基于3D 打印的智能馬桶水件模具隨形水路優(yōu)化設計*
2022-07-14 01:28:26趙光華黃麗敏唐英成謝育鋒肖國龍龔正平
陶瓷 2022年7期
趙光華 黃麗敏 唐英成 謝育鋒 肖國龍 龔正平
(廣東櫻井科技有限公司 廣東 潮州 521000)
在塑料注射成形過程中,模具工作溫度、溫度分布及其變化直接影響制件的生產效率和成品良率,也影響制件的物理和機械性能。因此,了解模具在注射成形過程中模具的溫度分布和變化并加以有效調控是注射成形工藝非常重要和關心的問題。通常,調控模具溫度的有效辦法是在模具內設置冷卻水路,通過注入冷卻水,將制件釋放的熱量帶走,實現(xiàn)模具溫度的調控。傳統(tǒng)的水路多是采用鉆、鏜和電火花等傳統(tǒng)加工方式完成,這就要求冷卻水路的設計形狀只能是直線狀。由于直線狀的冷卻水路與模具型腔表面的距離不等,無法實現(xiàn)具有復雜形狀的型腔面有效、均勻和快速冷卻,最終導致注射成形制件會出現(xiàn)翹曲變形、縮痕、尺寸穩(wěn)定性差和殘留熱應力大等缺陷問題。
基于3D 打印的隨形冷卻水路能很好地克服傳統(tǒng)冷卻水路與型腔面距離不等的問題,隨形冷卻水路提升了冷卻效率,使得型腔面的溫度分布均勻,提高了生產效率和制件良品率。對于具有復雜結構、大長徑比的薄壁注射制件模具,隨形冷卻水路的設計和制作仍存在如水路的形狀、空間布放、走向等諸多問題,增加了模具制造的設計難度及制造復雜度,影響企業(yè)在實際生產應用。筆者以智能馬桶注射水件模具為研究對象,針對模具有多個復雜分模抽芯行位結構、成形零件狹長薄壁的成形特征,借助Moldflow 模擬仿真軟件,設計出適合結構復雜、狹長型薄壁注塑制件的隨形冷卻系統(tǒng),采用SLM 工藝加工制造了經優(yōu)化的隨形冷卻水路與型腔一體的模具鑲件,其溫度均勻性和冷卻效率得到有效提升,為下一步優(yōu)化模具整體冷卻系統(tǒng)提供了參考。
2 3D 打印隨形冷卻水路發(fā)展概述
隨形冷卻水路是指冷卻水路的排布與走向是隨模具型腔面的變化而變化的模具冷卻水路,如圖1所示。與傳統(tǒng)冷卻水路相比,隨形冷卻水路可以是曲線狀、異形截面,甚至是變截面的,它能夠很好地與模具的結構結合,解決傳統(tǒng)冷卻水路與型腔表面無法等距離的問題,提高了冷卻效率和冷卻均勻度。
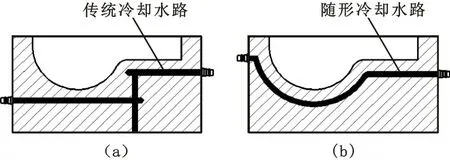
圖1 傳統(tǒng)冷卻水路與隨形冷卻水路的差異示意圖
追溯3D 打印隨形冷卻水路的最早發(fā)展,美國麻省理工學院學生E.Wylonis于1995年在其碩士論文中首次提出這一概念和實現(xiàn)方法[1],他采用微滴噴射(3DP)方式噴射有機粘合劑粘結316L 不銹鋼粉末制造帶有隨形冷卻水路的模具鑲件型腔和型芯。隨后,E.Wylonis與其導師Sachs教授等人逐步完善發(fā)展這一技術[2,3]。
1999年,麻省理工學院的Xiaorong Xu等人對注射模具隨形冷卻水路的設計和加工方法做了大量試驗研究,得出了針對3DP打印工藝的注射模具隨形冷卻水路的設計區(qū)間[4]。英國利茲大學K.W.Dalgarno等人利用美國DTM 公司生產的選擇性激光燒結(SLS)3D 打印設備,制造了注射模具形坯和對清粉處理工藝進行了深入的研究[5]。在隨形冷卻水路的空間結構和排布方面,美國密爾沃基大學Vito Gervasi等人提出了一種特殊的、稱之為Tetra LatticeTM 隨形冷卻結構,并使用立體光刻(SLA)工藝與Cu-Cr合金鑄造相結合的方法,制造出該特殊隨形冷卻結構的注塑模具,實驗表明使用該方法制造的特殊隨形冷卻結構的注塑模,冷卻效率可提高90%以上,冷卻均勻度也得到保證[6]。上述這些早期的研究成果雖在隨形冷卻水路的設計和制造方面提出一些指導性的意見,但都是面向特定的模具制造過程,其研究結論缺乏普遍性的意義,難以在實際生產中推廣應用。
2007年,華中科技大學史玉升教授等人利用SLS工藝制造出經設計優(yōu)化的 隨形冷卻水路香煙盒模具零件并應用于實際生產,其工藝參數(shù)和最終注射制品質量均驗證了模擬結果。采用隨形冷卻水路的香煙盒模具,其生產效率提高了30%,翹曲變形僅為普通模具的20%[7]。
3 隨形冷卻水路3D 打印工藝
用于模具隨形冷卻水路制造的3D 打印工藝主要有5種:
3.1 選擇性激光燒結(Selective Laser Sintering,SLS)
該方法最早是由美國德克薩斯大學奧斯汀分校的C.R.Dechard于1989年在其碩士論文中提出,利用該方法制造模具的過程為:通過激光選擇性逐層燒結表面覆裹聚合物的金屬粉末,打印件經過清粉、脫脂、燒結、浸滲等后處理工藝,以滿足模具對密度及強度的要求。該方法已經相當成熟,主要是用作制造工作溫度低、受力小的吹塑模具等。
3.2 粘合劑噴射(Binder Jetting)
該方法是由美國麻省理工和加州大學歐文分校的研究者在20世紀90年代初提出并發(fā)展起來的一種3D 打印技術(也稱為3D Pinting,3DP),與辦公用的噴墨打印機原理類似,利用噴頭選擇性地噴射粘結劑,將金屬粉末、陶瓷粉末逐層粘結成為打印件,最后經過高溫燒結、滲銅和拋光打磨等后處理工藝得到模具零件,零件的致密度可達92%以上。
3.3 選擇性激光熔融(Selective Laser Melting,SLM)
SLM 是由SLS發(fā)展而來,德國Fraunhofer激光研究所首先提出,采用高功率激光束選擇性熔融金屬粉末,采用SLM 工藝制造的模具打印件無需后期的高溫燒結,其致密度可達99.5%,是目前3D 打印模具的主流工藝。
3.4 直接激光燒結(Direct Metal Laser Sintering,DMLS)
DMLS工藝是由由德國EOS公司開發(fā),打印原理與SLM 類似,主要區(qū)別是DMLS不會熔化粉末,而是將其加熱到一定程度,將金屬粉末燒結實現(xiàn)分子水平的融合,制造的模具無需復雜的后處理,打印工序簡單,但需在EOS公司生產的EOSINTM 型3D 打印機上進行。采用該方法可以制造注射模、壓鑄模等。
3.5 立體光刻(Stereolithography,SLA)
立體光刻是最早發(fā)展的商用3D 打印技術,其在模具制造的應用是首先使用SLA 打印光固化抽殼模具的3D 打印原型,在原型外表面掛陶瓷漿后放入高溫爐中焙燒去除SLA 原型,得到的中空陶瓷殼可用于精密鑄造,鑄造件經熱處理、校正修整后就得到所需的金屬模具。
除上述的方法外,利用EBM、LENS等技術也可制造模具的隨形冷卻水路。EBM 技術原理與SLM相似,只是熔融金屬粉末的能量來源于電子束,通過電子束轟擊金屬粉末,使其熔化粘結在一起,可以克服一些金屬對激光高反射低吸收的問題。3D 打印技術在成形復雜結構方面的優(yōu)勢,擺脫了傳統(tǒng)機加工的成形限制,讓復雜結構的隨形冷卻系統(tǒng)容易地從設計變成現(xiàn)實。
4 隨形冷卻水路模擬與設計
1998年,美國麻省理工學院Xiaorong Xu等人在注射模具隨形冷卻水路設計探討研究的基礎上,總結出隨形冷卻水路有效冷卻的六項設計準則,同時構建了基于劃分冷卻單元的隨形冷卻水路設計方式,并使用3DP工藝成功制造了隨形冷卻水路注射模具[8,9]。實驗結果表明,與傳統(tǒng)冷卻方式相比,設計制造的隨形冷卻水路模具縮短注射周期20%左右,降低制件變形約15%。Xiaorong Xu等人提出的隨形水路有效冷卻的六項設計準則是:①隨形冷卻條件設計;②冷卻介質壓降設計;③冷卻介質溫度均勻性設計;④注塑制件充分冷卻設計;⑤冷卻均勻性設計;⑥注塑模具強度和變形設計。這六項準則至今仍為隨形冷卻水路設計廣泛認可,遵循這六項準則的隨形冷卻水路的設計步驟如圖2所示。

圖2 隨形冷卻水路設計步驟
2007年,香港理工大學K.M.Au等人對隨形冷卻水路的設計進行了較為全面的研究[10],K.M.Au于2009年在其博士論文中還設計了可變半徑的隨形冷卻水路[11],通過加大冷卻水路出口來增加出口處冷卻水的冷卻面積,解決因冷卻水溫度升高引起的冷卻效率降低和型腔面的冷卻不均勻的問題;此外,他還研究了隨形冷卻面設計,這種冷卻方式分是將多孔結構的材料填充到型腔內部替代冷卻水路,這種多孔結構可以通過3D 打印技術制造。2011年,Wang Y 等人在K.M.Au的工作基礎上,對注射模具隨形冷卻水路的自動生成排布進行了研究[12],提出自動生成隨形冷卻水路算法,并對基于該算法建立的隨形冷卻水路模型進行模擬分析。2013年,臺灣國立高雄應用科技大學的張晨峰[13]和盧立軒[14],基于Lloyd's 算法與Voronoi多邊形的理論分別為楔形導光板、半球殼模型創(chuàng)建了隨形冷卻水路,使用Mold Flow 仿真軟件模擬分析了隨形冷卻水路對制品品質的影響。
在國內,早期僅有部分高校開展隨形冷卻方面的研究,其中以華中科技大學為代表。2005年,魯中良等人提出基于注塑制件均勻冷卻的設計方法[15],根據(jù)該設計方法制造出電池盒注射模具,其注射周期比傳統(tǒng)冷卻水路減少約20%,變形減少約10%。2007年,史玉升、伍志剛等人提出了基于離散/聚集模型的隨形冷卻水路的設計方法[7,16],建立了截面為圓形、橢圓形、半橢圓形和U 形的冷卻水路的傳熱模型,并使用SLS 3D 打印技術成功制造了香盒模具。此外,深圳大學[17~19]也對隨形冷卻注射模具制造等關鍵技術進行了探索。但上述的國內早期研究并未涉及隨形冷卻水路的具體設計方法。
5 3D 打印隨形冷卻水路的優(yōu)化設計與制造
智能馬桶的水件稱之為馬桶的“心臟”,其質量直接決定了馬桶是否好用和耐用。由于要實現(xiàn)自動控制進排水的要求,馬桶水件具有復雜的水路結構和控制機構,并具有薄壁、細長(大長徑比)的特征,如圖3所示。由于注射模具是由多個分模抽芯的鑲件組成,傳統(tǒng)工藝加工的冷卻水路無法使模具達到滿意的冷卻效果,在注塑加工過程中制件容易產生翹曲、縮痕、斷裂等問題。

圖3 注塑水件產品照片
筆者針對水件注塑模具的其中一個一出二的鑲件型腔,原采用傳統(tǒng)工藝加工的直線型冷卻水路,如圖4(a)所示。實驗對該鑲件型腔進行冷卻模流仿真分析,從影響隨形水路冷卻效果的幾個主要設計變量,如水路的直徑大小及變化、截面幾何形狀、水路的排布方式、相鄰水路的間距以及水路中心線到型腔面的距離等,采用單因素試驗方差分析優(yōu)化設計了隨形冷卻水路,得到的設計如圖4(b)所示。

圖4 鑲件型腔原水路與優(yōu)化設計水路對比
實驗利用SLM 3D 打印技術制造了隨形冷卻水路與型腔一體的注射模具鑲件,經測試,利用SLM 3D打印工藝,加工制造了將經優(yōu)化的隨形冷卻水路與型腔一體化的模具鑲件。與原采用直線鉆孔加工的鑲件測試比較,其溫度均勻性和冷卻效率得到有效提升。參看圖5,其優(yōu)化設計的創(chuàng)新體現(xiàn)在:
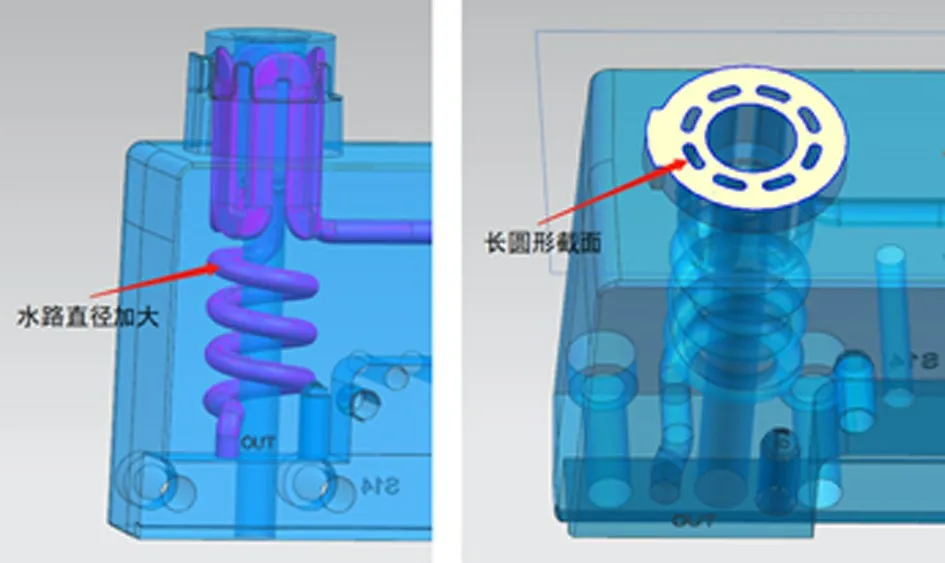
圖5 隨形冷卻水路優(yōu)化設計后水路直徑和截面形狀變化示意
(1)兩穴水路采用串聯(lián)設計,保證水路的通暢性,不會在水路內產生“死水”;
(2)兩穴水路左右對稱設計,可維持水路兩側冷卻效果均衡;
(3)根據(jù)冷卻部位的情況適當加大水路直徑,保證冷卻效果;
(4)配合端口尺寸,改變水路的截面形狀為長圓形,在有限空間內增大水路流量和冷卻范圍。
實驗利用SLM 3D 打印工藝,制造了經優(yōu)化的隨形冷卻水路與型腔一體化的模具鑲件。與原采用直線鉆孔加工的鑲件比較,其溫度均勻性和冷卻效率得到有效提升,優(yōu)化設計創(chuàng)新點體現(xiàn)在:
(1)兩穴水路采用串聯(lián)設計,保證水路的通暢性,不會在水路內產生“死水”;
(2)兩穴水路左右對稱設計,可維持水路兩側冷卻效果均衡;
(3)水路均有加大,保證冷卻效果;
(4)水路做成橢圓形,在有限空間內增大水路流量和冷卻范圍。
5 總結與展望
(1)基于3D 打印技術的隨形冷卻水路設計可降低模具復雜結構對冷卻水路的局限性,縮小冷卻盲區(qū),縮短注射成型周期,減少制件翹曲變形、縮痕、尺寸穩(wěn)定性差和殘留熱應力大等缺陷問題,并延長模具的使用壽命。
(2)實驗優(yōu)化設計制造的隨形冷卻水路與型腔一體化的模具鑲件,具有良好的冷卻效果及溫度控制性,驗證了隨形冷卻水路在復雜模具應用的可行性。
(3)實驗表明,筆者的研究結果適用具有多個分模抽芯行位結構、多鑲件的復雜模具的隨形冷卻水路設計和制造。
(4)下一步的研究將在對所有鑲件型腔、型芯的水路進行模流分析的基礎上,制定出出最佳的冷卻方案,完成整套模具的優(yōu)化冷卻系統(tǒng)。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
