側圍外板后風窗搭接處印痕分析及對策
2022-07-21 09:09:04牛恒仁任闖鹿勝寶趙鋒中國第一汽車集團有限公司
鍛造與沖壓 2022年14期
關鍵詞:區域
側圍外板零件是車身主要外覆蓋件和整車目視直觀區域,其質量直接影響整車客戶體驗。后風窗搭接立面區域隨著造型的個性化發展,產生了外觀可見的質量缺陷,嚴重影響了側圍外板表面質量,現對某車型側圍外板后風窗搭接區域立面印痕的缺陷問題進行分析探討。
哪有恁巧的事?呵,他一來不是去學校就趁我不在家?其實我心里也存著僥幸,直到出了更大的麻纏事。那天文城逢集,我去趕集買肉。妮兒她娘又懷上了,我炯得不得了,想改善一下生活,晚上吃扁食——扁食知道不?餃子!一早出門我就感覺要出事,右眼皮老是跳。挨黑兒了,左等右等還不見妮兒她娘回來,我就預感不好。學生娃都回來了,妮兒回來了,連老師也回來了,妮兒她娘還在學校做啥?我緊趕慢趕到了學校,嚇一跳。天啊,妮兒她娘就躺在地上,四周到處都是血,妮兒她娘的衣服被血浸透了。這輩子我也沒見過這么多血,我尋思著,妮兒她娘這次肯定是不中了……
問題闡述
某車型側圍外板與后風窗搭接立面區域出現立面波浪的質量缺陷,常規調試手段如壓料板著色提升及翻邊間隙優化后缺陷無明顯改善,如圖1 所示。

印痕產生原因分析
理論分析
印痕是一種材料的延伸平衡受到破壞的表現,在薄板成形過程中由于受成形形狀差異及成形塊與凸模接觸狀態影響,材料的延伸和流入失去平衡,流動的差異導致材料過剩,當過剩的材料不能完全展開時在側壁上留下痕跡。
工藝分析
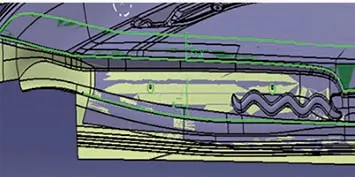
側圍外板尾部區域成形工序見圖2,工藝上采用:OP10 拉延成形工序,主要是為了進行合理的工藝補充,保證拉延的成形性及翻邊工序的料線長一致;OP20 為修邊工序,主要為后尾部局部區域其他部分后續壓料使用,修邊序保留;OP30 工序為壓料翻邊工序,壓料翻邊可有效控制翻邊過程的走料,利于保證翻邊質量,后工序側修邊后形成最終產品。由于工序數限制,未能采用分序翻邊的工藝,無法消除產品造型深帶來的影響。
(1) 預冷變形處理使CuNi2Si的屈服強度、抗拉強度和硬度明顯上升,但是延伸率和斷面收縮率出現下降,它也使材料的疲勞強度有所降低,其中107壽命對應疲勞強度下降4.7%。
CAE 模擬分析
以上措施實施后,缺陷狀態均無明顯改善,常規調試方式并不能有效控制缺陷。
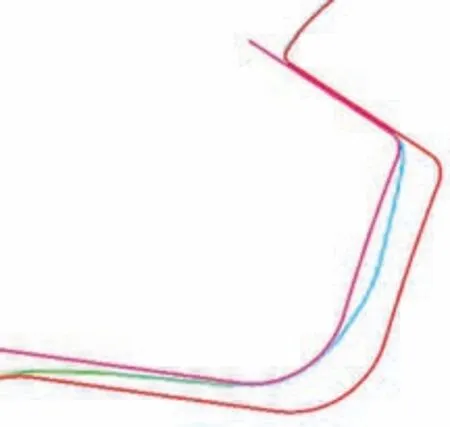
此處整形為單工序連續完成,在尾部區域選取三個截面(圖4)對整形過程進行觀察發現,截面1 實際壓料整形的過程可以分為三個階段:自由整形階段、壓料整形階段、自由整形階段;截面2 和截面3分為自由整形階段和壓料整形階段。

自由整形階段一(圖5):由于拉延造型與整形線長存在線長差,在開始整形階段消耗的是拉延存的板料,實際上屬于自由整形,壓料板并未起作用。
All statistical analyses and plotting in this study will be performed using SAS software(version 9.3;SAS Institute Inc.,Cary,NC,USA),R software(version 3.3.1;The R Project for Statistical Computing,Auckland,NZ),and Office Excel(version 2007;Microsoft Inc.,Redmond,WA,USA).

廢酸原液中含有CuSO4、PbSO4等雜質,由于PbSO4雜質是致密粘性顆粒,其影響了后續硫化反應砷濾餅的含水率,分離出后,可以降低后續的銅砷濾餅含水率。提高閃速爐的電收塵能力,可直接降低進入廢酸原液中的懸浮物含量,從而減少砷濾餅的發生量。在凈化區域也可利用過濾器將廢酸原液中的懸浮物含量降下來,從而在源頭處減少懸浮物進入砷濾餅中。
收銀的徐姐突然揚聲叫:“Olivia,客人找你,手腳快點!”徐姐四十歲上下,掌握著酒吧的財務大權,是老板的心腹,平時很少說話,由著年輕的侍者們鬧騰,可她一旦說話就代表著老板。徐姐看似責怪顏曉晨動作慢,耽誤了招呼客人,實際卻做了裁判,表明規矩就是規矩,任何人不能破壞,Yoyo強笑著說了句“Olivia馬上就來”,匆匆離開了。

⑶OP30 下模斜楔區域加工空開3mm,斜楔壓料板區域加工空開2mm;
進一步通過對自由整形和壓料整形過程中板料變形方式不同的分析,得出以下結論:自由整形過程極類似于翻邊過程,可以將其簡化為翻邊過程進行分析。在翻邊過程中,翻邊面在受力后位置發生變化,只在圓角位置發生塑性變形,其他位置塑性變形極小,翻邊后基本保證翻邊面平整。
壓料整形過程極類似于壓料翻邊過程,可以將其簡化為壓料翻邊過程進行分析。在壓料翻邊過程中,板料經過翻邊凸凹模圓角位置會發生塑性變形。在翻邊鑲塊繼續下行時再校直,但由于校直過程存在彈性變形,無法保證完全平直。
結構分析
⑷OP30 斜楔壓料板的氮氣缸將壓力降低一半進行試驗;

應對措施及驗證
可以得出結論,自由整形、壓料整形和自由整形的翻邊過程造成的翻邊狀態與模擬文件顯示的料厚減薄差異相對應,對應本文所出現的缺陷。
壓料整形階段(圖6):當拉延存料被消耗完后,壓料開始起作用,開始壓料整形階段,當此階段開始時接觸壓強急劇增大。
該位置的缺陷是過程中壓料狀態變化導致,整改方向為自由整形與壓料整形過渡消失,由于模具更改風險大、周期長,采用現場局部小范圍更改進行試驗性驗證。
大力推進基本公共文化服務均等化。提升新生代農民工文化素養,是緩解城鄉居民交往互動心理隔閡和文化整合的基本條件。要大力推進城市基本公共文化服務均等化建設,推動圖書館、科技館、文化館等城市公共文化資源向新生代農民工開放。城市公共文化活動及社區活動應積極吸納農民工群體參與,幫助他們提升素養,增加城鄉居民接觸機會,創造互相接受、互相尊重、互相學習的城鄉居民交往互動文化社會環境。
⑴OP30 填充斜楔上的壓料面區域向下加工3mm(不用保留筋),只加工下模;
⑵OP30 填充斜楔R 角高度降低2mm,鉗工手工放大;
②課堂上:示教老師按學號對學生進行分組,完成病例分配并引導學生展開組內討論,討論結束后每組推薦同學上臺,對典型病例進行講解并回答相關問題。示教老師根據學生表現以組為單位進行形成性評價,得分記入期末考試成績中。然后示教老師公布病理結果,以疾病診斷思路及典型影像學表現為重點對每個病例進行深度剖析,并總結所需掌握知識點。
自由整形階段二(圖7):在整形過程中,由于所有位置的線長變化并不一致,當其他位置線長變化快于截面位置,則會導致截面位置進料速度快于整形線長變化速度,使得截面位置板料松弛,變化為自由整形。
OP30 翻邊工序采用了側壓料形式,側翻邊壓料與側翻邊鑲塊為同一吊楔結構,翻邊結構未設置反側機構,結構設計不合理,在翻邊間隙偏小狀態下,翻邊過程中出現鑲塊外閃,等同于翻邊間隙偏大,不能有效控制翻邊狀態,如圖8 所示。
⑸OP30 斜楔整形壓料板不參與壓料工作(即將行程變為零,固定在斜楔上),與整形鑲塊一起運動,在成形結束前將制件下壓,防止制件上翹。
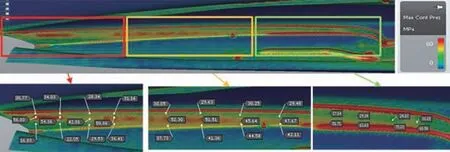
對于本次問題,分析結果顯示成形過程沒有明顯起皺,從減薄看存在輕微差異,進一步分析發現在缺陷位置整形過程中,側壁所受接觸整形鑲塊的壓強存在明顯階差,且階差的位置及走勢與制件缺陷狀態一致,如圖3 所示。
結構優化
整形機構增加反側裝置(圖9),下模通過鑲塊方式固定反側塊,上面增加對應接觸面,高度90mm,充分保證整形到底時,反側塊仍能起到工作效果,避免整形到底出現外張。效果:缺陷有所減輕,但目視仍可見。

調試優化
OP30 凸模及壓料區域補焊,恢復壓料間隙至0.63mm,缺陷改善不明顯。
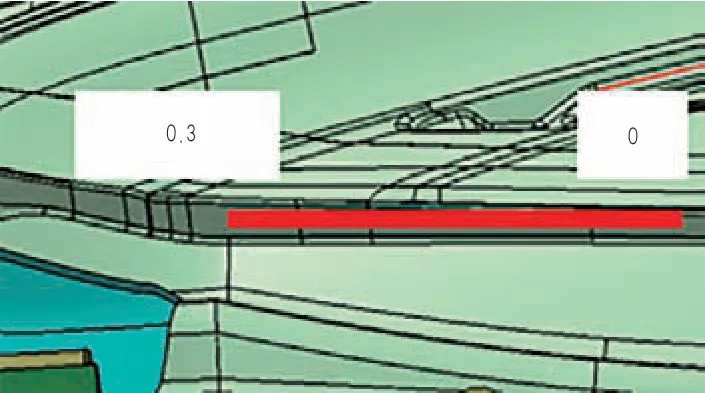
鑒于常規更改方案效果不明顯,決定在整形凸模缺陷位置做反向補償,通過補償的方式逆向矯正缺陷。整改過程中發現局部過緊后會導致附近區域相對間隙偏大,缺陷加重,需整體間隙減小并均勻過渡。通過多次試驗,尋找缺陷最小的平衡點,同時兼顧考慮避免大批量生產模具拉毛的產生,最終確認補償量最大處0.3mm(圖10)。缺陷明顯改觀,整車缺陷不明顯,達到預期整改效果(圖11)。
其中,FPPF,i和 FRef,i分別是 PPF 算法和所參考的CDF曲線上的值。參數N是在特定時間間隔內從CDF的范圍中選取的定點數量。

結論
通過整形凸模的反向補償,后風窗搭接處印痕得到有效控制,但調試難度大,想保證補償量與缺陷狀態一致,只能手工補焊研配,對鉗工技能水平要求高,通過該問題的解決,有以下幾點總結:
⑴引起印痕的根源在于產品造型深度過深,后期產品設計時側圍與風窗搭接處外露深度H ≤5mm,不能滿足時,后風窗立面增加擋板遮蓋;
⑵工藝設計、排布極大地影響了制件的成形質量。本車型由于模具已經成形,無法做更多更改,只能在后續制件工藝設計時通過工藝補充、整形線長調整、進料速度優化等措施減輕自由整形與壓料整形間差異;
⑶注重模具結構設計合理性,避免反側機構的缺失;同時注重模具的調試工作,同類成形區域整形時需適當減小整形間隙,具體數值依據實際缺陷狀態確定。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
