高硅氧酸瀝濾廢液環保處理的應用
2022-07-12 03:36:54王扶春
玻璃纖維 2022年3期
蔡 博,王扶春
(陜西華特新材料股份有限公司,咸陽 713100)
0 前言
高硅氧玻璃纖維是一種耐高溫的無機纖維,其成分中SiO2質量分數高于96%,軟化點接近1700 ℃,在900 ℃下長期使用,短時間使用溫度可達1200 ℃[1]。由于其具有化學穩定性好、耐燒蝕、保溫隔熱優良等性能,產品廣泛應用于航空航天、冶金、化工、建材、消防等工業領域。
高硅氧玻璃纖維的制造方法是選用合適的原始玻璃成分,按照常規玻璃纖維生產工藝加工成紗、布等各種形態的半成品,經過酸瀝濾,使SiO2富集量達96%以上,再經過熱處理,即得到性能接近石英纖維的高硅氧玻璃纖維制品[2]。原始玻璃成分通常為E玻璃、SiO2-Na2O二元系統玻璃和SiO2-B2O3-Na2O三元系統玻璃。目前美國、英國等國家以E玻璃為主,俄羅斯等國家以SiO2-Na2O二元系統玻璃為主,我國主要采用獨有的SiO2-B2O3-Na2O三元系統玻璃配方,三元高硅氧玻璃纖維制品的綜合性能整體優于國外同類制品[3]。
酸瀝濾是高硅氧玻璃纖維生產過程中的重要環節,利用原始玻璃微觀結構分相的原理,使非SiO2組分在酸液中瀝濾出來。鹽酸作為酸瀝濾液的一種,被廣泛使用。高硅氧酸瀝濾過程中,隨著瀝濾出來的非SiO2組分濃度逐漸增加,通過不斷置換新的鹽酸,以保證酸瀝濾的效率。這樣會產生大量的酸瀝濾廢液,三元高硅氧酸瀝濾廢液組成主要是氯化氫、硼酸、氯化鈉以及少量有機物等,其質量分數隨酸瀝濾工藝不同而異。該類廢液由于pH值、硼鈣鈉等元素的質量分數超標,不能直接排放。因而,對酸瀝濾廢液的處理是高硅氧玻璃纖維生產企業面臨的課題。酸瀝濾廢液可直接采用酸堿中和、大量水稀釋的方法使其達標排放,也可以采用負壓蒸餾法等方法進行資源化利用。廢水等溶液體系中硼的分離方法通常有以下幾種:酸化結晶、溶劑萃取、吸附、化學沉淀、分級結晶、反滲透膜、電混凝、電滲析法等[4]。
本文以企業生產三元高硅氧玻璃纖維的實際應用案例為基礎,通過對鹽酸酸瀝濾廢液中和處理和負壓蒸餾回收實際應用進行分析對比,旨在推廣負壓蒸餾回收技術在高硅氧玻璃纖維行業的應用。
1 酸瀝濾廢液的來源及中和處理
1.1 酸瀝濾廢液的來源
三元高硅氧玻璃纖維的生產過程中需要對基礎玻璃纖維進行酸瀝濾處理,酸瀝濾所用的無機酸濃度通常為2~5 mol/L。在酸瀝濾過程中不斷有硼酸產生,其濃度逐漸增加;當硼酸的濃度達45 mg/L時,酸瀝濾效率受到影響。為了保證酸瀝濾效率及制品的質量,需要將酸瀝濾廢液排出,不斷補充新的酸瀝濾液。置換出來的廢酸瀝濾液數量大,富含鹽酸、硼酸,同時還含有一定數量的無機鹽和少量有機物。
1.2 中和法處理
酸瀝濾廢液的處理大多數是采用酸堿中和,以及大量的其他工業廢水稀釋的方法實現達標排放。典型的中和系統采用碳酸鈉、氫氧化鈉、石灰石等。3種堿性藥劑各有優劣:石灰石雖然反應時產生較稠的污泥,而且在pH值6.5以上反應慢,該技術成熟,效果穩定,但存在資源浪費和污泥處置受限等問題[5];氫氧化鈉易溶于水,反應時不產生污泥,由于是強堿,使用時容易灼傷操作人員,且成本較高,未被廣泛應用;碳酸鈉反應時不產生污泥,也不容易灼傷操作人員,但在低溫下溶解度較小,冬季配制的中和溶液容易析晶堵塞管道。中和法處理僅滿足了廢液pH值達標,廢液中的無機鹽和硼離子還需通過大量的水稀釋后方能滿足排放的要求。
中和法的缺點:一是消耗了大量的堿性藥劑;二是生成大量不溶性殘渣形成固廢,形成二次污染;三是大量可以再利用的物質被排放,造成了資源的浪費;四是排污量大、排污費高,已不能適應當前節能減排的環保要求。
2 資源化處理方法
為了達到適應節能減排的要求、合理利用資源、實現循環經濟的目的,當前,國內外對酸瀝濾廢液處理的發展趨勢是使其變為有用資源,不僅解決達標排放,而且有效利用資源。循環再生工藝應運而生,其技術原理是利用物理方法使酸瀝濾廢液中的鹽酸與硼酸等其他雜質分離,分離得到的酸液循環使用,而產生的硼酸則可以作為副產品。
資源化處理方法通常有以下幾種:液液溶劑萃取、離子交換吸附、反滲透膜分離、負壓蒸餾分離等。通過多年的實踐,采用的負壓蒸餾分離的方法具有工藝簡單、投資適宜、運行經濟的特點,達到了節能減排和資源利用的目的,值得廣泛推廣應用。
2.1 負壓蒸餾法介紹
常壓蒸發溫度較高、腐蝕性強,設備維修量大、壽命短,酸瀝濾廢液處理運行費用高。負壓蒸餾法采用真空機組使系統內形成負壓,使物料沸點降低,用蒸汽間接對酸瀝濾廢液進行加熱,達到蒸發條件,從而使酸瀝濾廢液中氯化氫和水蒸發成氣體。采用冷凝機組對蒸發出的氯化氫氣體和水蒸汽冷卻凝結,形成鹽酸,負壓蒸餾法工藝流程如圖1所示。采用負壓蒸餾法,設備腐蝕程度大為降低,能有效地延長設備的使用壽命,降低處理運行費用;同時設備在選材方面有很多有利條件和廣泛可能性,降低了投資成本;并且處理過程在負壓環境下完成,氯化氫氣體外泄減少,工作環境大為改善。溶液蒸發所得蒸汽的組成隨壓力的改變而變化。
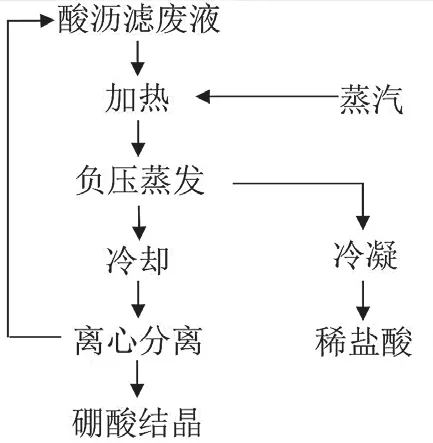
圖1 負壓蒸餾法工藝流程圖
2.2 回收的鹽酸再利用
由于硼酸、氯化鈉等不易揮發,回收的鹽酸系蒸發出的氯化氫和水蒸汽經換熱器冷凝而成的鹽酸,基本不含其他雜質,因而純度高,能夠滿足使用的工藝要求。可以利用調節池維持廢酸濃度在最佳范圍,以提高蒸餾效率[6]。
2.3 副產品硼酸作為化工原料
由于硼酸的溶解度隨溫度變化較大,隨著溫度提高,溶解度呈明顯上升趨勢,90 ℃和20 ℃的溶解度差異高達25.34 g /100 g(見表1)。故采用降溫結晶的辦法提取硼酸。酸瀝濾廢液被負壓蒸發濃縮到硼酸的飽和濃度后,將酸瀝濾廢液儲罐中的廢液抽取至冷卻反應釜中通水冷卻,待冷卻至室溫后將上層酸瀝濾廢液流入酸瀝濾廢液儲罐中繼續負壓蒸發濃縮,析出的硼酸放入抽濾槽抽濾,同時噴淋少量自來水對硼酸進行清洗,以除去其他殘留物;最后將抽濾并清洗后的硼酸放入甩干機進一步脫水至硼酸質量分數到95%以上。此硼酸作為化工原料直接出售,目前主要用于生產含硼玻璃或釉料的原料。

表1 硼酸溶解度表
3 效益分析
3.1 經濟效益
負壓蒸餾法處理酸瀝濾廢液費用約100元/t,其中含電費、人工費、蒸汽費、排污費、設備維護保養費、鹽酸回用和硼酸外售增加的收入。
純堿中和法處理酸瀝濾廢液費用約240元/t,其中含純堿費用、人工費和排污費。
負壓蒸餾法較純堿中和處理酸瀝濾廢液節約140元/t,按每天處理40 t酸瀝濾廢液,年處理360天計算,年節約費用約200萬元。
3.2 社會效益
按每天處理40 t酸瀝濾廢液計,采用負壓蒸餾法年可實現鹽酸回用2790 t、回收硼酸690 t、直接減排工業廢水14 400 t,在節約費用的同時,實現了資源的有效利用,實現了循環經濟和綠色發展。
