熱成形鋼窄搭接電阻縫焊關鍵參數優化設計
2022-07-12 07:51:02成昌晶計遙遙胡磊郭燁
金屬加工(熱加工) 2022年7期
成昌晶,計遙遙,胡磊,郭燁
1.馬鞍山鋼鐵股份有限公司技術中心 安徽馬鞍山 243000
2.安徽工業大學材料科學與工程學院 安徽馬鞍山 243000
3.重慶長安汽車有限公司 重慶 400023
1 序言
熱成形鋼具有超高強度,可以有效減輕車身重量,節約能耗;同時也具有很好的成形準確度,避免高強鋼回彈的影響,已越來越多地被國內外主機廠所接受和應用,并成為汽車輕量化的重要手段之一 [1]。
在連續式冷軋帶鋼生產線上,窄搭接電阻縫焊接頭只有具備一定的強度,才可以牽引后續的帶 鋼[2]。縫焊時,各焊接參數相互制約、共同影響著接頭強度。本文研究了窄搭接電阻縫焊關鍵參數優化設計方法,并通過焊接模擬軟件Sysweld對22MnB5熱成形鋼窄搭接電阻縫焊關鍵焊接參數進行了優化設計。
2 有限元計算模型
焊接方法為窄搭接電阻縫焊,其基本原理如圖1所示。焊接時工件在兩個旋轉的盤狀電極(滾盤)間通過,形成一條焊點前后搭接的連續焊縫。它以圓盤形電極代替點焊的圓柱形電極,與工件做相對運動。
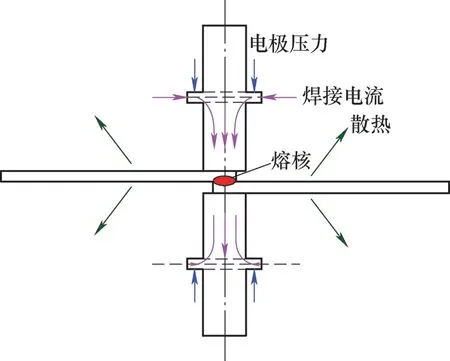
圖1 窄搭接電阻縫焊基本原理
焊縫附近網格劃分如圖2所示。在 Visual-Mesh 建好網格模型,將網格數據以ASC形式輸出,加載到 Sysweld軟件“Welding Advisor”模塊中進行計算。計算模型共7810個單元,焊縫處單元尺寸為1mm×1mm。
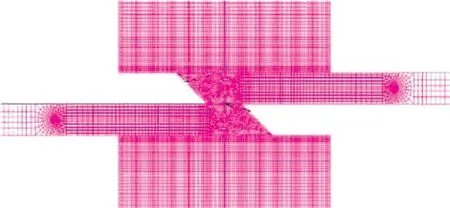
圖2 焊縫附近網格劃分
試驗材料為1.8mm厚22MnB5熱成形鋼,材料的熱、電、力學物理性能參數如圖3所示。
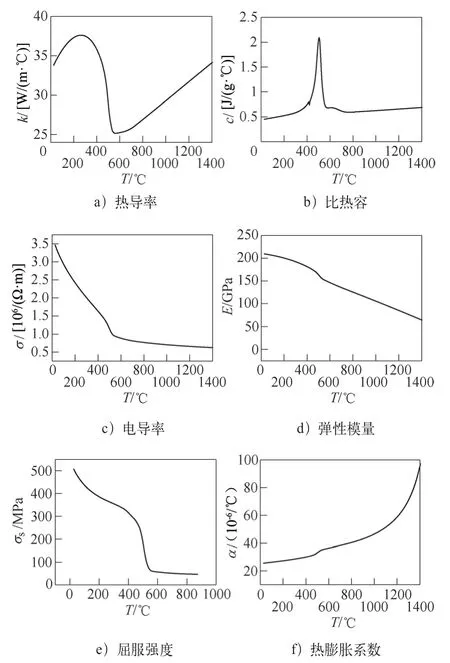
圖3 22MnB5鋼的熱、電、力學物理性能參數
3 優化設計方法
熔核尺寸是影響窄搭接電阻縫焊接頭強度的最主要因素,典型的窄搭接電阻縫焊接頭如圖4所示。
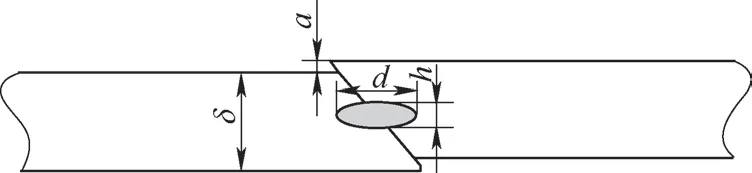
圖4 窄搭接電阻縫焊接頭示意
為了保證窄搭接電阻縫焊接頭的抗拉強度,首先必須保證熔核尺寸到達一定范圍。此外,當接頭存在錯邊時,焊接接頭負載特別是接頭通過輥輪時會出現嚴重的應力集中,為了保證接頭負載強度,必須控制錯邊量不大于某一極限值。在窄搭接電阻縫焊過程中如果形成噴濺,不僅嚴重降低接頭強度,還會污染環境且不安全,因此必須嚴格避免噴濺的形成[3]。是否會形成噴濺可用塑性環直徑D與熔核直徑d之間的關系來判定,定義為

那么c的大小反映了噴濺發生的傾向。對于電阻縫焊接頭,為了保證接頭強度,需滿足關系式(2),即

為了保證不形成噴濺,需滿足關系式(3),即

當焊接設備(電極尺寸)確定后,焊接參數的選取主要考慮焊接電流I、焊接速度v、電極壓力F以及搭接量S等四大要素。為了對窄搭接電阻縫焊關鍵參數進行優化設計,結合上述建立的有限元模型,計算得到不同焊接參數下d與c的數據。基于計算數據進行多元回歸分析,建立焊接參數與d、c之間的數學模型。
多元線性回歸是分析一個因變量與多個自變量之間關系的常用統計分析方法,因此采用多元線性回歸方法建立主要影響參數與背面熔寬之間的數學模型。多元線性回歸模型一般的數學表達式為
根據最小二乘法原理,可得到回歸參數的估計矢量β為

根據已建立的有限元模型計算,得到不同焊接參數下d、c的數據,共同作為多元線性回歸分析的樣本數據。將樣本數據代入,由此可確定多元回歸系數,建立出自變量焊接電流I、焊接速度v、電極壓力F以及搭接量S及因變量d和c的多元回歸模型,其數學表達式為
4 結果與分析
使用預先建立的窄搭接縫焊有限元模型,計算焊接電流從10kA增加到40kA,步長10kA;焊接速度從4m/min增加到8m/min,步長1.0m/min,電極壓力從3kN增加到7kN,步長1kN;搭接量從1.5mm增加3.5mm,步長1.0mm時的焊接結果。根據上述公式,可得到

為了形成足夠尺寸的熔核,保證接頭強度,電極壓力F需要滿足關系式(10),即

為了避免噴濺,電極壓力F需要滿足關系式(11),即

考慮焊接速度的影響,在搭接量為2mm時, 22MnB5熱成形鋼窄搭接電阻縫焊工藝窗口范圍如圖5所示。
由圖5可看出,當焊接速度為10m/min時,電極壓力至少需要2100daN(1daN=1×10-5kN),焊接電流要達到22.5kA,才能保證既形成足夠尺寸的熔核又避免噴濺;當焊接速度為11m/min時,電極壓力至少需要2400daN,并且焊接電流要達到23.5kA,才能保證既形成足夠尺寸的熔核又避免噴濺;當焊接速度為12m/min時,電極壓力至少需要2700daN,并且焊接電流要達到25kA,才能保證既形成足夠尺寸的熔核又避免噴濺。在不同焊接速度下,22MnB5熱成形鋼窄搭接電阻縫焊工藝窗口范圍如圖6~圖8所示。
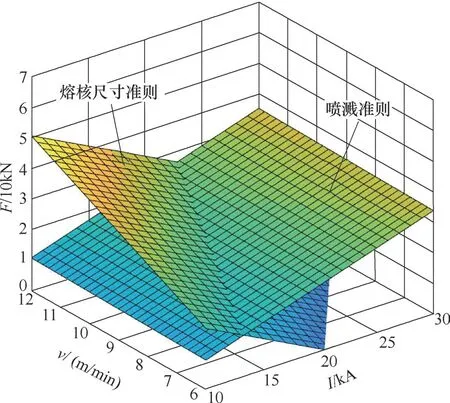
圖5 焊接工藝窗口范圍
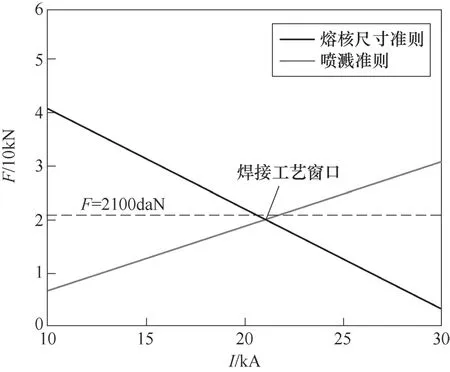
圖6 焊接速度v=9m/min時22MnB5熱成形鋼窄搭接電阻縫焊工藝窗口
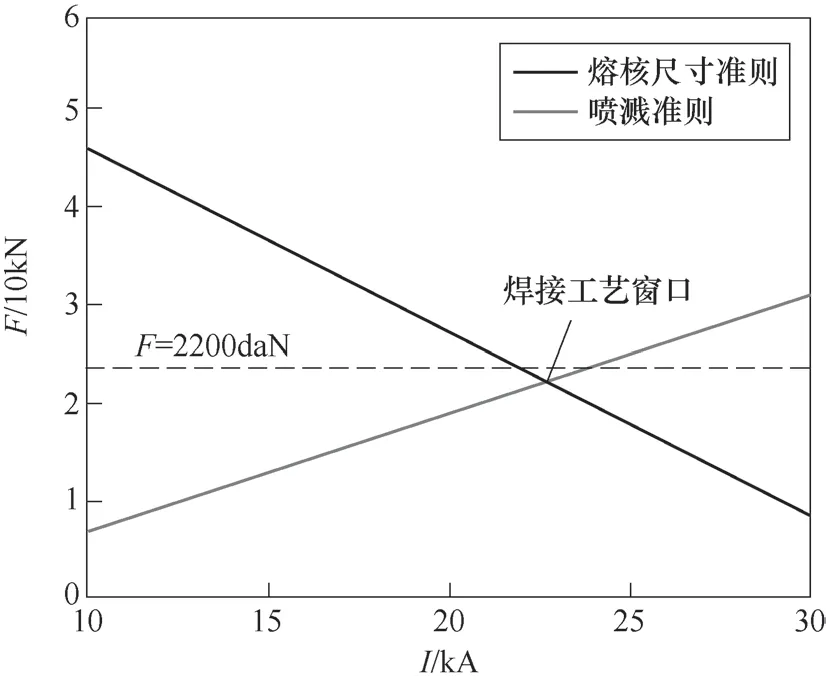
圖7 焊接速度v=10m/min時22MnB5熱成形鋼窄搭接電阻縫焊工藝窗口
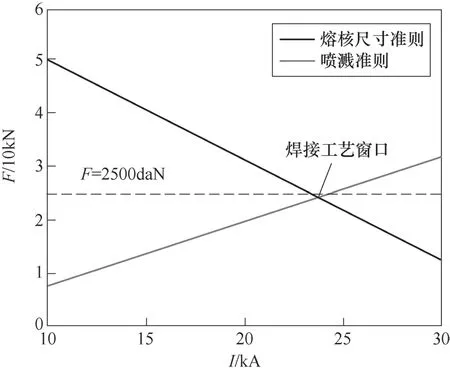
圖8 焊接速度v=11m/min時22MnB5熱成形鋼窄搭接電阻縫焊工藝窗口
當焊接速度為9m/min時,焊接電流必須為21kA,電極壓力在2000daN以上,才能保證既形成足夠尺寸的熔核又避免噴濺,而如果電極壓力為2000~2100daN時,則焊接電流工藝窗口為20.5~22kA。當焊接速度為10m/min時,焊接電流必須為22.5kA,電極壓力在2100daN以上,才能保證既形成足夠尺寸的熔核又避免噴濺,而如果電極壓力為2100~2200daN時,則焊接電流工藝窗口為22~23.5kA。當焊接速度為11m/min時,焊接電流必須為23.5kA,電極壓力在2400daN以上,才能保證既形成足夠尺寸的熔核又避免噴濺,而如果電極壓力為2400~2500daN時,則焊接電流工藝窗口為23~24.5kA。
經仿真優化后推薦的22MnB5熱成形鋼焊接參數見表1。
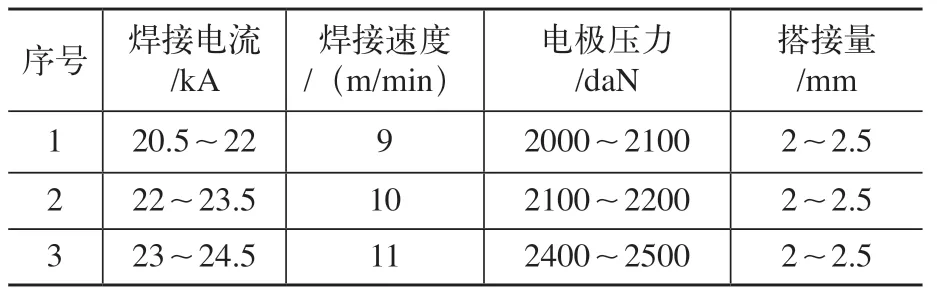
表1 仿真優化后推薦的22MnB5熱成形鋼焊接參數
5 工程驗證
采用MSW-C100D-16-2R1PL型窄間隙搭接焊機,分別使用優化前和優化后的焊接工藝對1.8mm厚的22MnB5熱成形鋼進行焊接,優化前后焊接參數對比見表2。焊縫杯突試驗結果如圖9所示。由圖9可看出,工藝優化前杯突試驗沿焊縫開裂,結果不合格;工藝優化后杯突裂紋垂直于焊縫,未沿搭接面開裂,結果合格。由此證明,數值模擬結果具有代表意義和指導作用。
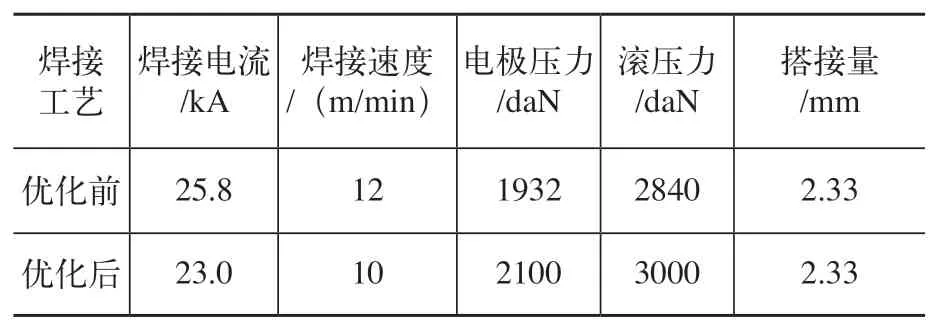
表2 優化前后焊接參數對比
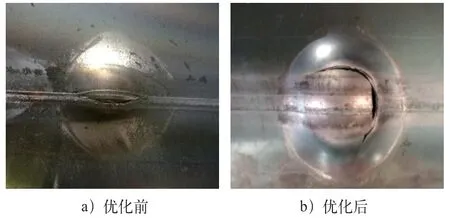
圖9 杯突試驗結果
6 結束語
基于窄搭接電阻縫焊有限元計算模型,分析了窄搭接電阻縫焊接頭負載能力的主要影響因素,提出了以d、c為指標,對焊接電流I、焊接速度v、電極壓力F以及搭接量S等窄搭接電阻縫焊關鍵工藝參數進行優化設計,得出的主要結論如下。
1)對于1.8mm厚的22MnB5熱成形鋼窄搭接電阻縫焊,得出d、c與焊接電流I、焊接速度v、電極壓力F以及搭接量S的關系式。
2)對1.8mm厚的22MnB5熱成形鋼窄搭接電阻縫焊進行優化設計后得到的工藝窗口為:焊接速度9m/min、電極壓力2000~2100daN、焊接電流20.5~22kA;焊接速度10m/min、電極壓力2100~ 2200daN、焊接電流22~23.5kA;焊接速度11m/min、電極壓力2400~2500daN、焊接電流23~24.5kA。
3)采用優化后焊接工藝得到的焊縫性能明顯提升,試驗結果與實際工程結果相吻合,對實際生產具有一定的指導意義。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
