粗鏜孔利器
——鏜刀盤
2022-07-14 05:53:20茅保富
金屬加工(冷加工) 2022年6期
茅保富
揚州冶金機械有限公司 江蘇揚州 225008
1 序言
一種多刀切削粗鏜內孔的刀具——鏜刀盤,由4~8把機夾鏜孔刀對稱安裝在刀盤的刀槽內,用內六角螺栓擰緊在刀盤上。兩塊帶鋸齒形調節齒的矩形板,分別固定在刀體底面和刀盤上,上下兩塊調節板每錯開一齒,加工直徑就相差1mm。安裝好的所有鏜孔刀切削刃在軸向同一平面上,刃傾角為0°,加工半徑尺寸完全相同,調節半徑可達20mm。該刀盤結構極其簡單,切削平穩,調節方便,制造容易,成本低廉,而且加工效率是單刀加工的10倍以上。
2 單刀切削鏜桿的缺陷
大型鍛件加工去除量都很大,有的甚至超過100 mm,粗加工時間往往要占到總加工時間的70%左右。特別是在鏜床上粗鏜內孔,耗費的工時甚至要占到整個鏜孔時間的80%~90%。鏜床粗鏜孔加工效率低,是由于在鏜孔為單刀切削、切削刃為大刃傾角和刀桿細長等綜合因素疊加下引起了振動[1]。
鏜床所使用的大多數鏜刀桿的刀槽都開在刀桿的中間,使切削刃偏離中心線,如圖1所示。這種刀桿有三個缺陷:一是刀具單邊切削,切削力集中在一邊引起振動;二是刀具刃傾角較大,排屑空間較小,切屑形成時受孔壁擠壓、碰撞引起振動;三是隨著孔徑逐漸變大,刀尖離鏜桿中心越來越遠,刀桿細長,剛性不足,引起振動[2,3]。在這種情況下,只能降低切削速度,減小進刀深度,減少走刀量。在電動機功率相同、鏜桿直徑/長度相同且加工相同工件內孔的條件下,鏜床粗鏜孔的切削速度不到車床的1/2,且進刀深度、走刀量均明顯小于車床。因此,為鏜床提供一種切削無振動、加工效率高的鏜孔刀具是粗鏜孔迫切需要解決的問題。

圖1 切削刃偏離中心線
3 鏜刀盤的特點
受銑刀盤多刀切削的啟發,將多刀切削應用于粗鏜內孔,只須將銑刀盤稍加改進,就可以成為高效切削的鏜刀盤(見圖2)。鏜刀盤包括刀盤、右偏機夾鏜孔刀、鋸齒形調節板、錐柄、內六角緊固螺栓和方形螺母。
刀盤(見圖3)左端面均布加工4個55mm×20mm×6mm開口腰形槽,腰形槽上平面在刀盤中心線上,腰形槽內再加工1個38mm×11mm腰形通孔,刀盤背面加工4個53mm×18×6mm開口腰形槽,此槽及腰形通孔中心線與左端面開口腰形槽中心線在同一平面上。腰形槽上方加工有排屑缺口,刀盤右端與錐柄相連接。
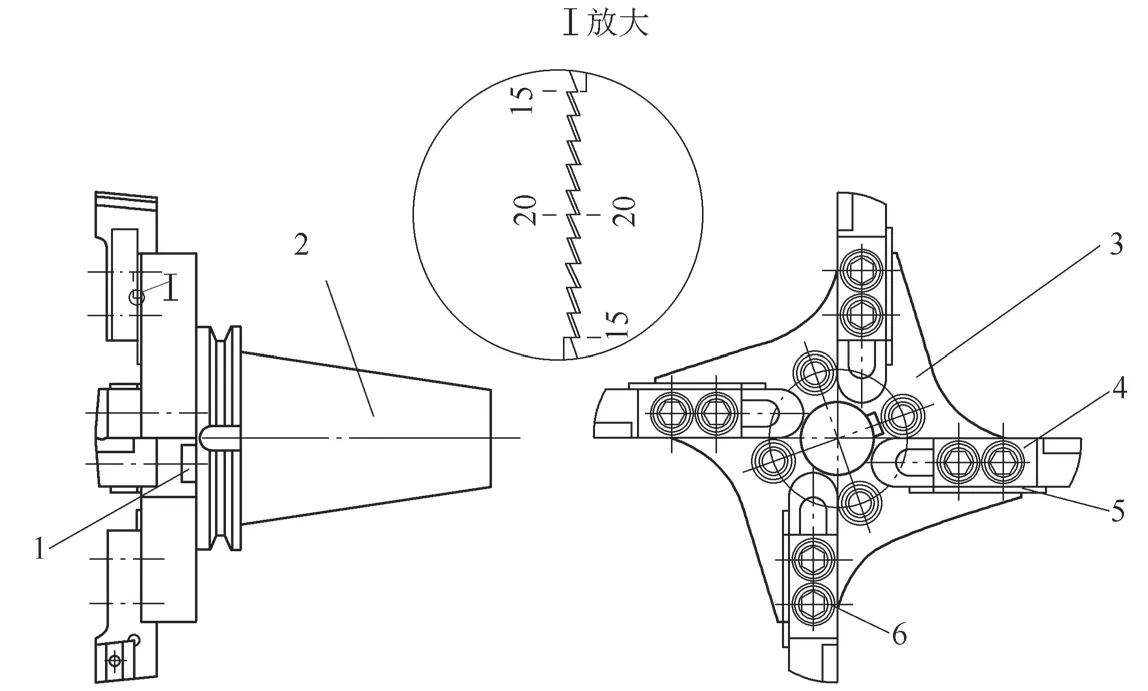
圖2 鏜刀盤
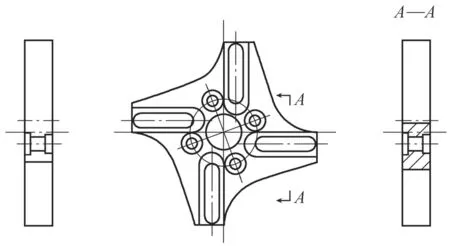
圖3 刀盤
右偏機夾鏜孔刀(見圖4)刀體總長60mm,刀桿為40mm×20mm×20mm矩形體,刀桿前后面中間位置加工2×φ10.5mm通孔,兩孔相距18mm,通孔前端加工2×φ17mm×10mm 沉孔。用2顆M10內六角螺栓穿過刀體通孔、刀盤腰形通孔與刀盤背面開口腰形槽內的M10矩形螺母聯接,將鏜孔刀擰緊在刀盤左端深度為6mm的開口腰形槽內。鏜孔刀與開口腰形槽為小間隙動配合裝配關系。安裝后的鏜孔切削刃傾角為0°,所有鏜孔刀切削刃在軸向同一平面上,加工半徑尺寸相同。
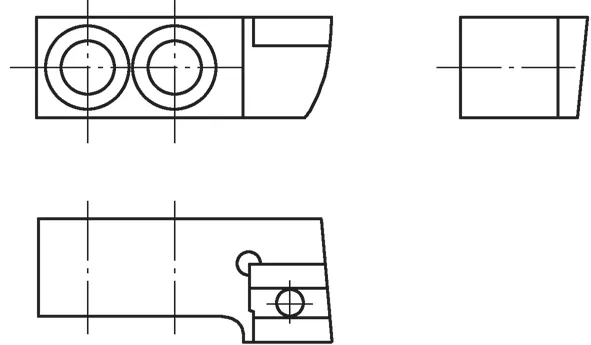
圖4 右偏機夾鏜孔刀
鋸齒形調節板(見圖5)為兩塊5 0 m m×10m m×3m m和50m m×2m m×3m m帶鋸齒形調節齒的矩形板,齒形為直角三角形,尺寸為0.5mm×0.2mm。4組鋸齒形調節板用線切割同時加工,可以保證尺寸完全一致。將調節板分別固定在刀體底面和刀盤左端開口腰形槽旁,確保每組調節板0刻線對齊時,4個刀尖加工半徑完全相同。調節時,上下兩塊調節板每錯開一齒,加工直徑就相差1mm,調節直徑可達40mm。
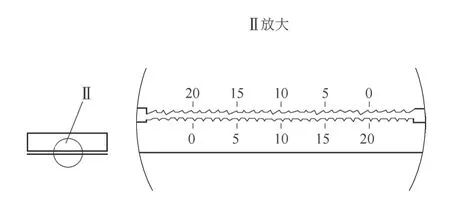
圖5 鋸齒形調節板
在加工較大直徑內孔時,鏜刀盤可加工成圖6所示的形狀,該刀盤除安裝8把鏜孔刀和刀盤外形尺寸較大外,兩端面開口腰形槽、腰形通孔及鏜孔刀尺寸均與4刀頭鏜刀盤相同。該鏜刀盤用于較大直徑內孔的加工,加工效率是4刀頭鏜孔刀的兩倍。
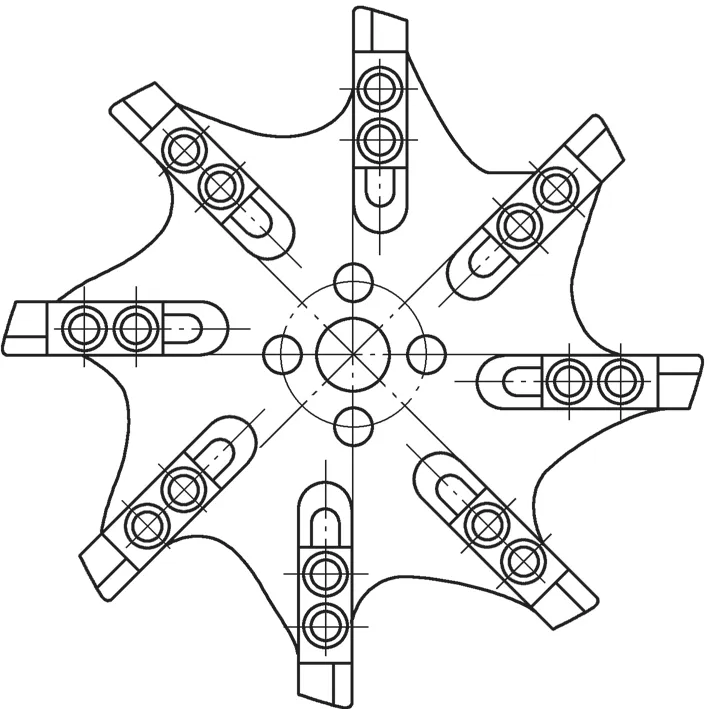
圖6 加工較大直徑內孔時鏜刀盤
圖7為加工較小直徑內孔時的鏜刀盤,刀盤左端面均布加工4個25mm×16mm×6mm開口腰形槽,腰形槽中心線距刀盤中心線8mm,腰形槽內再加工1個10mm×11mm腰形通孔,刀盤背面加工4個23mm×15mm×6mm的開口腰形槽。刀盤背面與帶錐柄刀桿相連接。該刀盤使用短刀桿右偏機夾鏜孔刀(見圖8),刀體總長33m m,刀桿為18mm×16mm×20mm的矩形體,刀桿前后面中間位置加工1個φ10.5mm通孔,通孔前端加工1個φ17mm×10mm 沉孔,用M10內六角螺栓將鏜孔刀擰緊在刀盤左端開口腰形槽內。安裝好的所有鏜孔刀切削刃在軸向同一平面上,加工半徑尺寸相同,鏜孔切削刃傾角為0°。
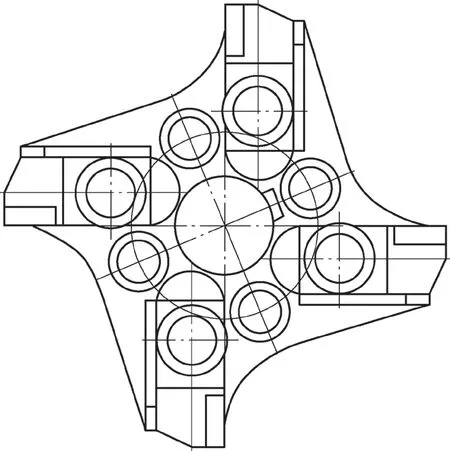
圖7 加工較小直徑內孔時鏜刀盤
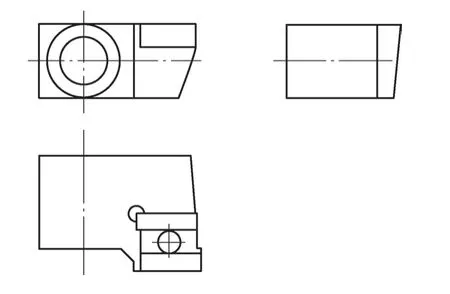
圖8 短刀桿右偏機夾鏜孔刀
鋸齒形調節板為兩塊25mm×10mm×3mm和25mm×2mm×3mm帶鋸齒形調節齒的矩形板,調節直徑為20mm。
4 加工效果
鏜刀盤采用4~8把鏜孔刀鏜孔,加工時所有切削刃同時切削,對稱分布的刀頭承受的徑向切削力相等,方向相反,上、下、左、右相互抵消。克服了普通鏜刀大刃傾角、切削力集中在一邊、鏜刀桿剛性不足和排屑不暢的缺陷,消除了振動,切削速度可提高1~2倍,走刀量可增加50%,加工效率可提高10倍以上。在加工較小直徑深孔以及超大直徑內孔時切削更加平穩,加工效率更高。使用鋸齒形調節板調節加工半徑速度更快,也更加方便、準確。
同規格鏜刀盤可配置兩只使用,即用一只刀盤鏜孔時,將另一只刀盤調整至加工下一刀的直徑位置,等前一刀加工好,即可換上調整好的刀盤繼續加工。這樣可最大限度地壓縮非加工時間,提高加工效率。
5 結束語
粗加工內孔,鏜刀盤的加工效率是進口的雙刀頭鏜刀的2~4倍,制造成本卻只有雙刀頭鏜刀的1/2左右,性價比遠大于雙刀頭鏜刀。
鏜刀盤結構極其簡單,剛性好,強度高,切削平穩,調節方便,制造容易,成本低廉。刀盤既可在鏜床上使用,又可在車床(錐柄改成方刀桿即可)、龍門銑床等機床上使用。