發動機平衡軸無換型混合生產模式設計分析
2022-07-11 10:23:22徐曄
中國設備工程 2022年13期
關鍵詞:設計
徐曄
(大眾一汽發動機(大連)有限公司,遼寧 大連 116600)
平衡軸是發動機的組成零件。某款四缸汽車發動機為了更好地減少由二階慣性力產生的振動,通常搭載2根正、反轉旋轉軸,雙倍發動機轉速的進氣、排氣平衡軸來消除這部分振動,從而提高汽車的舒適性。
由于該款汽車發動機的產能需求不斷提升,需要在現有平衡軸進氣和排氣2條生產線旁規劃1條全新的平衡軸生產線來彌補產能缺口。新平衡軸線在設計上要具有很高的經濟性和靈活性,必須能夠具備加工進氣和排氣2種型號平衡軸的能力,產能要求為1600根進氣或排氣軸/天,即800套/天。由于在發動機的裝配過程中,需要進、排氣平衡軸成對組裝,所以該平衡軸新生產線在批量生產后必須要每3天進行1次進、排氣產品相互換型生產,才能匹配生產計劃,而每次換型時間損失為4h,造成了嚴重地產能浪費。而在傳統的加工方式中,產品的切換需要換型也是不可避免的。如何解決換型難題,成為了新建生產線的重點和難點。
1 無換型混合生產可行性分析
1.1 平衡軸加工工藝分析
現有的進、排氣平衡軸2條生產線加工工藝為:毛坯->車削->預清洗->淬火->預清洗->校直->磨削->拋光->終清洗->終測量->壓裝(進氣齒輪/排氣鏈輪)->成品。
如果將一條生產線設計成無需產品換型就能夠同時混合生產進、排氣平衡軸2種產品,那么既能滿足了產能的設計要求800套/天,同時還避免了由于產品的頻繁換型造成的嚴重產能損失。這也就意味著機床必須具備能夠準確識別出上料工件型號并自動調取正確加工程序,完成加工的能力。由于該款發動機的各自制件生產線在國內外還沒有過可以借鑒的無換型混合生產先例,因此在生產線的設計過程中要綜合考慮各個技術難點。
1.2 產品對比與技術難點分析
1.2.1 產品對比
如圖1所示,從外觀上看進、排氣平衡軸結構對比基本相似,均由3個主軸頸組成,中間的第二主軸頸為了產生離心力都是半圓設計,而在具體區別上主要有以下幾點。
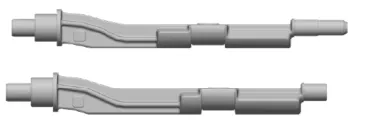
圖1 進氣(長)、排氣(短)平衡軸
(1)進氣平衡軸的旋轉方向與發動機的旋轉方向相反,所以需要在進氣平衡軸上壓裝用于反向驅動的斜齒輪,而排氣平衡軸壓裝的是鏈輪。
(2)進氣平衡軸在結構上尾端多一段軸頭用來驅動水泵,所以在軸頭內有加工螺紋,用于安裝水泵驅動輪。所以進氣平衡軸要比排氣平衡軸長13mm。
1.2.2 技術難點
從進、排氣2種平衡軸產品結構上分析,機床在設計結構上應該可以滿足刀具、夾具上對于2種產品的兼容性。理論上具備無需換型同時生產進、排氣平衡軸的能力,但需要解決下面幾個難點:
(1)在整個工藝加工過程中,物料管理,機床工件類型識別的設計,傳送系統的設計要準確地區分開進、排氣2種不同類型的產品。
(2)由于2種型號的軸頸長度不同,磨床在加工2種不同類型工件時需要修整砂輪的輪廓來匹配工件軸頸的寬度,而每件修整砂輪會嚴重降低機床的OEE(設備綜合利用率),從而影響產能。
(3)對于產品的混料要有預防措施,需要避免由于混料、工件不識別等原因造成的機床運轉故障。
2 平衡軸新線的布局設計
2.1 新線工藝優化
結合新線產能需求、投資預算、面積、節拍及現有平衡軸生產線的優缺點,對新線加工工藝和布局進行了進一步優化。
2.1.1 節拍優化
車床和磨床是整條平衡軸生產線的加工瓶頸,需要安裝多臺復制機床來平衡加工節拍才能完成設計產能。
車床主要加工內容為切兩端、粗車各個主軸頸和鉆兩端的定位中心孔。將原來車床的銑刀加工打標標記,優化為車刀加工完軸頸后直接車環痕,這樣減少了換刀環節,節拍由原來的84s降到了74s。
磨床加工內容為精磨各個主軸徑。在工藝上通過車床留給磨床加工余量上的重新分配,使各個主軸頸磨削量最多減少了0.05mm,從而將整個磨床節拍從87s降到了74s。
通過節拍優化,新線只需采購2臺車床和2臺磨床就能滿足設計產能要求。
2.1.2 清洗過程優化
在現有平衡軸生產線中淬火工序前、后2道序各有1臺預清洗機,是為了解決車床加工后工件表面會有乳化液和鐵屑殘留的問題,避免工件會在下一道序淬火時感應器與工件上的鐵屑接觸,形成短路。而在新線的車床內部增加了定點噴淋裝置,能夠確保加工過程中不會再有鐵屑殘留在定位部件或夾緊部件上,另外在車床里還額外增加了吹風工位,風刀能夠去除工件表面殘留物質。為了確保清洗效果,在淬火機床里還增加了淬火液噴淋沖洗工位。通過這幾步優化措施可有效地將工件表面的鐵屑和乳化液清洗干凈,替代了之前的預清洗機的功能,所以在新線的工藝規劃設計中將,2臺預清洗機取消掉,節省了2臺清洗機的投資和占地面積,同時縮短了整條生產線的通過性。
通過上述的重組、取消、合并等優化措施,實現了工序的平衡,提高了生產線布局的精益程度。優化后的平衡軸新線加工工藝和機床數量如表1所示。
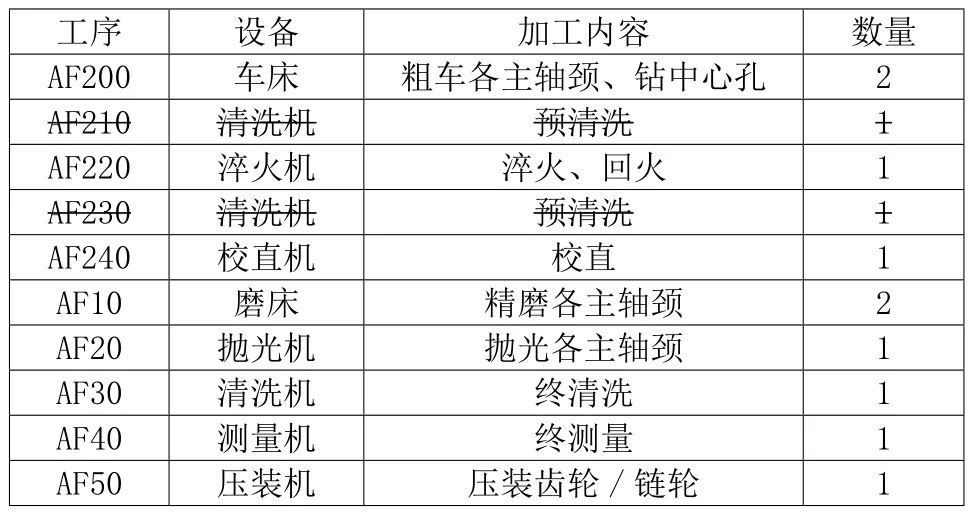
表1 生產線加工內容和機床數量
表中的AF是德語Arbeitsfolge的縮寫,是工序的意思;后面的數字代表工序號。平衡軸的加工從AF200到AF50經過了8道工序加工。
2.2 核心機床的選擇
由于平衡軸在發動機里高轉速運轉,因此其加工精度要求很高,同時平衡軸還應具備比較高的強度和硬度,所以整條線在設計上采用了專機來提高加工穩定性。
在熱處理工藝的選擇上采用了感應淬火,目的是在增加平衡軸表面硬度、耐磨性的同時還要兼顧工件的韌性,而感應淬火是利用中、高頻率的感應電流,形成集膚效應,使工件表面迅速加熱達到很高的溫度,同時工件的芯部由于溫度不高會保持很好的韌性。由于在加工工藝上對淬火層深度的要求較淺,所以采用了德國艾爾戴克公司生產的8工位轉臺式高頻感應淬火機床。
在磨床的選擇上針對平衡軸在工藝上對軸頸粗糙度和圓度等幾何尺寸的高質量要求,采用了德國勇克公司生產的JUMAT系列的數控高速CBN砂輪外圓磨床,JUMAT磨床是一種可以磨削大部分軸類零件的圓周磨床,一次定位裝夾完成整個磨削過程。對于平衡軸細長、結構剛性差的特點通過高速磨削來有效降低砂輪的磨削力,提高生產效率。
2.3 無換型混合生產設計
2.3.1 進、排氣平衡軸產能均衡設計
在生產線的布局中將1臺車床和1臺磨床在程序上設定為只加工進氣平衡軸,而另外1臺車床和磨床只加工排氣平衡軸,確保2種產品型號的生產能力和加工節拍是相同的,按照此布局設計,磨床將不再需要換型和修整砂輪的輪廓,解決了磨床對于進、排氣工件混合加工切換時由于軸頸的寬度不同及進、排氣產能不均衡的難題。作為應急策略,如果進、排氣某種型號實際的需求差距比較大時,整條生產線也可以切換成只生產其中1種單一型號的模式。
2.3.2 工件型號識別設計
整條生產線的設計是以軸2端的雙頂尖中心孔為基準對工件進行定位和裝夾,由于進氣平衡軸比排氣平衡軸要長,所以可以根據各個機床頂尖在夾緊工件時的不同伸長行程來判斷進、排氣平衡軸的類型,以此為平衡軸布局的設計核心。具體機床類型識別控制如下。
(1)車床和磨床設計。
龍門機械手夾緊工件在進入車床或磨床加工室前首先通過類型傳感器進行工件型號判斷,如果工件型號與機床的加工型號不符,機床將發出報警,停止加工,機械手將工件放置到不合格抽屜里。
(2)其他機床的設計。
清洗機在設計上結合了進、排氣產品的共同結構特點采用了通用于2種型號的清洗腔室和噴嘴布局設計,在清洗工件時進、排氣平衡軸料筐可4層混合疊垛在一起進行整體清洗。
淬火機、校直機、拋光機、測量機和壓裝機在設計上均采用了根據頂尖夾緊工件時的伸長距離來判斷工件型號,這樣能直接自動調用各個機床相對應的加工程序來實現工件無換型的混料生產模式。
2.4 平衡軸生產線的布局
生產線布局的合理性對生產線節拍、設備利用率、物流時間、空間利用率、勞動強度、可靠性等都會產生很大的影響。如圖2所示,平衡軸生產線的布局是按照工藝加工順序來設計的,采用了緊湊的布局形式,減少了占地面積。
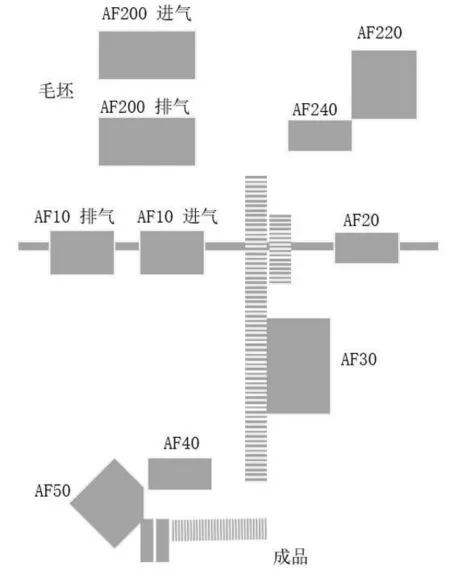
圖2 平衡軸生產線布局
粗加工(從毛坯到AF240校直)一共包括4臺機床(2臺一樣的車床,1臺淬火機床,1臺校直機床),采用了手動上、下料來降低投資成本,進、排氣毛坯在車床加工后操作工將工件放置到料筐里,每個料框能擺放9根進氣或排氣平衡軸,工序之間工件的傳輸通過料筐來實現。為了更好的增加器具的流動性和通用性,工件料筐設計為進、排氣平衡軸均可通用結構,方便流轉管理。
精加工從磨削到壓裝前采用自動上、下料的機械手桁架傳輸系統。為了更好地發揮桁架機械手自動化的傳輸效果,從磨削到拋光的3臺機床采用了直線型布局方式,降低了操作人員的勞動負荷。由于磨床和拋光機床具備很好的加工穩定性,采用了一個流的生產方式,避免了由于在制品的堆積而造成的浪費。
平衡軸從清洗機下線后,經目視、測量、壓裝、終檢、包裝幾道工序,采用了精益化的U型布局,確保了最小化走動距離,實現了1人多崗,提高了生產的平衡性。
2.5 防混設計
如上所述,即使操作工誤將進、排氣工件混合放到同一料筐中,各機床也能“將錯就錯”的調取正確的加工程序完成加工。除此之外在以下這些方面也做了特殊的設計。
2.5.1 傳輸料道設計
在精加工時,進、排氣工件的料筐交替放到自動摩擦滾動料道上,料道兩側安裝多個光柵傳感器,在傳輸料筐通過傳感器時不僅能夠有效地識別工件型號,還能對料框中的工件放反、放偏以及料筐中無工件等特殊情況進行監控。區分型號后的工件料筐將通過旋轉臺自動進入相對應的進、排氣待加工通道。
2.5.2 通訊設計
AF40的終測量機同AF50壓裝機床是數據互聯的,測量機在完成工件測量后,將工件的測量信息同步傳輸給壓裝機床,如果要被壓裝的工件信息與測量機傳輸的工件信息不符時,壓裝機床將會發出報警,停止加工,能夠有效防止由于工件混料造成的錯誤壓裝。
2.5.3 壓裝小件料架的設計
在壓裝機床旁的壓裝小件(齒輪/鏈輪/軸套/墊片)料架上帶有亮燈揀件系統。平衡軸工件在壓裝機的上料工位被識別出進、排氣具體型號后第一時間將信息傳輸給料架亮燈系統,操作工可根據料架亮燈指引進行揀件上料,同時壓裝機床也會通過傳感器對上料小件的正確性進行再次確認,避免了由于進、排氣平衡軸型號的頻繁切換所造成的操作工誤操作,從而引起機床故障。
2.5.4 成品料箱的設計
為了防止終檢操作工誤將進、排氣平衡軸成品擺錯相對應的料箱,料箱在設計結構上匹配了進、排氣平衡軸成品的輪廓。同時在料箱的底部帶有明顯的黃色提醒條紋。
3 電子化現場管理體系
為了打造精益生產線,提高生產效率,在平衡軸生產線現場設有電子目視生產數據管理信息系統,該管理系統能夠對生產線的生產狀態和生產進度進行有效的管理。對設備的運行狀態進行實時監控,比如設備故障和產能的實時完成情況等信息。
電子看板能夠將生產線的相關信息,以圖表形式直觀形象地展現出來,比如人員組織、工作任務、產品質量、維修計劃、設備利用率等信息,實現生產線目視化信息管理系統。車間管理人員可通過電子看板或智能手機了解生產線實時信息并迅速地做出反應。實現了生產過程透明化,生產區域無紙化,生產現場目視化,打造數字化工廠。
4 結語
平衡軸生產線是1條經濟、靈活、高效、精益的生產線,機床無需換型就能夠實現平衡軸進、排氣2種類型的工件同時在線混合生產。從生產線的工藝設計到布局充分考慮了混合生產時會面臨的風險,通過在工件類型識別、防錯、防混等方面的特殊設計成功的規避了風險。在平衡軸生產線投產后設備運行穩定,故障率低,產能從800套/天逐步提高到960套/天,產品的質量合格率為99.6%,無混料故障發生,成功地解決了由于產品換型造成的產能損失難題。對其他廠家生產線的混合生產設計有一定的借鑒意義。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04