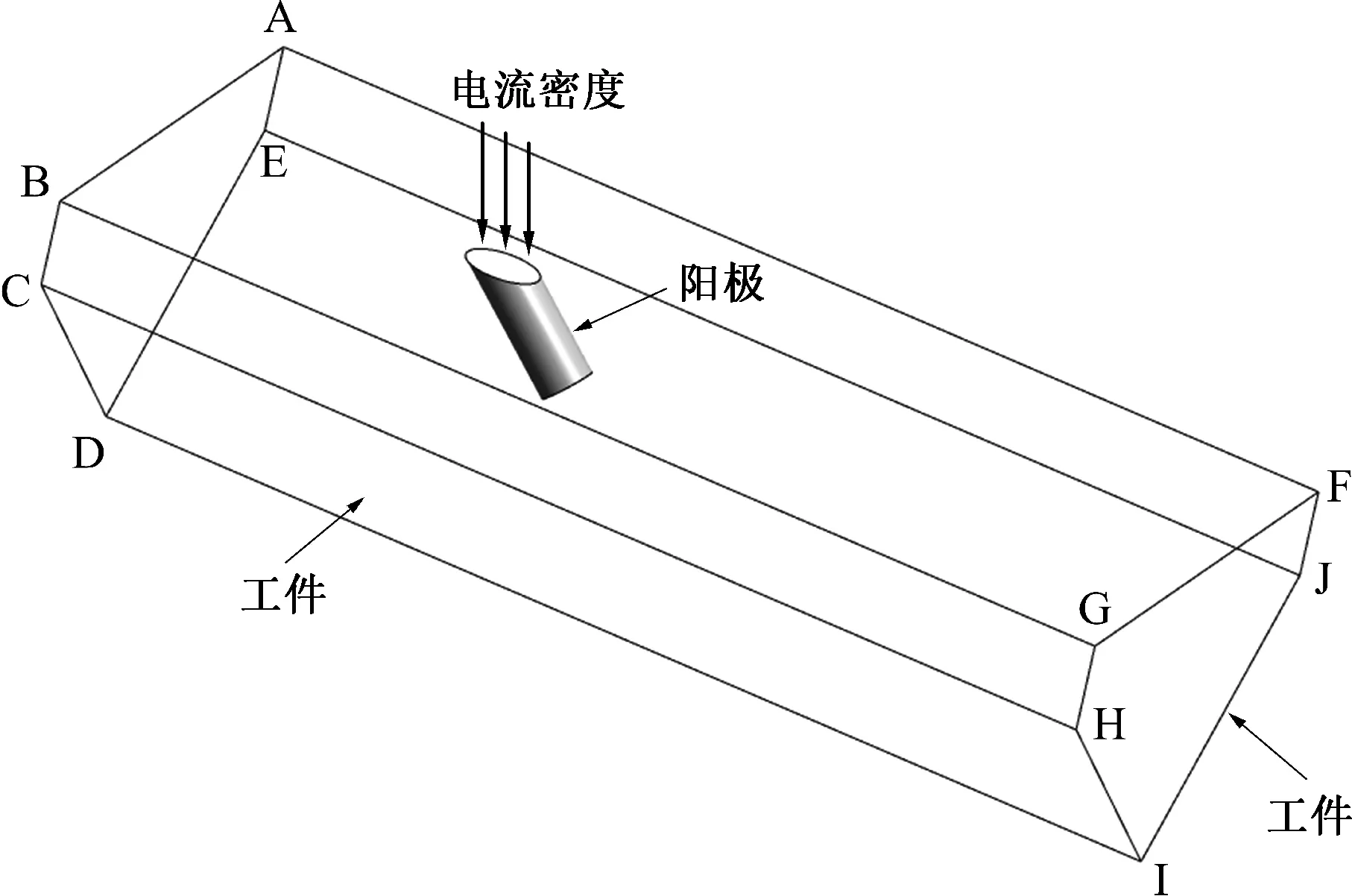
圖3 幾何模型
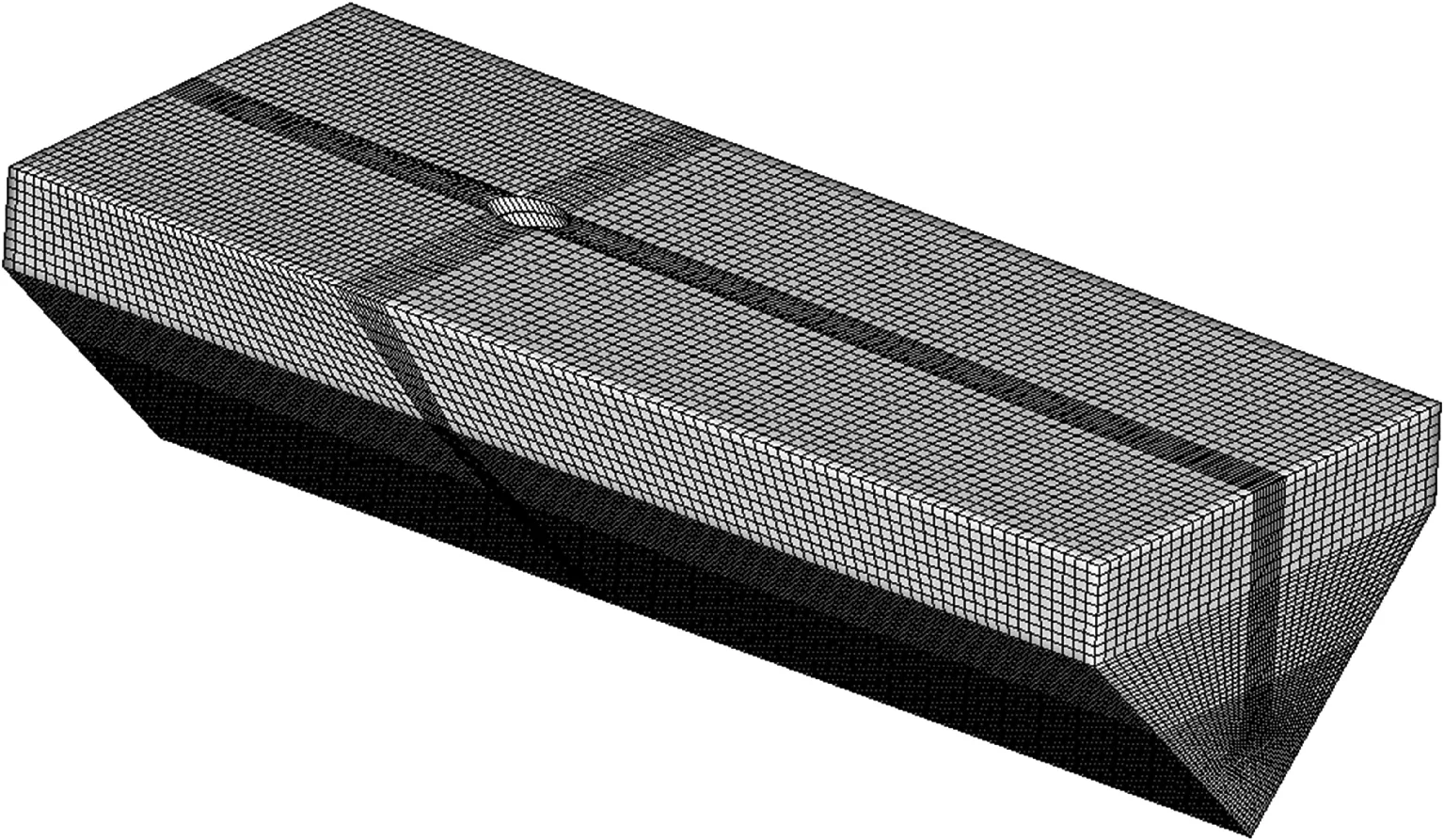
圖4 網格劃分
3 結果討論
圖5為接頭夾角為60°、90°、120°時電弧縱截面溫度場分布云圖.由圖5可以看出,在不同接頭夾角條件下,由于電極傾斜,電弧熱場均呈非對稱分布.但是當接頭夾角由60°增至90°時,工件表面附近區(qū)域電弧形態(tài)發(fā)生明顯變化;電極軸線前側電弧分布區(qū)域有所增大,而其后側電弧中心收縮,電弧中心軸線逐漸與電極軸線一致;同時電極端部電弧高溫區(qū)域有所增加,電弧最高溫度也有所提升,由20 327 K變?yōu)?1 278 K.這一現(xiàn)象表明,在文中研究條件下,夾角主要對電極軸線前側電弧具有空間約束作用.當夾角較小時,電極與工件表面距離相對較近,受最小電壓原理影響,弧長相對較小,軸線相對偏離電極軸線,導致高溫區(qū)較小;同時降低了弧壓(下文詳細介紹)和峰值溫度較小.
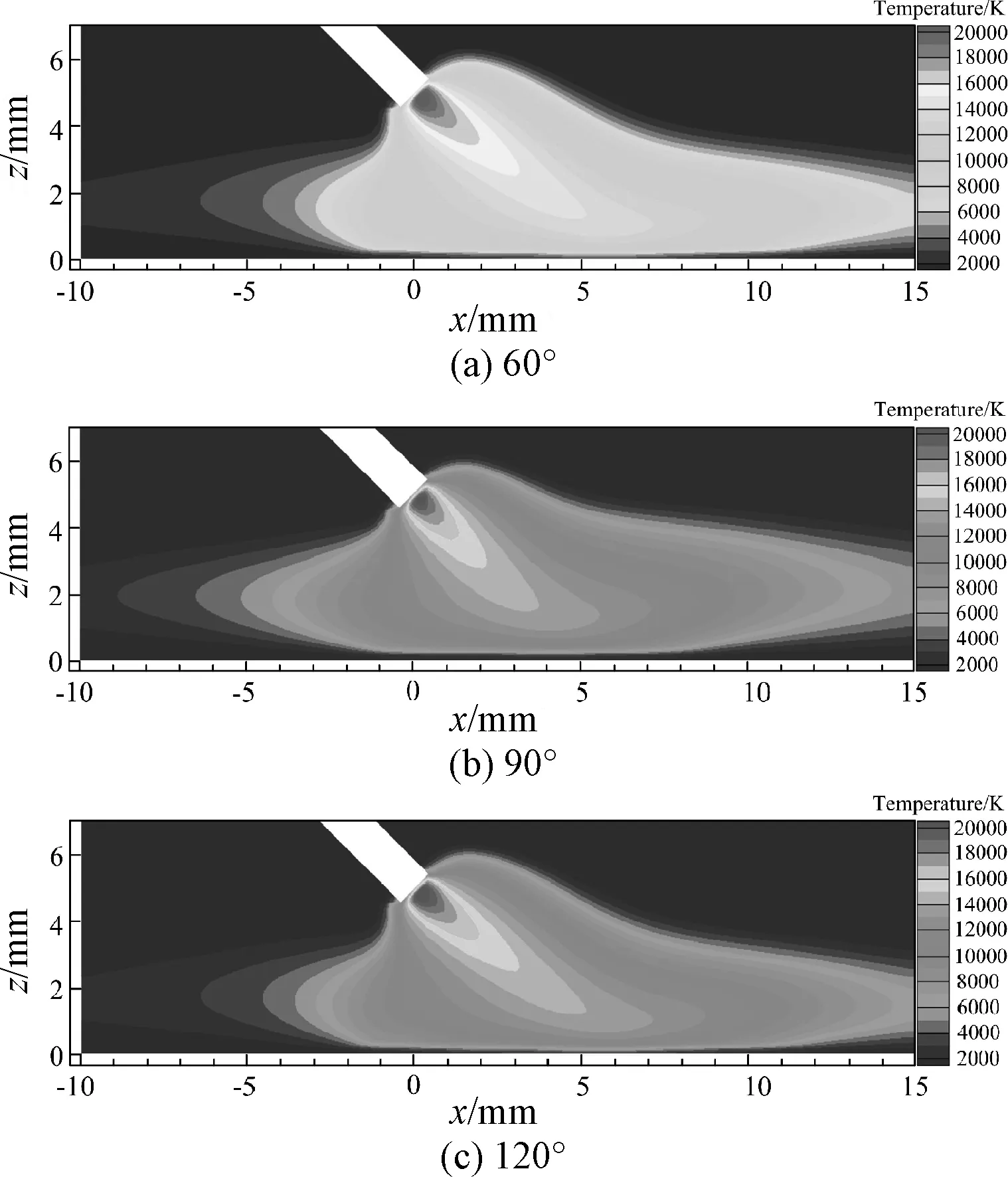
圖5 電弧中心縱截面溫度分布云圖
圖6為接頭夾角為60°,90°,120°時電弧橫斷面溫度場計算結果.可以看出,接頭夾角對電弧斷面熱場分布特征影響更為明顯.當夾角為60°時,接頭對電弧拘束作用較大.電極端部與兩工件結合線(接頭底部)距離明顯較其至工件表面大;如上所述,由于電弧會選擇相對較短的路徑進行導電,故電極端部附近高溫區(qū)域相對較小,同時工件結合線附近區(qū)域溫度相對較低;隨著夾角的增大,工件在電弧橫向約束減小,與接頭底部相比,電弧至工件表面距離相對增大,故電弧挺度增加,中心軸線及接頭底部附近高溫區(qū)域增大.
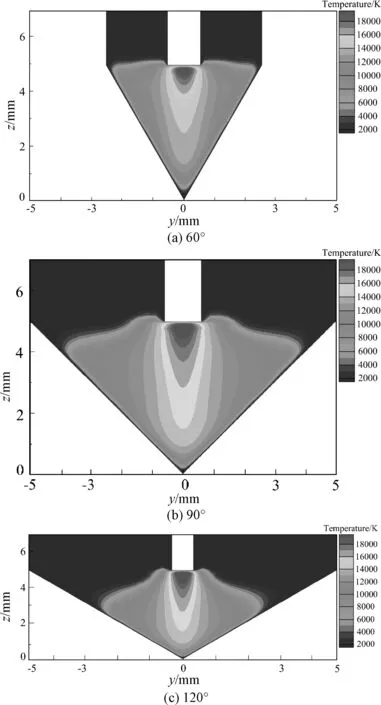
圖6 沿焊絲軸線方向電弧橫斷面溫度分布云圖
圖7為不同接頭夾角條件下電弧流場計算結果.可見,電弧等離子體基本流態(tài)相似;高速等離子體沖擊熔池表面后,分布向中心軸線前后轉向;其最大流速出現(xiàn)于電極端部附近區(qū)域.與電弧中心軸線高溫區(qū)域特征相似,當接頭夾角由60°增大至120°時,電弧等離子體高速流動區(qū)域同樣增大;同時,其最大流速也有所提高,由319 m/s變?yōu)?67 m/s,電弧挺度也隨著增加.這一現(xiàn)象同樣是由于在大接頭夾角條件下,電弧至工件表面的最小距離增大,一定程度上提高了電弧電壓,從而導致軸向電磁力增大所致.
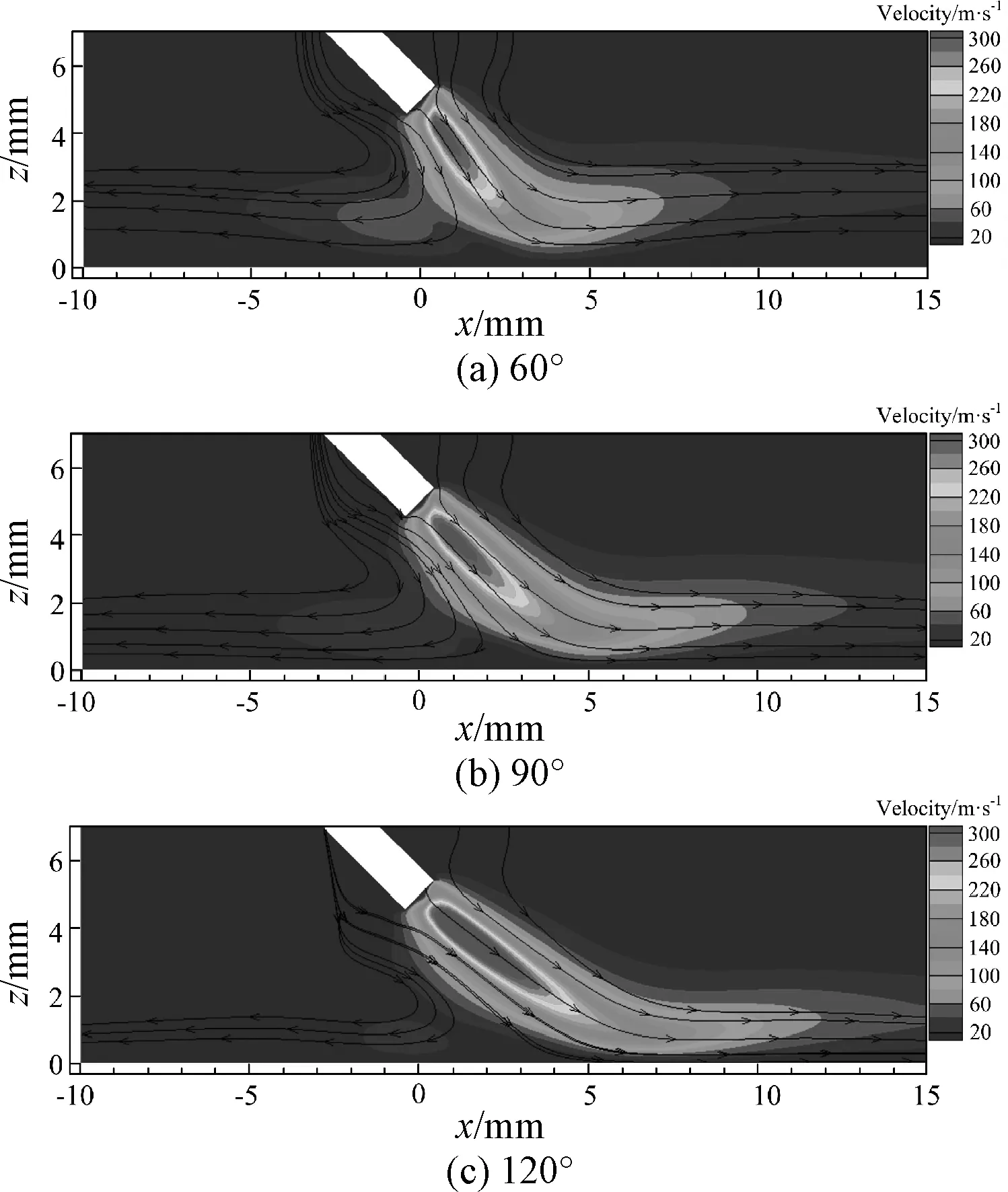
圖7 不同角度下GMAW電弧速度分布云圖
圖8為不同接頭夾角條件下電弧等離子體壓力分布云圖.對于電弧,其內部壓力及對工件表面壓力均與其等離子流速相關,故其壓力分布特征與其流場特征相近.可以看出,壓力峰值出現(xiàn)于電極端部附近區(qū)域;對于3種接頭夾角,其最大壓力值分別為1 098、1 129和1 307 Pa,高壓力區(qū)域隨著接頭夾角的增加而有所增大.但由圖8還可看出,當接頭夾角為60°時,在工件表面附近應力峰值明顯高于后兩者.
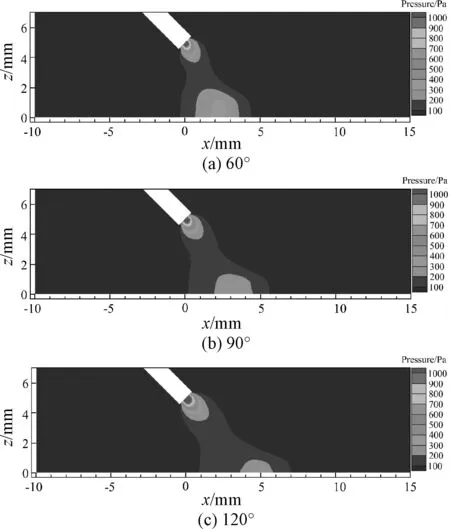
圖8 電弧壓力分布云圖
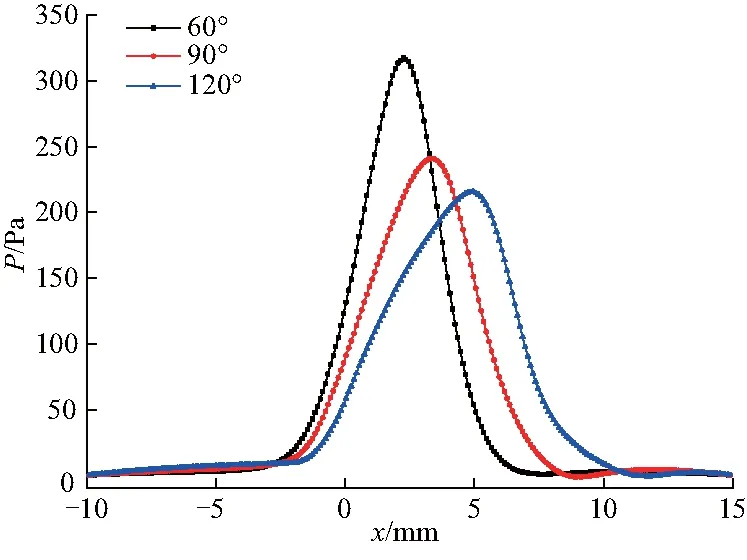
圖9 不同角度下工件表面壓強分布
圖10為不同條件下電弧電勢分布云圖.可知,隨著接頭夾角的增大,電極附近高電勢區(qū)域增加,電勢峰值也有所提高;接頭角度為60°、90°和120°時,其電勢峰值分別為7.9、8.5和9.1 V;如上文所述,這一現(xiàn)象與大接頭夾角時,電極端部至工件表面最小距離增大導致弧柱長度增加有關;同時也進一步解釋了上述電弧物理特征分布規(guī)律.這里需要指出,上述相關規(guī)律和特征同時與電極傾斜角度有關,并受電極端部幾何特征一定程度影響;更為深入、全面復雜接頭電弧物理特征及模型優(yōu)化將在后續(xù)工作中開展.
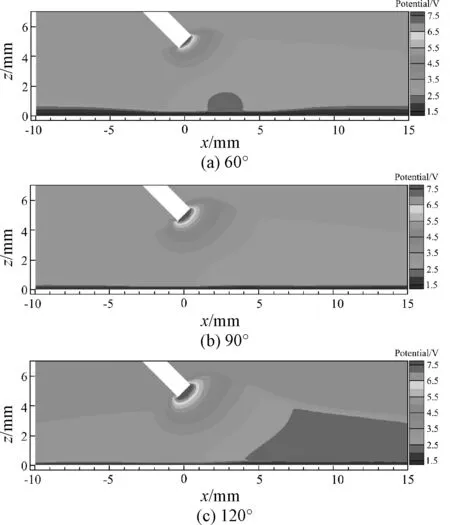
圖10 電弧電勢分布云圖
圖11為電弧橫斷面形態(tài)的檢測結果.可見,電弧均呈鐘罩形分布;接頭夾角對電弧形態(tài)橫向約束明顯.通過對比形態(tài)基本特征及變化規(guī)律這與計算結果一致,從而證明模型的合理性和適用性.
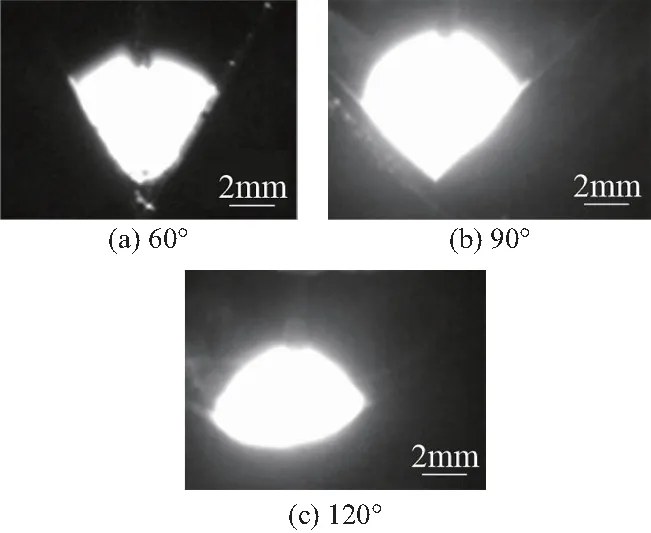
圖11 電弧橫截面形態(tài)檢測結果
4 結論
(1) 綜合考慮接頭夾角影響,建立了傾斜電極條件下角接頭TIG焊電弧非對稱三維數值分析模型,模擬計算了不同接頭夾角條件下電弧等離子體的熱場、流場、壓力場及電勢分布;分析了接頭夾角對其影響,并與比實驗檢測結果進行了對比驗證.
(2) 在電極位置及其他工藝參數不變條件下,接頭夾角對電弧橫截面形態(tài)影響相對較大;在較小接頭夾角條件下,電弧等離子體峰值溫度及高溫區(qū)域有所減小,弧柱電勢相對較低,同時,等離子體峰值流速也相對較小,但受接頭約束影響,工件表面附近壓力峰值較大.
猜你喜歡
井岡教育(2022年2期)2022-10-14 03:11:44
今日農業(yè)(2021年9期)2021-11-26 07:41:24
發(fā)明與創(chuàng)新·小學生(2021年3期)2021-03-25 11:48:49
云南教育·中學教師(2020年9期)2020-11-16 00:27:58
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:00
中學生數理化·八年級物理人教版(2017年9期)2017-12-20 08:11:28
中學生數理化·中考版(2017年12期)2017-04-18 12:55:05
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52