GD包裝機光子缺包檢測裝置失效問題的分析與解決
2022-07-13 21:44:57馬昌祥楊坤華譚興旺陳鵬代超
裝備維修技術(shù) 2022年25期
馬昌祥 楊坤華 譚興旺 陳鵬 代超
摘 要:GD包裝機組生產(chǎn)過程中,因設(shè)備設(shè)備故障或操作工操作不當導(dǎo)致缺包煙條產(chǎn)生,而在缺包檢測這一環(huán)節(jié),光子缺包檢測最為可靠,但是當光子缺包檢測本身出現(xiàn)問題時,不能及時發(fā)現(xiàn),從而導(dǎo)致其自身處于未正常工作狀態(tài),極易導(dǎo)致缺包煙條流出,存在極大在質(zhì)量隱患。
關(guān)鍵詞:包裝機;光子缺包檢測;條煙缺包
0 引言
GD包裝機組在生產(chǎn)過程中,條煙缺包屬于A質(zhì)量缺陷,每年我廠缺包市場投訴率仍然較高。光子型條煙缺包檢測作為條煙缺包檢測的最后一道關(guān)口,當光子缺包檢測本身出現(xiàn)問題時,不能及時發(fā)現(xiàn),從而導(dǎo)致其自身處于未正常工作狀態(tài)。本課題就條煙缺包的質(zhì)量缺陷進行梳理,找到該缺陷控制的薄弱環(huán)節(jié)及漏洞,及時制定對策,對光子型缺包檢測裝置失效進行在線監(jiān)控,防止因光子缺包檢測失效導(dǎo)致條煙缺包質(zhì)量缺陷產(chǎn)品流出。
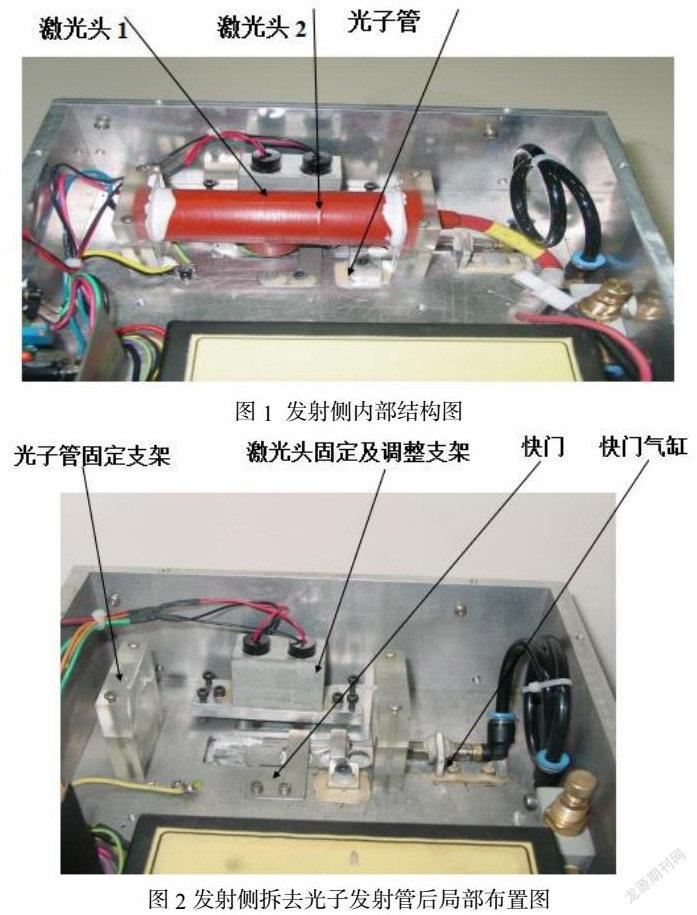
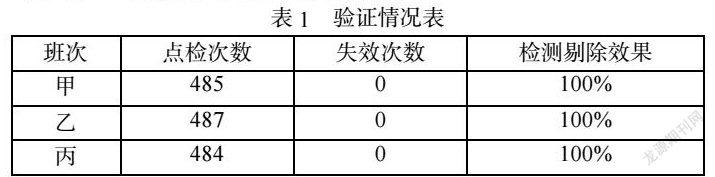
1條煙光子缺包檢測器原理及結(jié)構(gòu)
其原理是當條煙通過光子缺包檢測器時激光檢測器檢測到條煙時,快門氣缸打開,光子發(fā)射管發(fā)射光子,接收級接收光子,當條煙離開激光檢測器時,快門關(guān)閉。如果過程中接收級接收到異常增強光子強度,則判定為缺包,控制單元發(fā)出停機提升通道或者剔除信號,將缺陷條煙檢出。
光子缺包檢測內(nèi)部結(jié)構(gòu)圖如圖1,圖2所示。
2 GD包裝機光子缺包檢測裝置失效原因分析
通過查看最近一年對光子缺包檢測的維修處理記錄,光子缺包檢測失效的原因主要有:氣壓異常、快門卡澀、電源損壞、剔除失敗、連條導(dǎo)致漏檢。通過調(diào)查發(fā)現(xiàn),導(dǎo)致光子型條煙缺包檢測失效的原因有以下三點:
①壓縮空氣壓力沒在理想工作范圍內(nèi),壓力過小不足以使光子缺包檢測裝置的光子快門打開,通過的煙條未被檢測裝置檢測;
②煙條連條及剔除裝置失效導(dǎo)致的缺包煙條未被準確剔除;
③光子型條煙缺包檢測裝置的電源異常(損壞、斷電),其處于未工作狀態(tài)。
3 解決方法
為了解決缺包煙條流出的問題,小組提出研發(fā)光子型條煙缺包檢測器及剔除裝置的防失效系統(tǒng),針對光子缺包檢測失效的原因進行分析,如果當煙條通過時,能夠確保光子型條煙缺包檢測器及剔除裝置正常工作,否則停機并報警。
器件選擇:為了更好在解決該問題,根據(jù)自己的實際情況及易操作性,選用西門子S7-200做為控制單;檢測開關(guān)選用光纖式光電開關(guān);入口光電選用漫反射光電開關(guān),性能穩(wěn)定,安裝方便。壓力大小確定0.6MPa是氣動設(shè)備最穩(wěn)定的氣壓。通過程序來完成光子缺包檢測裝置是否失效是能被監(jiān)測的,可以通過PLC實現(xiàn)其自診斷功能。
正常狀態(tài)下,當檢測到煙條通過時,快門會打開,光子缺包檢測對煙條進行檢測,發(fā)現(xiàn)缺包即會反饋給系統(tǒng),由剔除氣缸執(zhí)行剔除;而在斷電及斷氣時,當I0.0有輸入信號時,快門則不會打開,光子缺包檢測裝置不會工作;氣缸卡澀的情形下則是檢測到缺包后剔除機構(gòu)無法剔除缺包煙條。
1.在快門打開和剔除氣缸剔除處分別安裝感應(yīng)器I0.1及I0.2并接入PLC系統(tǒng);
2.抽取2條成品煙,并且人工制造缺包條煙的測試煙2條;
3.在正常工作情形下,在2#煙條提升輸送通道入口處放入4條樣品煙并觀察感應(yīng)器的變化;
4.在關(guān)閉檢測裝置電源并接通氣源的情形下觀察樣品煙經(jīng)過后察感應(yīng)器的變化;
5.在打開電源并斷開氣源的情形下觀察樣品煙經(jīng)過后察感應(yīng)器的變化;
在保證電、氣的同時卡住剔除氣缸的情形下觀察樣品煙經(jīng)過后察感應(yīng)器的變化。
4 效果檢查驗證
光子型條煙缺包檢測及剔除裝置的防失效系統(tǒng)安裝完成后,三個班組點檢測試逐條改變該裝置外部條件的情況下進行缺包條煙剔除檢測實驗,通過各類情況的假設(shè)實施后,光子型條煙缺包檢測裝置均能有效截住缺包條煙,即光子型條煙缺包檢測裝置失效防控系統(tǒng)有效工作,光子型條煙缺包檢測裝置失效為0。
5 總結(jié)
通過此課題的開展,有效避免了因光子缺包檢測失效而造成的缺包煙條的質(zhì)量返工和排查,節(jié)省了大量的人力和物力,起到了降本增效的作用。杜絕了缺包煙條流入市場,為維護公司品牌形象作出了較大貢獻,為精益生產(chǎn)打下基礎(chǔ)。
參考文獻
[1]劉振全,韓相爭,王漢芝.西門子PLC從熱門到精通[M]. 北京:化學工業(yè)出版社,2018:20-101.
[2]趙志平.ZB45型硬盒硬條包裝機組培訓(xùn)教材[M].上海:上海煙草機械有限責任公司出版,2005:47-69.
[3]馬志溪.電氣工程設(shè)計[M]. 北京:機械工業(yè)出版社,2004:120-230.
[4]韓雪濤 .電子元器件識別、檢測、選用與代換[M]. 北京:電子工業(yè)出版社,2019:168-199.
[5]廖常初.PLC編程及應(yīng)用[M]. 北京:機械工業(yè)出版社,2008:89-117.
作者簡介:馬昌祥,男,(1986—),本科學歷,助理工程師,從事煙草行業(yè)電氣維修工作.
