鋁合金筒體鑄件縮松缺陷原因分析及解決措施
2022-07-12 06:44:18閻士標曹杰張偉劉建功劉萬坡
金屬加工(熱加工) 2022年6期
閻士標,曹杰,張偉,劉建功,劉萬坡
河北太行機械工業有限公司 河北石家莊 052165
1 序言
某裝備用重要筒體鑄件結構如圖1所示,屬于典型的筒狀結構,外徑600mm、內徑480mm、高度700mm,鑄件內腔有4個寬度為60mm、厚度為50mm、長度為700mm的T形凸臺,鑄件重量190kg,鑄件外表面、內腔凸臺表面單側留有10mm的加工量。鑄件材料為ZL205A鋁合金,為Ⅱ類鑄件,需進行X射線檢測,鑄件內部質量需符合GB/T 9438—2013《鋁合金鑄件》要求。鑄件后續加工后,內外表面不得有縮孔、縮松、裂紋及氣孔等缺陷。
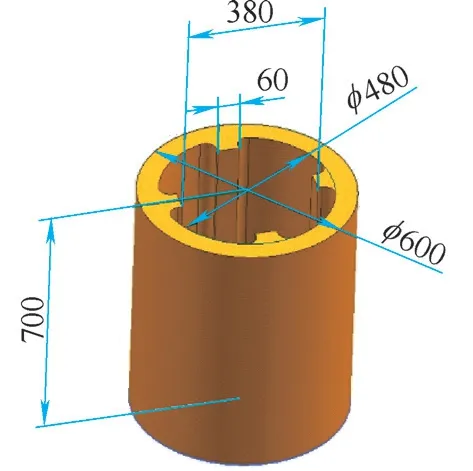
圖1 筒體鑄件結構
2 前期試制鑄造工藝
目前,大型重要的筒類鋁合金鑄件一般采用先進的低壓鑄造方法進行試制和生產,因為低壓鑄造方法能更有效地防止鑄造缺陷的產生。因我公司沒有低壓鑄造設備,受生產條件的限制,故采用砂型鑄造方法進行工藝試制。
2.1 造型方式
采用重力澆注方法,底注式澆注。采用上中下三箱樹脂砂造型工藝,下箱為底箱并設置橫澆道和內澆道,中箱為鑄件整個型腔并設置直澆道,上箱設置冒口。
2.2 澆注系統設計
試制鑄造工藝如圖2所示。設有圓錐形直澆道1個,底部直徑30mm,截面積為7cm2。設有環形橫澆道1個,橫澆道截面為梯形,截面積為8.4cm2。設有梯形內澆道4個,內澆道總截面積為14cm2。直澆道、橫澆道、內澆道截面積比為:∑F直∶∑F橫∶∑F內=1∶1.2∶1.7。對應鑄件T形凸臺部位,頂部設有4個頂冒口,在鑄件凝固過程中對T形凸臺部位進行補縮,冒口尺寸為長280mm、寬60mm、高100mm。
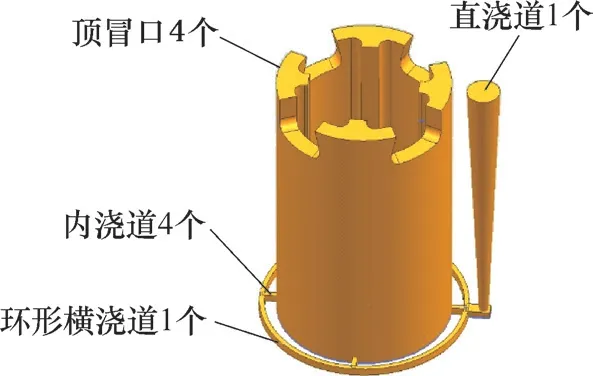
圖2 筒體鑄件試制鑄造工藝
2.3 鋁錠熔化及澆注
合金熔煉時,采用ZL205A鋁錠為原料,對鋁錠表面去污、除垢,鋁錠熔煉后,用復合多元精煉劑精煉,用專用攪拌機+氮氣攪拌除氫,除渣后保溫靜置,當鋁液溫度為710℃時澆注,澆注時間保持在
1.5~2min。
2.4 前期試制鑄件質量
將鑄件去除澆冒口,經清理、打磨、噴砂處理后,進行X射線檢測,發現鑄件內部多處存在縮孔、縮松缺陷,T形凸臺部位縮松面積較大。而且,鑄件的中下部缺陷數量比上部多。后對鑄件進行機械加工,鑄件內部缺陷更加明顯,加工表面多處存在較大面積的縮松缺陷。鑄件加工后表面某處缺陷如圖3所示。鑄件加工后表面缺陷分布如圖4所示。

圖3 筒體鑄件加工后表面某處缺陷
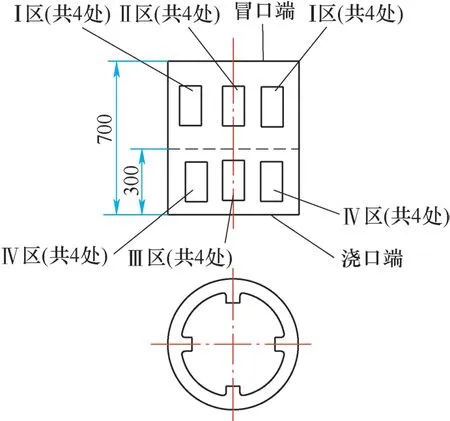
圖4 筒體鑄件加工后表面缺陷分布
從圖4可看出,鑄件加工后缺陷的分布有一定的規律性。缺陷區域分成上下兩部分,上部區域為冒口端,下部區域為澆口端。Ⅱ區為與T形凸臺相對背面的區域,共4處缺陷,此區域均存在少量的縮松,縮松最大長度約40mm,寬度約20mm;Ⅰ區為兩個Ⅱ區之間區域,共4處缺陷。此區域縮松的總面積比Ⅱ區大,縮松最大長度約60mm,寬度約為25mm;Ⅲ區、Ⅳ區位于鑄件的下部,Ⅲ區縮松的總面積和Ⅱ區縮松的總面積接近,Ⅳ區縮松的總面積明顯比Ⅲ區縮松的總面積大,縮松最大長度約75mm,寬度約30mm。綜上所述,缺陷分布規律為:Ⅰ區比Ⅱ區縮松的總面積大,Ⅳ區比Ⅲ區縮松的總面積大,鑄件下部縮松的面積比上部大。
2.5 鑄造缺陷原因分析
根據鑄件缺陷類型及鑄造工藝形式,對縮松缺陷產生的原因從澆道設計、冒口補縮能力、鑄件凝固特性等幾個方面進行了分析,認為縮松產生的原因有以下幾個方面。
(1)澆注方式對缺陷產生有較大的影響 本次工藝試制采用的是底注式澆注,目的是使鋁液充型平穩、排氣順暢,避免鋁液在充型過程中發生氧化及卷入氣體,有利于防止氣孔、夾渣等缺陷的產生。但是,采用底注式澆注,鋁液在充型過程中,先澆入的鋁液流經的路線較長,熱損失較大,鋁液充型完成后,鑄型上部的鋁液溫度低于型腔下部的鋁液溫度,形成了上低下高的溫度梯度,這種溫度分布使鑄件產生自上而下的凝固趨勢,與重力鑄造的順序凝固相反。這樣,鑄件在凝固過程中,鑄件中上部可通過頂部的冒口補縮,但是鑄件中下部,由于內澆道的凝固,補縮受阻,鑄件中下部沒有多余的鋁液補縮,因而產生縮孔或縮松,而且產生縮孔或縮松的面積比鑄件上部更為嚴重[1]。
Ⅱ區上部設有冒口,鑄件凝固時可對Ⅱ區進行補縮,因此產生縮松面積較小。位于兩個Ⅱ區之間,這個區域離冒口距離遠,冒口對Ⅰ區的補縮能力減弱,因此Ⅰ區縮松的總面積比Ⅱ區大。
( 2 ) 材料特性對缺陷產生有一定影響 ZL205A鋁合金凝固結晶范圍非常寬,為544~633℃,呈糊狀凝固方式,鋁合金本身鑄造性能較差,鋁液補縮通道不暢,因此容易產生縮松缺陷。
(3)澆注系統設計簡單,補縮能力不足 試制工藝澆注系統設計簡單,雖然設置了4個頂冒口,但是由于鑄件高度較高,冒口的補縮能力有限,無法對整個鑄件尤其是T形凸臺部位進行補縮,其他部位也沒有設計相應的補縮系統,因此造成鑄件產生縮松缺陷[1]。
3 工藝改進
根據前期鑄造工藝、鑄件缺陷情況及原因分析,對鑄造工藝進行了改進,以彌補底注式澆注工藝的缺點,改進后的鑄造工藝如圖5所示。
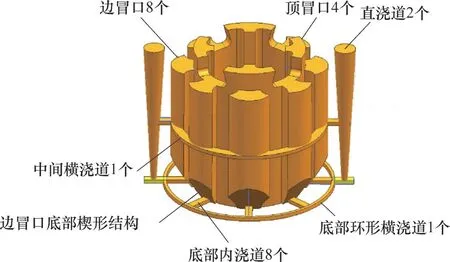
圖5 筒體鑄件改進后的鑄造工藝
改進后的具體工藝措施如下。
1)將直徑30mm的圓錐形直澆道由1個增加至2個,梯形內澆道由4個增加至8個,這樣就能縮短澆注時間,使鋁液充型更快,且可降低鋁液充型后鑄件上部和下部的溫差,使鑄件趨向于同時凝固。另外,還可提高冒口的補縮能力,有利于消除縮松缺陷[2]。
2)除4個頂冒口外,從凸臺背面相對位置開始,沿鑄件外表面設置8個邊冒口,每個邊冒口截面形狀近似梯形,長邊為150mm、短邊為70mm、厚度為90mm,邊冒口高度為700mm。在鑄件凝固過程中,這些冒口可對鑄件整體進行補縮,有利于消除縮松缺陷。同時,為了提高邊冒口的補縮能力,將邊冒口底部設計為楔形,更有利于邊冒口向鑄件補縮[3]。
3)在鑄件中部設置1條中間橫澆道,截面形狀為矩形,邊長為30mm,橫澆道和8個邊冒口相連,這樣鑄件在澆注過程中,鋁液澆注到中間部位時,后續澆入的鋁液將從中間橫澆道進入鑄型,可均衡鋁液溫度,降低鋁液充型過程中的溫差,這樣就保證了鑄件上部鋁液的溫度高于或接近下部鋁液的溫度,形成上下順序凝固的溫度梯度,提高了鑄件的補縮能力,有利于消除鑄造缺陷[3]。
4)鑄件澆注到頂冒口位置時,從頂冒口進行鋁液補澆,這樣可保證頂冒口鋁液的溫度最高,從而提高頂冒口的補縮能力。
4 效果驗證
按改進后的工藝試制鑄件10件,清理、打磨后,經X射線檢測,鑄件內部縮松缺陷基本消除,內部質量符合GB/T 9438—2013《鋁合金鑄件》技術要求。對鑄件進行機械加工后,鑄件表面密實光亮,沒有明顯的縮松、縮孔缺陷,說明改進后的工藝有效。工藝改進后筒體鑄件加工后表面狀況如圖6所示。

圖6 工藝改進后筒體鑄件加工后表面狀況
5 結束語
1)通過對此筒體鑄件澆注系統的改進可知,鋁合金鑄件采用底注式澆注時,由于澆注系統結構本身的缺陷,可能會造成鑄件產生縮孔、縮松缺陷。此時,可通過增加冒口、改變澆注系統形式等方法彌補底注式澆注的不足,目的是盡量降低鑄型鋁液上部和下部的溫差,盡量創造鑄件自上而下的溫度梯度,使鑄件進行順序凝固或同時凝固,從而最大限度地消除縮孔、縮松缺陷。
2)本文所敘述的方法只是在我公司現有的生產條件下采取的方法,也不是最優的工藝方案,這種方法帶來的后果是鑄件工藝出品率低、后續清理打磨的工作量大、成本較高。與專業的鑄件生產企業相比,它們有現代化的生產設備和條件,采用低壓鑄造技術、運用冷鐵等方式,肯定有比此方法更優、更經濟的方案。在后續的生產過程中,我們會不斷優化改進工藝,提高工藝出品率,降低成本,減少后續清理工作量,實現鑄件質量和成本雙贏。
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
設備管理與維修(2016年5期)2016-03-16 02:20:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年11期)2015-03-16 05:57:40