CA6NM型馬氏體不銹鋼取消熱處理焊接工藝研究
2022-07-12 06:42:50王小芯李方明
金屬加工(熱加工) 2022年6期
王小芯,李方明
中國(guó)核工業(yè)二三建設(shè)有限公司 北京 101320
1 序言
目前,核電站的一回路泵用葉輪、A PA前置泵、主給水泵泵殼等部件廣泛采用CA6NM型馬氏體不銹鋼制造。隨著我國(guó)核電站的大量投入運(yùn)行,在役核電設(shè)備檢維修工作將是核電板塊工作的重點(diǎn)之一。在某核電站的在役檢維修過程中,曾對(duì)APA前置泵泵殼出現(xiàn)的缺陷進(jìn)行了局部焊接返修。常規(guī)的馬氏體不銹鋼在焊后為提高焊縫的力學(xué)性能,增加了焊后熱處理工序,熱處理所消耗的時(shí)間一般為10~15h,鑒于核電站檢維修過程中安全控制和對(duì)焊接環(huán)境有嚴(yán)格的要求,對(duì)焊縫進(jìn)行焊后熱處理既有較多的安全風(fēng)險(xiǎn)和操作難度,也影響現(xiàn)場(chǎng)的施工周期和進(jìn)度。因此,開展核電站用馬氏體不銹鋼取消焊后熱處理的焊接工藝研究工作,對(duì)以后進(jìn)行核電檢維修領(lǐng)域的工作具有積極意義。
本次研究選用CA6NM型馬氏體不銹鋼母材,中文牌號(hào)為0Cr13Ni4Mo,采用手工鎢極氬弧焊打底加焊條電弧焊填充的焊接方法進(jìn)行焊接。通過對(duì)馬氏體不銹鋼焊接工藝的研究,在合理的焊接參數(shù)下,制定馬氏體不銹鋼取消焊后熱處理的焊接工藝。
2 CA6NM型馬氏體不銹鋼的焊接性分析
2.1 CA6NM型馬氏體不銹鋼化學(xué)成分及力學(xué)性能
CA6NM型馬氏體不銹鋼是在鉻系馬氏體不銹鋼中加入Ni、Mo元素,降低碳含量,成為含Ni、Mo的超級(jí)馬氏體不銹鋼,其化學(xué)成分見表1,力學(xué)性能見表2。

表1 CA6NM型馬氏體不銹鋼化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表2 CA6NM型馬氏體不銹鋼力學(xué)性能
2.2 CA6NM型馬氏體不銹鋼焊接性能分析
由于Cr是促進(jìn)鐵素體生成元素,在馬氏體不銹鋼中wCr>12%,所以為了提高淬透性,使熱處理后形成馬氏體組織,鋼中含有較多的C、Ni等元素。當(dāng)焊接接頭剛度大或氫含量高時(shí),在焊接應(yīng)力作用下,特別是高溫直接冷至100℃以下時(shí),很容易產(chǎn)生冷裂紋。碳含量越高,焊縫及熱影響區(qū)硬度就越高,對(duì)冷裂紋越敏感[1,2]。
馬氏體不銹鋼焊接最主要的相變過程是熔池金屬和加熱到奧氏體相的熱影響區(qū)金屬中發(fā)生的奧氏體-馬氏體轉(zhuǎn)變,其在Ac3臨界溫度以上是奧氏體組織,當(dāng)焊后快速冷卻時(shí),面心立方的奧氏體轉(zhuǎn)變?yōu)轶w心立方的馬氏體,溶碳能力降低,導(dǎo)致體積發(fā)生變化,產(chǎn)生應(yīng)力并伴隨塑性下降[1,3]。
韌性下降主要是由于接頭脆化,而接頭脆化的主要原因是焊接熱影響區(qū)粗晶區(qū)或焊縫金屬的晶粒粗大。在焊接過程中,當(dāng)熱影響區(qū)粗晶區(qū)的奧氏體化時(shí)間較長(zhǎng)、晶粒長(zhǎng)大速度較快時(shí),冷卻后就得到粗大的馬氏體組織,使其沖擊韌度降低[3,4]。
3 焊接工藝方案
3.1 焊接材料的選擇
馬氏體不銹鋼常用的焊接材料有3類:第一類是與母材成分和組織相近的焊接材料;第二類是奧氏體焊接材料;第三類是焊縫金屬與母材熱膨脹系數(shù)接近的焊接材料[1]。
1)采用與母材金屬成分相同或相近的焊接材料施焊時(shí),馬氏體的相變過程在焊縫冷卻后會(huì)形成又脆又硬的馬氏體+鐵素體組織,這種焊縫很容易導(dǎo)致冷裂紋的產(chǎn)生。這樣的焊縫在焊接完成后通常需要進(jìn)行焊后熱處理[1]。
2)選用奧氏體焊接材料將得到奧氏體金屬焊縫,其塑性良好,殘余應(yīng)力低,可以減少冷裂紋的生成。但焊縫金屬為奧氏體組織時(shí),焊接接頭在強(qiáng)度上為低匹配,焊縫金屬在化學(xué)成分、金相組織和熱物理性能及力學(xué)性能等方面已與母材有很大不同,焊接殘余應(yīng)力難以避免,特別是在高溫環(huán)境下使用時(shí),其產(chǎn)生的熱應(yīng)力會(huì)導(dǎo)致焊接接頭的失效[1]。
3)選用熱膨脹系數(shù)與母材接近的焊接材料,可使焊縫金屬與母材在強(qiáng)度、塑性上更匹配,從而可降低焊接殘余應(yīng)力,減少焊接裂紋,如鎳基焊接材料等[1]。
此次工藝試驗(yàn)即采用了熱膨脹系數(shù)與馬氏體不銹鋼接近的鎳基焊接材料。氬弧焊使用鎳基ERNiCrMo-3焊絲,焊條電弧焊使用鎳基ENiCrMo-3焊條,生產(chǎn)制造標(biāo)準(zhǔn)符合ASME第II卷C篇要求。ERNiCrMo-3焊絲化學(xué)成分及力學(xué)性能分別見表3、表4,ENiCrMo-3焊條化學(xué)成分及力學(xué)性能分別見表5、表6。

表3 ERNiCrMo-3焊絲化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表4 ERNiCrMo-3焊絲力學(xué)性能

表5 ENiCrMo-3焊條化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表6 ENiCrMo-3焊條力學(xué)性能
3.2 焊接坡口設(shè)計(jì)
為適應(yīng)核電現(xiàn)場(chǎng)實(shí)際情況,此次工藝試驗(yàn)選用CA6NM型馬氏體不銹鋼板,板長(zhǎng)500mm,板厚30mm。采用氬-電聯(lián)焊的焊接方法,單面焊雙面成形。考慮板材厚度,并最大程度減小焊接變形,采用雙V形坡口,即35°V形坡口加15°V形坡口,坡口形式如圖1所示。

圖1 焊縫坡口形式
3.3 焊接熱輸入
焊接熱輸入過大會(huì)造成組織過熱,從而形成魏氏體組織、粗大晶粒及網(wǎng)狀晶界,使焊接接頭脆化。為此,必須嚴(yán)格控制焊接熱輸入,采用低參數(shù)、多層多道焊。但熱輸入也不能過小,否則,由于冷卻快,過熱區(qū)易產(chǎn)生粗大的馬氏體組織,導(dǎo)致塑韌性下降,在擴(kuò)散氫及焊接應(yīng)力的作用下出現(xiàn)冷裂紋。綜合考慮上述因素,氬弧焊(GTAW)熱輸入應(yīng)≤5.98kJ/cm,焊條電弧焊(SMAW)熱輸入應(yīng)≤39.55kJ/cm。
3.4 焊前預(yù)熱
CA6NM型馬氏體不銹鋼有較大淬硬傾向和裂紋傾向,為了減小焊接應(yīng)力、降低焊接接頭的溫度梯度,防止出現(xiàn)裂紋等缺陷,必須進(jìn)行焊前預(yù)熱。預(yù)熱溫度控制為100~150℃,加熱寬度從待焊接的焊縫邊緣開始計(jì)算,每側(cè)加熱寬度不小于焊件厚度的4倍,加熱區(qū)域以外的100mm區(qū)域應(yīng)進(jìn)行保溫,預(yù)熱力求均勻。
3.5 層間溫度
由于使用鎳基焊接材料作為填充材料,為降低鎳基焊縫在高溫下產(chǎn)生熱裂紋的傾向,并綜合考慮焊接馬氏體不銹鋼的預(yù)熱溫度,因此控制每層焊道間溫度為100~150℃。同時(shí),為了保證后一焊道對(duì)前一焊道起到回火作用,焊接時(shí)每層焊道厚度不超過焊條直徑,擺幅不超過焊條直徑的3倍。
3.6 焊接操作
在使用鎳基焊絲進(jìn)行馬氏體不銹鋼打底焊時(shí),在焊接熄弧時(shí)注意防止由于應(yīng)力作用在弧坑部位導(dǎo)致的裂紋產(chǎn)生,因此在焊接熄弧前應(yīng)稍作停留,控制送絲量,使弧坑形狀圓滿。焊接過程注意焊接參數(shù)的控制,焊接熱輸入不宜過大,試驗(yàn)過程中的焊接參數(shù)見表7。
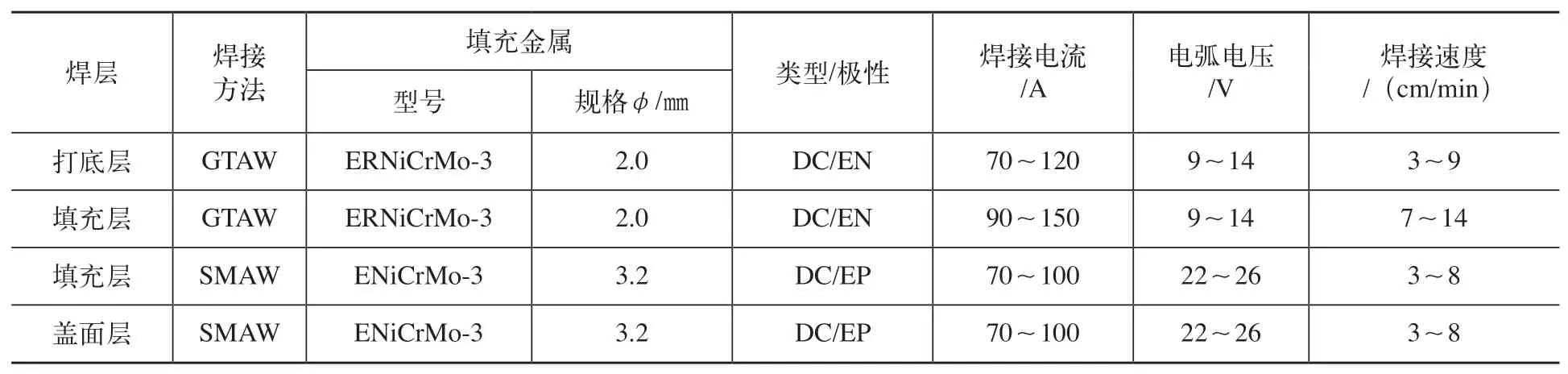
表7 試驗(yàn)過程中的焊接參數(shù)
3.7 焊后緩冷
當(dāng)焊接接頭剛度大或氫含量高時(shí),在焊接應(yīng)力作用下,特別是從高溫直接冷至100℃以下時(shí),很容易產(chǎn)生冷裂紋。因此,為防止焊縫冷卻速度過快,在焊接完成后對(duì)焊接區(qū)域覆蓋保溫棉,使焊縫緩慢冷卻,從而避免冷裂紋的產(chǎn)生。
4 模擬試件焊接
根據(jù)制定的工藝方案和焊接參數(shù),選擇尺寸為500mm×150mm×30mm的CA6NM型馬氏體不銹鋼進(jìn)行模擬試件的焊接。
4.1 人員及主要設(shè)備使用情況
使用技能水平較高的焊工,采用氬弧焊和焊條電弧焊聯(lián)合焊接的方法,焊接位置為3G立向上。人員和設(shè)備應(yīng)用情況見表8。

表8 人員和設(shè)備應(yīng)用情況
4.2 坡口制備
尺寸為500mm×150mm×30mm的CA6NM型馬氏體不銹鋼坡口采用機(jī)械加工,坡口形式如圖1所示。
4.3 焊前準(zhǔn)備
清理周圍易燃物,并設(shè)置焊接隔離區(qū)域,無關(guān)人員禁止進(jìn)入。焊接材料按規(guī)定進(jìn)行領(lǐng)取,焊條需在350℃溫度下烘干2h。儀器儀表、溫度計(jì)、焊機(jī)及熱處理設(shè)備等均在標(biāo)定合格的范圍內(nèi)。焊前檢查坡口尺寸及清潔度,在焊接試板上做好標(biāo)識(shí)。
4.4 預(yù)熱及層間溫度控制
焊接馬氏體不銹鋼時(shí),為了避免冷裂紋的產(chǎn)生,需要謹(jǐn)慎地進(jìn)行預(yù)熱和層間溫度控制。在使用鎳基焊接材料的情況下,為防止馬氏體不銹鋼焊接冷裂紋的產(chǎn)生,同時(shí)降低鎳基焊接材料熱裂紋產(chǎn)生的可能,因此預(yù)熱溫度及層間溫度控制為100~150℃。
4.5 焊接操作要點(diǎn)
焊前清除坡口邊緣20mm范圍內(nèi)的油污、鐵銹和水分等雜物。打底層焊接時(shí)注意背面的氬氣保護(hù),防止因空氣進(jìn)入焊縫內(nèi)部而影響焊縫質(zhì)量。焊道分布如圖2所示。
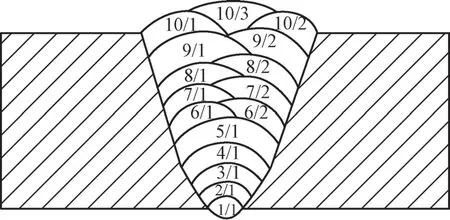
圖2 焊道分布
焊接過程操作要點(diǎn):①鎳基焊絲打底焊時(shí),注意熄弧部位的控制,熄弧需飽滿,防止出現(xiàn)弧坑裂紋。②焊接過程中不得對(duì)焊件施加較大的約束力,否則容易產(chǎn)生焊接拘束力。③焊接時(shí)選用小的焊接參數(shù),降低焊接熱輸入。④焊接過程中每完成一道次焊接,要將焊道內(nèi)的藥皮等雜質(zhì)清除干凈,在每次焊接的過程中,可稍微敲打焊接熱影響區(qū)和焊縫,以減少焊接殘余應(yīng)力。
5 試驗(yàn)結(jié)果分析
5.1 無損檢測(cè)
焊接完成后對(duì)焊縫進(jìn)行滲透檢測(cè)、射線檢測(cè),結(jié)果見表9。
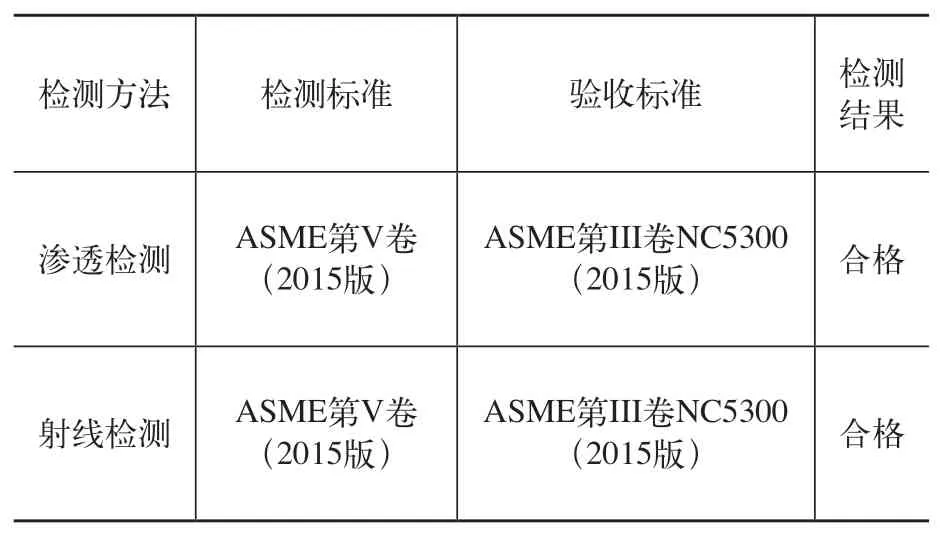
表9 無損檢測(cè)結(jié)果
5.2 力學(xué)性能試驗(yàn)
按照ASME標(biāo)準(zhǔn)對(duì)焊接接頭進(jìn)行拉伸試驗(yàn),采用鋸床和線切割在焊接試板上截取4個(gè)拉伸試樣,考慮試板厚度及試驗(yàn)機(jī)規(guī)格,取樣位置在t/2處(t為試板厚度)。根據(jù)ASME標(biāo)準(zhǔn)要求常溫拉伸試驗(yàn)抗拉強(qiáng)度不低于760MPa。拉伸試驗(yàn)結(jié)果見表10,拉伸試樣如圖3所示。

圖3 拉伸試樣
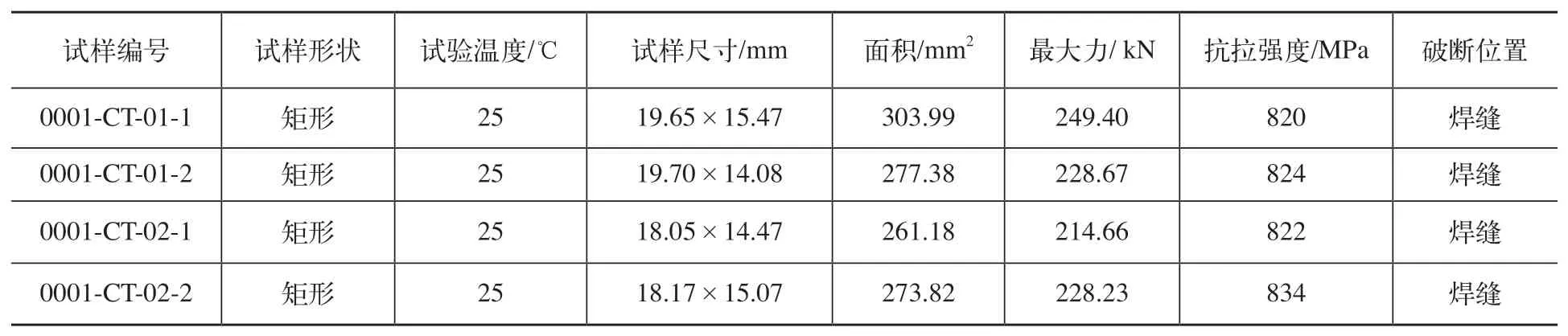
表10 拉伸試驗(yàn)結(jié)果
對(duì)試樣進(jìn)行彎曲試驗(yàn),由于采用鎳基焊接材料進(jìn)行馬氏體不銹鋼的焊接,焊縫及母材在性能上存在差異,所以為保證試驗(yàn)結(jié)果更符合要求,根據(jù)ASME標(biāo)準(zhǔn)對(duì)試板進(jìn)行縱向面/背彎試驗(yàn)。試驗(yàn)標(biāo)準(zhǔn)符合ASME第Ⅸ卷要求,彎曲試驗(yàn)結(jié)果見表11,面彎試樣如圖4所示,背彎試樣如圖5所示。

表11 彎曲試驗(yàn)結(jié)果

圖4 面彎試樣
圖5 背彎試樣
在焊接試板焊縫區(qū)和熱影響區(qū)各取沖擊試樣3件。對(duì)沖擊試樣進(jìn)行性能測(cè)試,檢測(cè)標(biāo)準(zhǔn)符合ASME第II卷A篇SA-370要求。沖擊試驗(yàn)結(jié)果見表12,沖擊試樣如圖6所示。
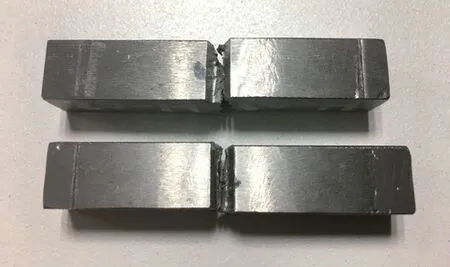
圖6 沖擊試樣

表12 沖擊試驗(yàn)結(jié)果
為了測(cè)試焊接方法對(duì)焊縫區(qū)、熱影響區(qū)及母材的影響,對(duì)焊接試板進(jìn)行硬度試驗(yàn)。試驗(yàn)采用維氏硬度,檢測(cè)標(biāo)準(zhǔn)符合ASME第II卷A篇SA-370要求。試驗(yàn)結(jié)果見表13,硬度試樣如圖7所示。圖7 硬度試樣

表13 硬度試驗(yàn)結(jié)果
6 結(jié)束語(yǔ)
通過對(duì)CA6NM型馬氏體不銹鋼焊接工藝的研究,在焊接過程中嚴(yán)格控制焊接熱輸入、預(yù)熱、層間溫度,并采用多層多道焊的方式進(jìn)行焊接,在不進(jìn)行焊后熱處理的情況下,即可得到力學(xué)性能良好的焊縫,滿足現(xiàn)場(chǎng)工作要求。另外,由于同時(shí)減少了焊后熱處理的操作工序,因此在提高保證施工安全的同時(shí)提高了工作效率和施工進(jìn)度。該研究為核電現(xiàn)場(chǎng)檢維修過程中的馬氏體不銹鋼焊接提供了參考和借鑒,具有一定的推廣應(yīng)用價(jià)值。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
焊接(2015年9期)2015-07-18 11:03:53
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02