大長軸斷裂焊接修復工藝
2022-07-12 07:51:02姚勇劉志彬
金屬加工(熱加工) 2022年7期
姚勇,劉志彬
中車石家莊車輛有限公司 河北石家莊 051430
1 序言
我公司鐵路貨車檢修用車的架車機傳動軸在使用過程中出現斷裂,如圖1所示。

圖1 架車機傳動軸
該軸是非標軸,規格為φ105mm×1850mm,如圖2所示。由于無備用配件,且此軸材質為40Cr調質鋼,公司并無此種材料,所以決定進行焊接修復,以保證生產進度。同時,由于大型軸類的焊接材料需要臨時采購,且采購時間長或無相應的焊接材料[1],故經常導致不能修復。此外,大長軸斷裂的焊接接頭為環形或X形坡口,如果焊后不進行熱處理,則達不到強度要求,且易造成接頭脆化,導致修復失敗。因此,應改進焊接方式,才能達到較好的效果,保證一次性修復成功。最終采用一種新的銷軸連接焊接方式和外側采用V形坡口進行焊接,順利完成了大長軸斷裂的焊接修復。

圖2 架車機傳動軸斷裂示意
2 焊接難點及改進方向
2.1 焊接難點
1)該軸材質為40Cr鋼,焊接工藝較復雜,焊接質量要求高,對焊工的技能要求也高,且不能保證一次修復就能成功,易耽誤生產進度。另外,焊接接頭內應力較大,容易產生裂紋及較大的焊接變形[2]。
2)當斷裂處采用環形坡口時,焊縫為環形對接。由于焊接轉動操作困難,容易出現焊接缺陷,因此對焊接人員技能要求高;焊接內應力較大,在焊接結構中易出現裂紋和變形,導致同軸度超差,且軸越長同軸度超差越嚴重[3];焊縫需要調質處理,不能保證架車機傳動軸成功修復。
3)當斷裂處采用X形坡口時,焊縫為對接X形。因焊接填充速度快,焊接時間短,故角變形較大,同軸度不易保證;雖對焊接技能要求不高,加工、焊接簡單,但焊接內應較大,易存在焊縫中,從而引起裂紋和角變形,出現同軸度超差,且軸越長同軸度超差越嚴重;焊縫需要調質處理,不能保證架車機傳動軸成功修復[4]。
2.2 改進方向
采用一種新的銷軸連接焊接方式,如圖3所示。通過銷軸連接的同軸度控制焊接內應力,防止變形;通過定位銷保證軸在旋轉過程中抵抗扭力;采用新的焊接工藝,既滿足焊接接頭達到一定強度,又減少焊縫填充量,降低焊縫內應力,防止開裂,最終實現斷裂軸的焊接修復。

圖3 銷軸連接焊接方式
3 連接方式的設計及焊接操作方法
將兩個斷件接觸部位中心打孔(見圖4、圖5),保證斷件內孔直徑為軸直徑的3/5,孔深度為軸直徑的0.5~0.75倍。制作定位軸,保證與孔徑之間的公差≤0.02mm,在定位軸上加工定位銷孔,兩定位銷孔呈十字交叉,如圖6所示。定位銷直徑尺寸為定位軸直徑的一半,長度小于斷件直徑,如圖7所示。
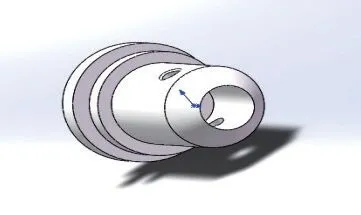
圖4 斷件1

圖5 斷件2
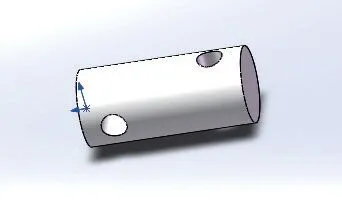
圖6 定位軸
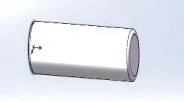
圖7 定位銷
具體焊接工藝如下。
1)將斷件、定位軸和定位銷組裝在一起,如圖8所示。
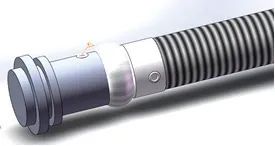
圖8 組裝示意
2)用大號氣焊槍對焊接位置預熱,預熱溫度不宜過高,200~300℃即可。采用J507焊條或可保證熔敷金屬的成分與母材基本相同的J107-Cr[5]焊條,焊條直徑為3.2mm。焊條應嚴格執行烘干要求, 200~300℃烘干2h。進行定位焊時,設定焊接電流為100A,焊點要長一些。先焊接定位銷,再焊接對接焊縫,如圖9所示。對接焊縫焊接完成后,再將定位銷滿焊。

圖9 焊接實例
3)對接焊縫采用多層多道焊、較大熱輸入,并適當提高預熱溫度。一般預熱及層間溫度可控制為250~300℃,以減緩焊縫及熱影響區的冷卻速度,防止產生淬硬組織[6]。
4)每層采用短弧焊,焊條作小劃圈擺動。焊接電流為85~105A。收弧要慢,弧坑要填滿。每焊完一道要認真清理焊渣,檢查無氣孔、裂紋、夾渣等缺陷后,再焊接下一道。
5)每層焊道接頭之間要錯開30mm以上。整個施焊過程中均為連續焊接,不得中斷,表面焊縫不得咬邊,要高出主軸平面2~3mm,以保證加工后的使用強度和表面粗糙度達到要求。
6)焊后應及時進行調質處理。若有困難,可進行中間退火或在高于預熱溫度下保溫一段時間,以排除擴散氫并軟化組織。對結構復雜、焊縫較多的產品,可在焊完一定數量的焊縫后,進行一次中間退火[7]。焊后立即用大號氣焊槍將接頭位置加熱到400℃以上。為了降低冷卻速度,在北方氣溫較低的環境下可采用石棉保溫隨室溫冷卻。
7)40Cr圓鋼焊接注意事項:①焊接時不要在主軸接頭焊縫外側引弧和熄弧。另外,可用石棉對非焊接位置進行防護,防止飛濺。②焊接場所要設在室內,不要在通風處焊接,防止冷卻速度過快。
4 改進后的效果
采用銷軸連接焊接方式,成功地修復了雙層車的架車機傳動軸斷裂缺陷。使用一年后,經多次檢查均未發現裂紋和彎曲變形。之后采用這種新的銷軸連接焊接方式修復了十多根斷裂軸,經過跟蹤檢查證明效果良好。
5 結束語
采用銷軸連接焊接方式,較好地控制了焊接變形、減小了焊接內應力,保證同軸度,以及軸的連接強度,具有焊接時間短、操作簡便等優勢,對今后大長軸斷裂的焊接修復具有一定的借鑒作用。同時,也可根據軸的使用情況,應用異種材質進行連接,達到降低成本的目的。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
