大型鋁合金框架類零件焊接變形防止辦法及矯正方法工藝研究*
2022-07-16 05:46:46胡戰明張學海李學強
包頭職業技術學院學報 2022年2期
胡戰明 周 凱 張學海 李學強
(內蒙古第一機械集團股份有限公司,內蒙古 包頭014030)
1 2A12鋁合金焊接難點及前期工藝準備
1.1 2A12鋁合金材料焊接性分析
從表1母材化學成分可以看出該鋁合金含銅量較高,在焊接過程中容易產生熱裂紋,通過母材化學成分選擇焊絲為ER4043¢3.0mm氬弧焊絲,該焊絲屬于鋁硅合金,熔點為573~625℃,流動性好,抗熱裂能力強,符合母材焊接要求。

表1 母材和焊絲的化學成分
1.2 焊前清理工作
該鋁合金熱裂紋傾向嚴重,焊接性較差,焊接前必須做好清理工作,清理方法具體分為化學清洗法和機械清理法。采用化學清洗零件需進行75%氫氧化鈉熱液清洗15分鐘,再進行清水漂洗3次,將零件放入5%硝酸溶液里浸泡15分鐘,撈出后再入清水槽漂洗3次,將零件放入烘干箱烘干,零件于48小時內焊接即可。采用機械清理就是將零件變形處通過電弧增材補焊后,零件變形被矯正過來,增材焊縫采用角磨機拋光片打磨干凈即可。該2A12鋁合金框架所有零件全部采用化學清洗,后續矯正增材焊縫全部采用機械清理。
1.3 焊接材料準備
在使用鎢極氬弧焊時,應該選用ER4043¢3.0mm鋁硅合金焊絲,氣體選用99.99%Ar。
1.4 焊接設備選用
WSME-500交直流氬弧焊機。
2 2A12鋁合金框架零件焊接過程控制
2.1 2A12鋁合金框架裝配間隙的選擇
由于鋁合金焊接時的收縮特性,間隙組對至關重要,零件的下料尺寸必須比圖紙要求尺寸大出2~3mm余量。
鋁合金線膨脹系數是鋼的2.4倍,在焊接熱源和焊縫收縮應力的作用下,結構極易產生撓曲變形及扭曲變形,焊接組對間隙盡可能控制在0.5mm以內,防止焊縫收縮量過大導致焊接變形增加。如圖1所示。
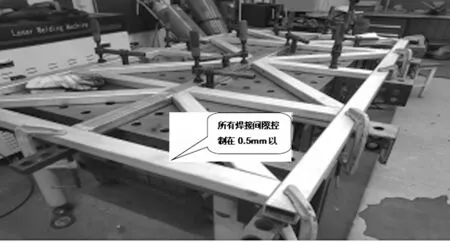
圖1 鋁合金框架裝配圖
2.2 2A12鋁合金框架焊接工藝參數選擇
2A12鋁合金框架焊接工藝參數選擇,如表2所示。

表2 為焊接參數配比表
2.3 2A12鋁合金框架焊接前采取的防止變形措施
首先將框架各矩形梁按圖紙尺寸及形狀進行組合,將零件放在三維柔性夾緊平臺上,利用輔具直尺控制框架各尺寸及各梁之間的垂直度,采用壓緊裝置將梁壓緊在平臺上,邊緣部分采用卡蘭壓緊,工件組夾完成后進行定位焊,定位焊點均勻分布。如圖2所示。
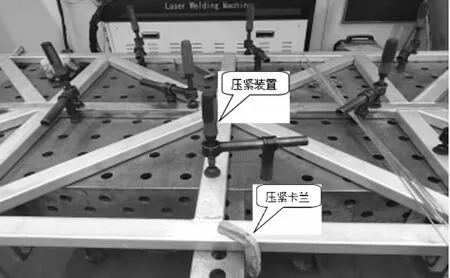
圖2 框架剛性固定圖
焊接順序分布,該零件組合完成后形成米字布局,焊口為36處矩形焊口全部滿焊,焊接拘束應力非常大,合理的焊縫布局能夠減少焊縫拘束應力產生,對焊接變形也具有一定效果,焊接順序從米字中心開始向框架外部擴散,焊接順序如圖3所示。
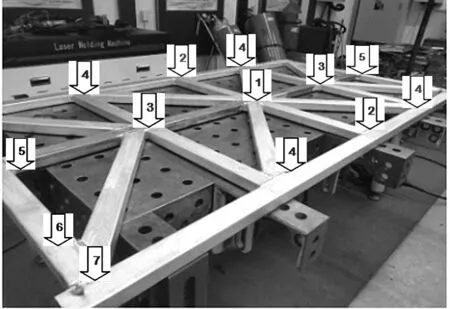
圖3 框架焊縫焊接順序圖
焊接工藝采用交流TIG焊接,焊接電流不易過大,宜采用150A~200A之間焊接電流,焊槍角度保證與工件75°夾角,采用左焊法,焊槍不做橫向擺動盡可能減少焊接熱輸入,避免熱影響區太寬晶粒粗化產生熱裂紋,同時也能降低焊接變形。
焊接時先焊平面焊縫再焊角接焊縫,所有焊縫完成后使用木錘敲擊焊縫及周邊熱影響區,釋放焊接應力,同時也起到時效振動效果。
框架所有焊縫焊接完成,冷卻到室溫松開壓緊裝置,觀察焊接變形區域及變形形態,發現米字中心區域變形嚴重,中心比兩端高出10mm,產生撓曲變形。如圖4所示。

圖4 零件變形檢測圖
3 2A12鋁合金框架焊接變形矯正過程對比
3.1 焊接變形原因分析
管管連接在焊接過程會產生拉壓力及壓應力,這兩種作用力容易使橫向管體發生彎曲變形,這種焊接變形在剛性固定的情況下會有所改變,但是無法完全消除焊接殘余變形,本文講解的是米字型框架類鋁合金零件,與圖5作用力基本一致,所以該框架產生了整體彎曲變形,米字中心處發生向下拱起變形。焊接應力與焊接變形之間的關系如圖5所示。
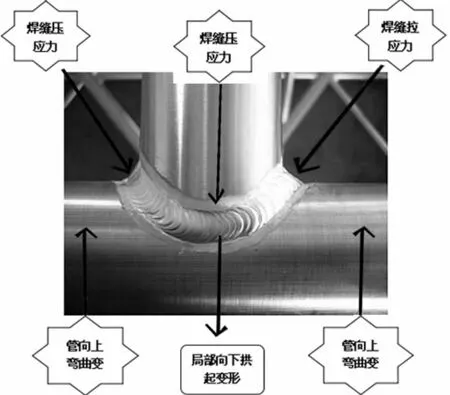
圖5 T型環焊縫應力分布圖
3.2 焊接變形矯正方法
焊接變形矯正方法有兩種,即機械矯正法和火焰加熱矯正法。機械矯正又可以分為油壓機擠壓矯正和手工冷作矯正,通過機械矯正會導致焊縫開裂、零件表面劃傷,因為2A12鋁合金強度高、硬度高、塑性變形能力低,屈服強度≥265MPa,延伸率為5%,ER4043焊絲焊接完成后焊縫抗拉強度只有180~240MPa,所以通過錘擊矯正或油壓機擠壓矯正都會使焊縫過載,導致焊縫開裂還需重新補焊,但補焊后又發生焊接變形,該矯正方法效果不理想,不建議使用。
3.3 火焰加熱矯正法
火焰加熱矯正法可以分為兩種,即氧乙炔火焰加熱和電弧加熱。氧乙炔火焰在加熱2A12鋁合金時容易出現游離氫,使鋁合金產生氫氣孔,加熱面積過寬使鋁合金表面氧化嚴重,影響使用性能,矯正收縮量不好控制,不建議使用。采用鎢極氬弧焊利用電弧加熱,添加焊絲在框架拱起部位焊接長度100mm寬度8mm焊縫,利用鋁合金受熱產生收縮變形原理,局部下行的特點矯正拱起面,焊縫壓應力對焊接變形矯正修復效果如圖6、圖7、圖8所示。
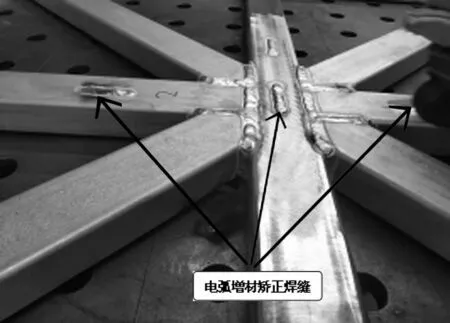
圖6 電弧增材矯正焊縫圖
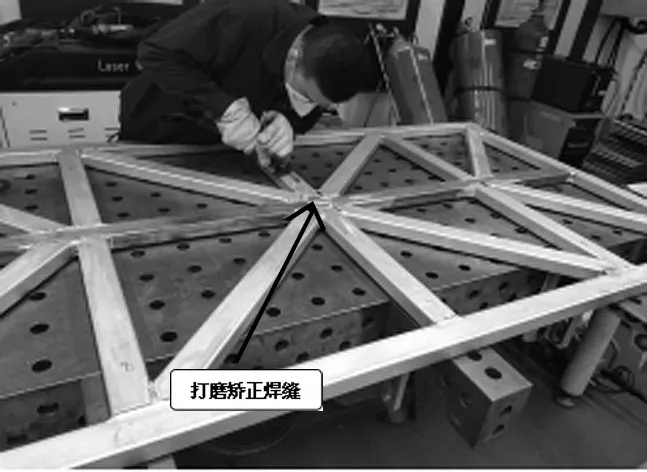
圖7 機械打磨增材矯正焊縫圖
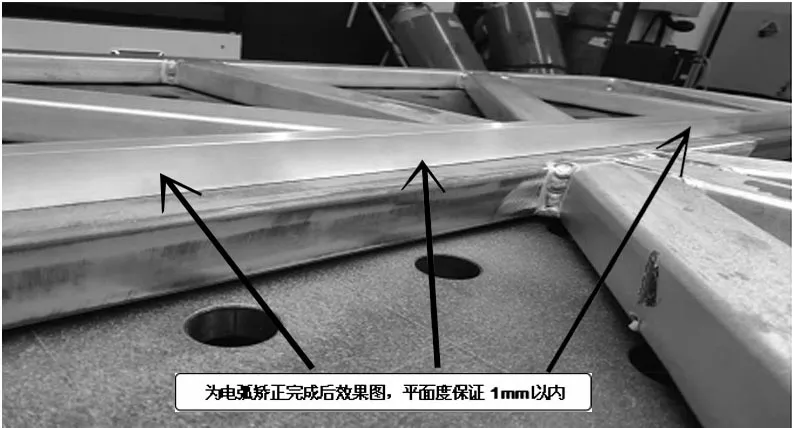
圖8 合格產品平面度檢測圖
4 結論
通過采用預設反變形余量+剛性固定法和焊縫模擬仿真電弧增材矯正法,有效地解決了2A12鋁合金框架焊接變形難題,同時總結出兩種針對鋁合金框架類零件焊接變形控制方法及焊接變形矯正方法。本文的創新點在于鋁合金框架類零件在焊接過程會產生極強的膨脹和冷卻收縮現象,所以會發生撓曲變形,通過焊接前對零件采取預設反變形余量+剛性固定法可以有效地防止焊接變形產生,即便存在焊接變形通過采取焊縫模擬仿真電弧增材矯正法也能有效地矯正焊接變形。本文研究具有極強的可操作性及推廣性,可以為大型鋁合金框架類零件焊接變形提供防止辦法及矯正方法。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
