
500 Internal Server Error
國六柴油機后處理催化器生產工藝中的防錯應用分析
2022-07-13 21:45:25劉廣鵬
裝備維修技術 2022年26期
劉廣鵬
摘? 要:隨著工業和信息化部裝備工業發展中心網站發布《關于重型柴油車國六排放產品確認工作的通知》,通知中明確自2021年7月1日起停止生產、銷售不符合國六標準要求的重型柴油車產品,自此,我國柴油機正式進入“國六”時代,重型車國六標準要求進一步加嚴,氮氧化物(NOx)和顆粒物限值分別減低77%和67%,排放要求持續升級,對國內后處理廠家而言,是機會也是挑戰,面對挑戰成本控制和質量控制重要性突顯,生產過程中的防錯是質量控制的一種有效手段,降低質量成本提高市場競爭力。本文闡述了后處理催化器在生產過程中的防錯工藝應用,期望有更好的防錯手段促進催化器的生產工藝。
關鍵詞:后處理;催化器;質量;防錯工藝
1B公司后處理催化器主要生產工藝簡要
和大部分汽車零部件生產一樣,催化器生產為工序多、批量大,主要生產工藝為制筒、封裝、焊接、裝配等,工序進行過程中,仍然會存在一系列質量問題,錯裝漏裝屢見不鮮,造成的質量問題不計其數。
2催化器生產過程無防錯或防錯失效的典型問題
2.1.產品上用了錯誤的零件,相似件混用;
2.2.制造過程中,員工因疏忽、遺漏正常的生產工序,或誤裝、重復裝;
2.3.員工職業素養欠缺、技能不滿足和指導書理解偏差等,不能完全按照設計工藝操作,造成施工不規范;
2.4.原材料不合格,到了制造現場未被發現;
2.5.使用了錯誤的工裝模具或設備,及設備有異常沒有及時發現;
2.6.使用了錯誤的量檢具,或測試方法;
以上都會導致一系列問題,輕則返工返修,重則影響整車安全,人身安全,造成不利影響。
3催化器生產防錯工藝實施后解決問題實例解析
3.1設計之初連同DFMEA考慮制造過程中的防錯問題,雖然DFMEA不是依靠過程控制來克服設計中的缺陷,但其可以考慮制造過程中技術的客觀限制,從而為過程控制提供了良好的基礎。通過設計,盡可能的考慮到防錯問題,從而減少后期批量生產的檢驗頻次,降低成本也提高效率。為保證在制造過程中,端口整形工序不會出現兩端頭端口整形錯誤,設計時將同一個DPF封裝組件兩端設計為同樣的端口,制造過程中無需對端口防錯,若設計無法避免時,同一個DPF封裝組件上有公端口也有母端口,在制造過程中需做防錯措施,否則將有端口整錯的質量隱患。
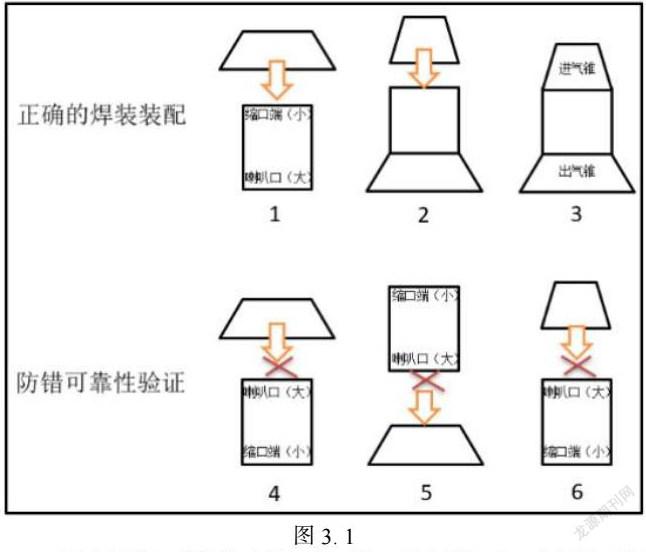
3.2制造過程中,若發現更優的生產工藝,需不斷的優化,可以是顛覆式的結構優化。如DOC封裝組件,設計時已考慮到在焊接時的方向防錯,在DOC筒體的一側增加缺口,實際制造時,發現防錯探測失效,利用焊接夾具上定位銷釘無法認向。于是測試,在自動縮頸工序中,通過增加PLC縮口次數程序段,在工藝參數中設定是否使用及縮頸尺寸和范圍,再利用縮頸后筒體端邊變形喇叭口的特性,進氣端和出氣端連接封裝組件,從而達到DOC封裝組件方向防錯(如圖3.1示意)。
3.3同為封裝組件焊接防錯,驗證另一種防錯方式,在制筒下線處或封裝上筒體前,增加筒體任意一端粘貼色標工序(經驗證未占用時間實際生產時間),上封裝線時(封裝工序前),利用視覺掃描系統(基恩士IV500)識別筒體放向,若識別通過方可進入封裝工序,反之設備報錯,該筒體進入NG通道,待正確的筒體完成封裝工序后,在焊接工裝上增加色標傳感器(松下色標傳感器lx101),將色標信號作為啟動焊接的先決條件,避免裝錯方向仍然可以焊接,經批量驗證,該防錯方式具備可行性,且成本投入較少。
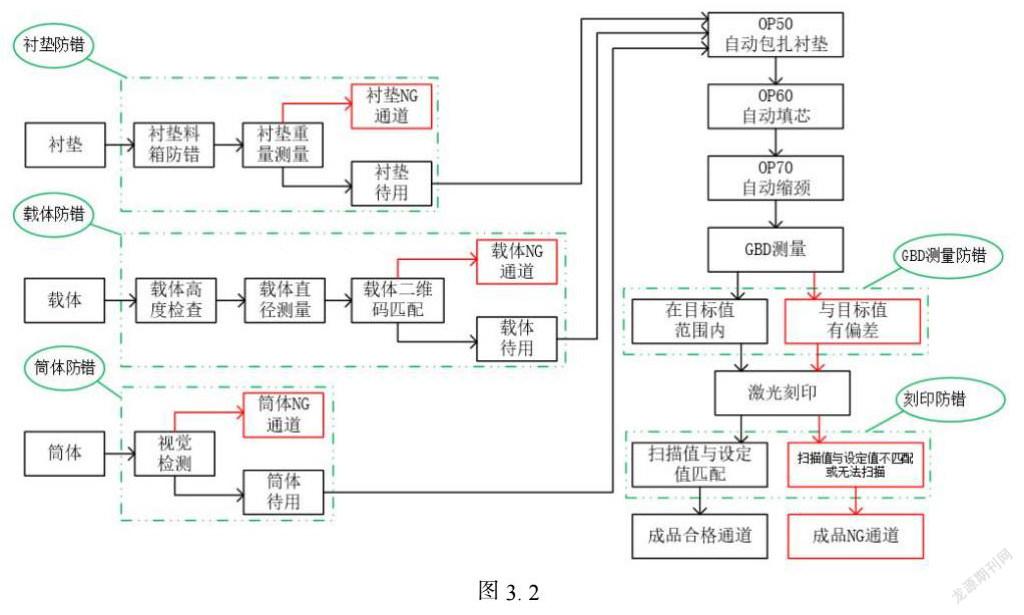
3.4利用自動化設備的集成性防錯(如圖3.2),封裝工序前的一系列原材料驗證,通過確認,流入下個工序,任何原材料的有偏差,即入NG通道。
襯墊防錯,根據襯墊性能,一般襯墊可以分為對稱和非對稱設計(部分襯墊不分正反),這里主要分析需區分正反的,根據襯墊的缺口位置的差異,使用可調整尺寸的襯墊料箱,尺寸調整搖桿上增加編碼器(考慮成本及使用頻次,顧設計為手搖式,可選擇伺服驅動),調整的位置值記錄在設備工藝程序上,位置偏差時,通過PLC程序讓設備報錯且讓該動作不能啟動。利用襯墊的不對稱性,放入料箱時只能為正確的方式,使得錯誤的襯墊或錯誤的方式無法裝入料箱,此為機械防錯;為避免正確的襯墊中有不合格品,再利用梅特勒托利多電子稱稱重,重量篩選通過后待用,此為電氣防錯,否則進入襯墊NG通道。
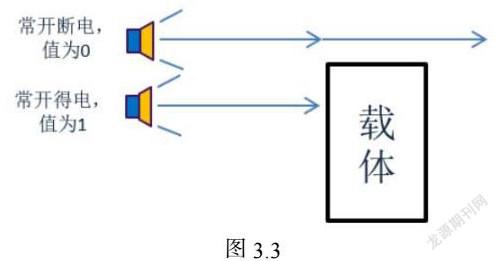
載體防錯,先利用兩個漫反射光電開關,默認通過條件一個為值為1,一個值為0,利用兩個開關的上下間隙,確認載體高度正確(如圖3.3),雙條件滿足后利用基恩士激光測量傳感器,測量載體直徑,旋轉機構帶動載體測量的過程中,二維碼掃碼槍識別載體防錯碼,確認直徑并匹配物料信息是否正確,以上流程全部放行后,載體通過待用,反之進入載體NG通道。
筒體防錯,利用基恩士IV500圖像識別傳感器,對輸送線上的每個筒體進行拍照掃描,識別高度和特定特征(孔位、輪廓等),比對正確的筒體后待用,或識別錯誤后進入筒體NG通道。
值得注意的是,設備不是不會出錯,只是概率低,制造過程中,本著“寧可殺錯,不可放過”的質量原則,所有防錯做了加嚴處理,且封裝作為催化器生產的關鍵工序,使用多重防錯方式疊加,大大增加防錯的可靠性。通過設備對該工序成品的百檢,也避免了不合格流到下工序,通過NG通道流出。
3.5當工序檢查不出來,可退而求其次,選擇在后道序上線時篩選出,把工藝流化繁為簡,或直接跳過容易錯的環節。由于國六催化器上傳感器較多且相對狀態復雜,不易統一且實現自動化困難。經一番試驗證明,把原本線體散裝的線束及傳感器集成到線下預裝,不僅天然的增加了一道上線檢查工序,螺柱漏打等人員參加較多的工序,也可以到裝配線上(后道序)檢查出,大大降低不合格品流入市場的風險,更提高了生產力。
3.6不能完全避免,可以加強提醒,緩和錯誤的影響力。保溫殼實例,利用生產制造輔助系統,開發手機二維碼掃碼APP,在保溫殼上刻印二維碼,包殼工序時,使得殼體二維碼和封裝組件二維碼相關聯,且分別對二維碼做正確性匹配,正確掃描后,綠色通過,反之提醒,聲光報錯,且可以作為設備啟動的條件(實際生產中只做了聲光報警的提醒)。與此同時,將所有工序的掃碼收集匯總,為全流程追溯和全生命周期追溯提供了數據源,從原材料料到成品,從供應商到客戶。
螺柱螺絲防錯,以螺柱為例。B公司現有螺柱4種規格的螺柱,外形只有長度差異,用錯常態化,遂增加4種不同顏色區分,螺柱物料盒、螺柱工裝定位口、螺柱焊槍三位一色,提高分辨率降低用錯的概率,即便有少量焊錯,通過線下預裝線束,到了裝配線仍會被識別出。此方式也是加強提醒防錯的一種。當然利用設備會增加可靠度,比如機器人+螺柱送釘機構。
3.7針對制造過程中會出現沒有合適的防錯工藝,但失效后仍會造成嚴重的不良后果,“四眼原則”是個不錯的方式,通過至少兩個人的人為篩選,可降低出錯的概率。
3.8工裝模具的使用防錯,使用二進制的原理由4個或多個接近開關構成,在工裝模具上增加特定的識別感應塊,PLC程序識別正確的工模后允許進入下個步序,俗稱“8421防錯法”,適用于成本要求高,模具數量相對較少的場景。經實際使用情況看,工裝模具數量較多時,RFID射頻識別技術更有優勢。
3.9利用工裝模具防錯,如國六催化器的傳感器接頭的防錯,針對每個傳感器座子,使用不同的定位頭,在配合定位機構上接近開關,做到一個工裝只能使用一種傳感器接頭,從而有效的防錯。
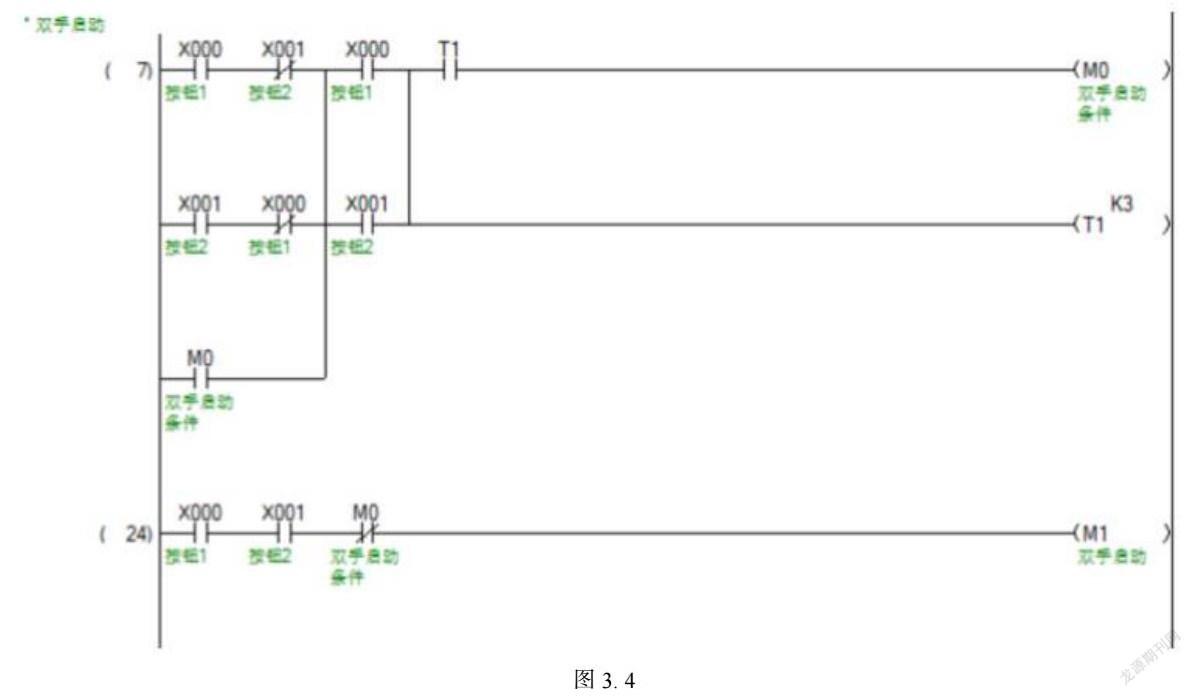
3.10安全光柵、雙手按鈕不僅對人員安全有防護作用,在日常生產過程中對設備、產品也有防錯作用。如利用安全光柵或雙手按鈕,都可以避免裝件時人為干預的錯誤(雙手按鈕不單純的是兩個開關,以三菱PLC為例,程序參照圖3.4)。
4防錯的一般檢查方式和確定需要防錯的工序
4.1識別相似的零件,再模擬混用的情況,若該工序成功混用,即確認該工序需做防錯,做到事前識別。
4.2通過PFMEA巡檢、分層審核、質量體系內審、過程審核等多種渠道檢查出需要防錯的工序,通過合理化建議找出更優的防錯方式,有更優的防錯方式后,更新防錯一覽表,通過培訓,員工實際操作,再合理化,再培訓操作,形成螺旋式提升。
4.3分析產品一次下線合格率和過程質量問題清單,篩選出發生頻次高的問題,再從中挖掘防錯實施的可能性。
4.4開班前的作業準備驗證,需涵蓋所有防錯驗證。一種是驗證正確,一種是驗證錯誤,兩種驗證方式一般都要進行,正常作法為先驗證錯誤的方式,不能通過后驗證正確的方式,正常通過后作為首件進行檢驗,上料時確認正確性,測試完成后留有記錄,可上傳信息系統,也可以留有紙質記錄,由班組長二次審核,確認后放行生產。
5結論
同個工序,可能會有多種防錯方式,同一種防錯方式也可以在不同場景得到發揮,只有更好的,沒有最好的,需要不同探索專研,才能有更合適的防錯方式,目的就是通過一系列防錯手段,降低成本和對人員的依賴,提高質量和效率。防錯方式,可以為機械結構,電氣自動化,或軟件系統,不僅可以減少問題發生,也可以提高效率。
猜你喜歡
汽車實用技術(2022年15期)2022-08-19 02:48:28
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
今日農業(2020年20期)2020-12-15 15:53:19
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
能源(2018年10期)2018-12-08 08:02:48
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
能源(2016年10期)2016-02-28 11:33:30
汽車實用技術(2015年8期)2015-12-26 09:01:02
