
縮短模具開發周期及提升沖壓件質量策略
2022-07-14 09:46:58王輝胡賀李闖
企業科技與發展 2022年4期
王輝 胡賀 李闖

【摘 要】汽車外覆蓋件是沖壓車間制造的主要汽車構件。在實際工業生產中,模具的合理性對沖壓件的質量至關重要,并且沖壓外覆蓋件模具的開發要求在滿足沖壓件產品質量的前提下盡可能地縮短開發周期。文章從模具在汽車制造中的作用、汽車模具開發的工藝設計階段/結構設計階段/加工制造階段、汽車沖壓件尺寸控制方法、工業4.0在沖壓模具中的應用4個維度概述了能夠實現縮短沖壓模具開發周期及提升沖壓件質量的策略與方法。
【關鍵詞】縮短周期;提升質量;CAE;工業4.0
【中圖分類號】TG7TP3 【文獻標識碼】A 【文章編號】1674-0688(2022)04-0144-03
0 引言
隨著社會的不斷發展,人們生活水平的不斷提高,人們對汽車的需求愈來愈大,對汽車制造與裝配技術提出的要求也越來越高。沖壓是整個汽車生產過程的第一道工序[1],外覆蓋件是汽車生產廠家沖壓車間制造的主要汽車構件。外覆蓋件作為汽車車體的重要組成部分,具有板材薄、尺寸大、造型復雜、精度和表面質量要求高的特點,開發難度較大。與之息息相關的汽車外覆蓋件模具的設計和制造同樣具有難度大、周期長、質量和精度要求高的特點,模具的好壞對汽車外覆蓋件的質量具有重要的影響[2]。在實際生產制造中,沖壓外覆蓋件模具的開發要在滿足沖壓件產品質量的前提下,盡可能地縮短開發周期,因此必須在模具開發的各個環節提出新思路、新工藝、新方法。
沖壓模具在汽車制造中具有重要的作用,其開發一般可分為工藝設計階段、結構設計階段、加工制造階段,本文針對這幾個主要階段分別介紹一些提升沖壓件質量和縮短其制造周期的可行性策略與方法。
1 模具在汽車制造中的作用
模具在汽車制造業中的應用非常廣泛,但它也是制約汽車開發和發展的瓶頸。隨著我國現代汽車工業的快速發展,車型更換速度加快,整車項目周期縮短,這為國內模具行業帶來了較大的發展機遇。從目前國內的模具制造工藝水平和科技含量來看,我國汽車模具工藝的整體情況與一些發達國家相比仍存在較大的差距,但是國內各大模具制造企業一直致力于按照汽車生產的具體要求不斷提高模具的生產質量。
近年來,隨著國內模具開發與制造技術的不斷進步,國內市場的模具價格呈現出逐漸降低的趨勢。因此,已經有眾多合資品牌和國產品牌的汽車生產廠家開始使用國內開發制造的汽車沖壓模具,并且這種趨勢會成為未來模具發展的主流。低成本的國產模具已經對國產品牌汽車發展起到了積極的推動作用。但必須指出的是,我國的模具生產廠家一定要關注質量和價格,找到質量和成本之間的平衡點,只有這樣,才能推動國產汽車不僅在中低檔汽車市場持續壯大與發展,還能逐漸在中高端汽車市場上嶄露頭角,這就對模具生產提出了更高的要求。
總之,在現代汽車在生產制造中,既要不斷縮短模具開發周期、降低模具制造成本、提高經濟效益,又要提升沖壓件質量、降低新產品開發的風險、提升汽車企業競爭力。只有兩者兼顧,模具制造才能在激烈的市場競爭中立于不敗之地。
2 汽車模具的開發
2.1 工藝設計階段
隨著信息技術、力學、有限元方法的快速發展,使用計算機模擬汽車沖壓成形過程已經成為新的趨勢,并在現實汽車模具工業中得到了廣泛的應用[3]。當前,在模具開發工藝設計階段會借助CAE分析軟件分析計算結果,然后根據分析結果反向優化設計,而不是將設計出來的工藝直接轉換為實物。這樣會大大減少模具整改輪次,從而縮短制造周期。常規的分析軟件和分析方法不能夠完全覆蓋現場實際生產過程中各種工況,所以需要引入CAE軟件的新功能和新的CAE分析軟件。
2.1.1 常規CAE分析軟件新功能
Autoform是沖壓覆蓋件最常用的分析軟件。以往工藝設計過程中僅用Autoform軟件做簡單的拉延成型性分析及翻邊整形分析[4],對于內板類零件能夠滿足開發要求,但外板類零件對表面質量要求較高,精品車類缺陷如表面波紋、棱線不順則無法有效識別。
(1)接觸距離分析棱線不順。棱線不順從外觀上看,是翻邊或整形結束后棱線的某個部位高于其他位置,從翻邊后棱線距離凸模R角的距離判斷是否存在棱線不順問題較為有效(如圖1所示)。
(2)slope檢查分析鈑金波紋。Autoform是目前通用的板料成型有限元軟件,軟件自帶的分析功能分析產品的缺陷不能體現現場實際零件的真實狀態。通過對產品波紋的根本原因進行分析(如圖2所示),進一步引入slope分析方法(如圖3所示),能夠使模擬結果與零件的真實狀況更加接近。
2.1.2 CAE軟件的創新引入
(1)Hypermesh分析零件在檢具上的姿態。通過Hypermesh模擬某項目前蓋內板在原有定位基礎上會下沉[如圖4(a)所示],從模擬結果看,處于負值區域的面積較大,說明該蓋內板表面下沉量較大。進行基準優化后重新進行模擬,處于負值區域的面積明顯減小,說明蓋內板的表面下沉量大大降低[如圖4(b)所示],此時結果滿足要求。有了這樣的模擬優化工作,大大減少了模具的更改次數,提高了模具的更改效率和準確率,也保證了產品的生產合格率。
(2)Dynaform分析零件跌落模擬生產過程。通過Dynaform模擬某項目前蓋外板機械手向皮帶上投料對零件變形影響時發現,零件會出現凹陷(如圖5所示)。模擬結果表明,當投料距離50 mm時,零件凹陷深度達0.002 mm;當投料距離30 mm時,零件凹陷深度達0.001 2 mm。產生缺陷的原因是前蓋內外板聯合安裝內板設計低而外板高。通過重新設計,保證外板低,便可解決該問題。
2.2 結構設計階段
模具工藝設計結束后會進入結構設計階段,如何優化結構確保使用過程中刀口碎屑降低是需要優先考慮的問題。
2.2.1 關節臂安裝面設計
模具在量產使用過程中,最常見的就是刀口維修和打磨,傳統刀口維修采用手工打磨,對操作人員的專業技術要求高,過程控制能力差,一次維修通過率低。刀口或翻邊棱線更改過程中手工劃線,手工打磨研配,更改精度最高控制在±0.2 mm(劃線線寬)范圍內,整改偏差相比數控加工偏差大。采用刀口維修關節臂,人為控制調整支架,機械基準輔助控制整改量。通過千分尺刻度調整偏離刀口基準維修量,維修刀口尺寸精確控制,實現數控加工精度,手工調節自由靈活。
在以往的維修過程中雖然用到了關節臂,但是限于固定在研配平臺上研配從模具上拆除的刀塊。經過創新研究,根據關節臂所能夠覆蓋的運動軌跡和所能夠覆蓋的區域,在模具不同位置設計安裝平臺,使其能夠覆蓋整個模具,就可以在模具上使用,從而大大增加了柔性,維修質量也會進一步提高。
2.2.2 新型沖壓模具修邊交刀結構
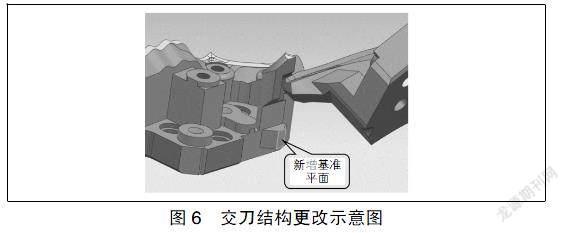
在現有汽車沖壓外覆蓋件模具修邊交刀結構的應用中,修邊后刃入刀的刀口擦黑磨損,擠壓產生片狀碎屑,不利于制件表面,所以在現場實際維修中,往往將刃入部分做避讓,只剩余一條刃入線,刃入線即基準;但是刃入線磨損后,基準缺失,需要重新找交刀基準點,此過程耗時費力,交刀基準點找不準,會出現過切碎屑或者毛刺。在刀塊設計時,在交刀刀口下方做15 mm×10 mm的基準面,作為刀尖基準面。刀口維修研配時,以刀口下方基準面為基準,精準找正交刀基準點(如圖6所示)。
2.3 加工制造階段
模具結構設計結束后會進入加工制造及使用階段,在該階段提出的新方法及新工具也會在很大程度上縮短制造周期,同時提升產品質量。
2.3.1 型面掃描減少研配量
在傳統的模具制造過程中,加工裝配結束后便直接進入研配狀態,模具加工數據和機床機加工的累計誤差會導致研配量大大增加。在研配之前采用HandySCAN3D掃描設備(精度為0.025 mm)分別對需要評估的配合面進行掃描,然后將兩配合面的掃描數據擬合進行Gap分析,從分析結果就能看出實際間隙,然后重新優化機加工數模,二次加工后會大大減少鉗工的研配量,也會提升研配質量。
2.3.2 物理氣相沉積
零件在翻邊整形過程中經常會因為翻邊塊硬度和光潔度不足而在零件表面產生拉毛,并且拉掉的鋅粉也容易落到零件上產生壓印。傳統方法是在鑲塊表面電鍍5~30 μm的鍍鉻層,但鍍鉻層容易磨損而開裂、脫落,導致翻邊塊使用周期縮短,使用效果較差[5]。采用物理氣相沉積技術,尤其是脈沖等離子體沉積方法(Pulsed Plasma Deposition,PPD)可從翻邊塊表面以下獲得深度為150~200μm的高質量滲透層,該滲透層具有較高的硬度和光潔度,使用壽命大大延長,并且不會出現因鋅粉脫落造成的停機擦模現象。
3 汽車沖壓件尺寸控制
在沖壓模具項目開發過程中,沖壓件尺寸控制成為精益制造、縮短制造周期的關鍵點。沖壓件尺寸工程傳統的方法是通過檢具對零件尺寸進行評估進而提升尺寸的合格率。然而,沖壓模具制造及沖壓件尺寸提升與整車項目開發及整車尺寸匹配存在時間點不一致性,為實現沖壓件尺寸提升與整車精益匹配同步工程,構建沖壓件與對手件虛擬匹配項目。
3.1 對手件匹配策略
所謂對手件匹配策略,就是把沖壓件、外購對手件、白車身、整車尺寸進行配對分組管理,將沖壓件與對手件匹配,形成數據互聯互通管理。通過對手件匹配策略保證了整車匹配窗口,提升了沖壓件過程能力。沖壓過程能力Cpk=(T-2ε)/6σ>1.33,其中σ越小越好(設備、模具精度保證),ε=│M-μ│(零件尺寸偏差越小越好)],然而為了改善Cpk而盲目地改善零件尺寸μ將導致系統的資源浪費。故通過分析沖壓件對手件匹配尋求最優中心值M,可以得到最小ε,從而提高沖壓過程能力Cpk。
3.2 虛擬匹配技術
虛擬匹配技術是以零件數模及GD&T為標準,尺寸測量數據為基礎,沖壓件與整車對手件精益匹配為目標,通過旋轉偏移數學基礎及柔性基準理論,建立零件基準點與零件尺寸關系方程,從而解決檢具測量零件尺寸與整車匹配不一致性、公差累計問題,實現沖壓件與對手件虛擬。
4 沖壓車間內的工業4.0:氮氣彈簧無線壓力檢測系統
工業4.0是以智能制造為主導的第四次工業革命。工業4.0時代是利用信息化技術促進產業變革的時代,將制造業向智能化轉型,也就是智能化時代[6]。作為工業之母的模具在這個時代的浪潮中也理應敢于突破。氮氣彈簧在沖壓模具中有著廣泛應用,無論是用于給壓料板提供壓料力還是氮氣缸回程或是OP10壓邊圈,均對沖壓件質量有直接影響,以往通過定期檢查氮氣缸預防模具失效,但這種定期檢查不僅工作量較大,而且單從外觀檢查容易判斷錯誤。引入氮氣彈簧壓力檢測系統,可確保精確定位壓力不足的氮氣缸及時更換。系統的主要結構由感應器、數據收集器及網關組成。該系統可以記錄和分析氮氣彈簧壓力和溫度,用戶可自行設置極限值,超出范圍可實現報警;還可以根據自動趨勢分析制定預防性維修間隔;可以減少90%因氮氣缸產生的停機,避免產生缺陷設置報廢零件。
5 結語
面對當前激烈的汽車市場競爭,國內各大汽車企業應該將更多的精力與優質資源投入產品開發,加強對汽車模具的關注。本文介紹的縮短模具制造周期和提升沖壓件質量的方式不局限于一種零件或一個模具,適用性較強。總而言之,既不能增加模具成本,又能大幅縮短新模具開發周期,達到提升沖壓件產品質量的目的,就要敢于創新,不斷提出新工藝、新工具、智能化方案并將其應用于模具開發的整個過程中。
參 考 文 獻
[1]何智力.淺析汽車車身沖壓工藝與模具技術[J].沖模技術,2017(2):22-24.
[2]譚焓.汽車車身沖壓工藝與模具關鍵技術[J].工藝與裝備,2017(5):115-116.
[3]阮廣明.汽車車身的沖壓成形技術的思考[J].建材與裝飾,2018(44):194.
[4]左治江,張宇輝,丁元才.基于AutoForm的汽車頂蓋拉延工藝分析及模具設計[J].鍛壓技術,2019(3):101-106.
[5]趙應多.表面鍍鉻在汽車冷沖壓模具上的應用[J].工業指南,2018(14):156.
[6]張曙.工業4.0和智能制造[J].機械設計與制造工程,2014(8):1-5.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
汽車與安全(2019年9期)2019-11-22 09:48:03
電子制作(2018年18期)2018-11-14 01:48:24
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
山東工業技術(2016年15期)2016-12-01 05:31:22
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
