噴油嘴殼體的加工工藝規(guī)程及夾具設(shè)計(jì)
2022-07-22 23:02:15蘇堅(jiān)滕振楠李志坤
智能建筑與工程機(jī)械 2022年6期
蘇堅(jiān) 滕振楠 李志坤
摘 要:噴油嘴殼體的形狀比較特殊,呈不規(guī)則形狀且結(jié)構(gòu)較復(fù)雜,對(duì)噴油嘴的加工進(jìn)行特性分析,采用適宜的加工方法及專用工裝的設(shè)計(jì),有效解決了其加工問題。從以下幾方面分析:零件圖分析、毛坯設(shè)計(jì)、工藝路線制定、工序基準(zhǔn)選擇、重點(diǎn)工序分析及機(jī)床、夾具、刀具、量具的選擇等,使零件加工的尺寸公差符合圖紙技術(shù)要求。
關(guān)鍵詞:噴嘴殼體;結(jié)構(gòu)分析;工藝規(guī)程;夾具設(shè)計(jì)
中圖分類號(hào):TG659? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻(xiàn)標(biāo)識(shí)碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號(hào):2096-6903(2022)06-0062-03
0 引言
噴油嘴是精密零部件,公差要求嚴(yán)格,結(jié)構(gòu)復(fù)雜,需采用正確的加工方法。本文對(duì)其加工中工藝規(guī)程的制定以及工裝設(shè)計(jì)進(jìn)行分析,為噴油嘴零件加工提供有效的解決方案。
1 噴嘴殼體工藝過程設(shè)計(jì)說明
1.1 零件的結(jié)構(gòu)分析
噴嘴殼體不規(guī)則形狀且結(jié)構(gòu)較復(fù)雜,不利于機(jī)械加工。
如圖1所示殼體的結(jié)構(gòu)分為:三個(gè)噴嘴頭部,一個(gè)主管部分,且三個(gè)噴嘴頭部與主管皆成18°角,該零件的加工主要是利用車、鉆、銑、鏜等方法實(shí)現(xiàn)的,因?yàn)榧庸r(shí)裝夾困難,而必須選取加工基準(zhǔn)。
三個(gè)頭部的加工都以加工基準(zhǔn)來(lái)定位。加工螺紋①和?時(shí),均有模鍛時(shí)小于螺紋公稱直徑的圓弧面,充當(dāng)退刀槽;此外,該零件另一個(gè)加工難點(diǎn)是兩個(gè)深孔。因?yàn)檫@兩個(gè)深孔與φ4和φ2.2兩孔轉(zhuǎn)接,在加工過程中,深孔容易偏斜,所以要通過夾具來(lái)保證技術(shù)要求。
1.2 表面間的位置精度
重要技術(shù)要求是影響工藝路線設(shè)計(jì)的重要因素,特別是位置關(guān)系要求較高時(shí),會(huì)產(chǎn)生極大的影響[1]。外螺紋⑧對(duì)孔⑨中心線跳動(dòng)量0.08可以在銑螺紋前找正基準(zhǔn),然后再加工來(lái)保證。孔?對(duì)外螺紋?的跳動(dòng)量0.08可通過加工前找正基準(zhǔn)來(lái)保證。孔⑩中心線對(duì)孔⑨的跳動(dòng)量0.03采用一次裝夾,加工面?對(duì)孔⑩的跳動(dòng)量0.03可以一次鉸孔完成。φ5.5深孔中心線對(duì)面④的垂直度93:φ0.4,可以以大端面④,圓柱面和角向孔⑤為定位基準(zhǔn),使兩孔φ5.5的中心線對(duì)基準(zhǔn)K、N和孔⑤所確定的位置度為0.5,并用專用夾具來(lái)保證。
1.3 零件的工藝性分析
噴嘴殼體的加工難點(diǎn)主要有以下幾處:
精車噴嘴頭部。噴嘴頭部(如圖2)裝配時(shí),頭部?jī)?nèi)孔與襯套零件配合,所以精度要求較高,相應(yīng)的加工精度高,,因而孔⑤、⑥采用了粗鏜、細(xì)鏜、鉸孔等加工方法,以提高表面質(zhì)量和精度。在鉆⑦孔時(shí),應(yīng)將鉆套插入⑤中,以提高鉆孔精度。
本工序采用車床是由于工序集中,提高生產(chǎn)效率的原因。
重要的技術(shù)條件保證:孔⑥對(duì)孔⑤的跳動(dòng)量0.03,可以通過一次裝夾加工保證。孔⑥對(duì)其端面的垂直度0.03,可以通過制造精確的鉸刀鉸孔來(lái)保證。
孔⑥中心線對(duì)零件側(cè)面中心線位置要求由夾具保證,檢驗(yàn)以加工基準(zhǔn)為測(cè)量基準(zhǔn),在坐標(biāo)測(cè)具上檢測(cè)。
加工深孔。本工序深孔加工特點(diǎn):由于該噴嘴殼體兩深孔的相對(duì)位置精度要求很高(如圖3),為防止主、副油路之間相互竄油,必須嚴(yán)格保證壁厚的尺寸要求。
同時(shí),兩孔較深,長(zhǎng)徑比達(dá)15左右,遠(yuǎn)大于5,加工時(shí)軸線容易鉆斜。且刀具較長(zhǎng),強(qiáng)度、剛度差,加工中易發(fā)生引偏或振動(dòng)。刀具冷卻散熱條件差,耐用度低,切屑排出困難,不僅表面加工質(zhì)量低,而且容易崩刃,鉆頭易被打斷[2]。
采取措施:①零件安裝牢固、平穩(wěn);②采用鉆套對(duì)刀具進(jìn)行準(zhǔn)確引導(dǎo);③采用壓力輸出冷卻液;④改進(jìn)排屑狀況。
2 工藝規(guī)程分析
2.1 粗加工階段
粗加工需要去除各表面大部分余量,采用大的切削用量,功率大而精度一般的高效設(shè)備,采用較大夾緊力。加工過程中的受力、受熱變形等引起的誤差在以后的加工中去除(IT12左右,Ra=50~12 μm)。
2.2 半精加工階段
半精加工階段的內(nèi)容是對(duì)主要表面進(jìn)一步加工,使之達(dá)到一定精度,并留有合適余量,為精加工做準(zhǔn)備:次要表面完成最終加工。顯然這是過渡性的加工階段。加工精度有所提高(IT9~11左右,Ra=6.3~1.6 μm)。
2.3 精加工階段
精加工階段任務(wù)是保證各主要表面達(dá)到圖紙規(guī)定的技術(shù)要求及表面粗糙度要求,這是關(guān)鍵階段,大多數(shù)零件經(jīng)此加工階段都可完成。在此階段中,主要考慮保證加工精度,因此采用較小的切削用量,采用精度較高的設(shè)備[3]。
2.4 光整加工
光整加工一般是指降低零件表面粗糙度值和提高表面物理機(jī)械性能的加工方法,光整加工主要解決表面質(zhì)量問題。
做出加工方案如下:
打磨外形,車基準(zhǔn)面,標(biāo)批次印,銑端面,鉆孔,打磨銳邊,粗車噴嘴殼體頭部,精車噴嘴殼體頭部,鉆小孔,鉆深孔,攻螺紋,車外圓和內(nèi)腔,車外圓和內(nèi)腔,銑螺紋,銑螺紋,銑螺紋,鉆鎖絲孔,銑兩平面,銑兩凸耳,打磨外形,銑槽,打毛刺,鉸孔, 清洗,成品檢驗(yàn)。
3 銑床專用夾具設(shè)計(jì)
3.1 設(shè)計(jì)方案
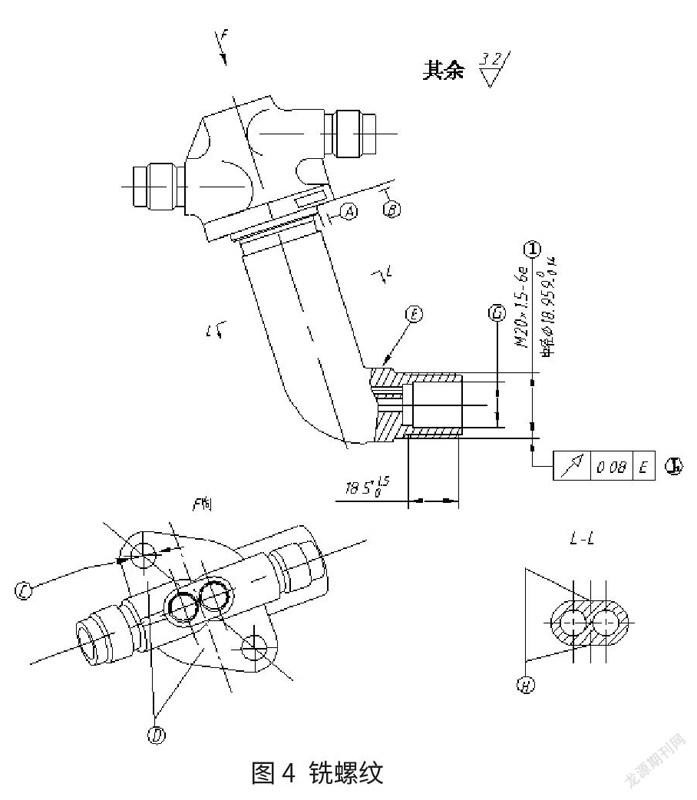
本次設(shè)計(jì)是設(shè)計(jì)工序80銑螺紋的專用夾具,如圖4所示。本工序要求銑噴油口的外螺紋。
為了使零件能夠穩(wěn)靠的固定在夾具上,并且能夠?qū)崿F(xiàn)快速裝卸,根據(jù)零件的結(jié)構(gòu)形狀以及定位面的選擇,選擇了零件的上平面作為壓緊面,采用回轉(zhuǎn)板螺旋壓緊機(jī)構(gòu)。同時(shí),在零件細(xì)長(zhǎng)部位夾緊,進(jìn)行輔助定位,實(shí)現(xiàn)對(duì)零件的加緊與裝卸。
夾具體是夾具的基礎(chǔ)件,夾具上各種元件、機(jī)構(gòu)都裝在它上面。根據(jù)各種元件位置的布局以及夾具體要安裝在機(jī)床上,采用圓盤形夾具。圓盤形夾具不僅適于回轉(zhuǎn),同時(shí),圓盤上設(shè)有矯正帶,以便于在加工前對(duì)夾具的位置進(jìn)行精確調(diào)整與定位。
3.2 定位零件
采用大端面④和短圓柱面?和兩凸耳上的孔⑤以及殼體的上端面進(jìn)行定位。大端面④和短圓柱面?限制了零件的四個(gè)自由度,兩孔限制了一個(gè)自由度,上端面限制了一個(gè)自由度。因此,夾具限制了工件的六個(gè)自由度[4]。
需要注意的是,在限制工件轉(zhuǎn)動(dòng)時(shí),一定要采用菱形銷進(jìn)行定位,以避免產(chǎn)生過定位問題。
4 結(jié)論
本文闡述的噴油嘴殼體的加工工藝規(guī)程及設(shè)計(jì)的專用工裝能夠滿足產(chǎn)品技術(shù)要求。通過實(shí)踐證明,采用合理的加工工藝規(guī)程,選擇合適的刀具,設(shè)計(jì)專用的工裝夾具,能夠滿足噴油嘴類復(fù)雜零件的加工質(zhì)量達(dá)到設(shè)計(jì)要求。
參考文獻(xiàn)
[1] 張耀晨.機(jī)械加工工藝設(shè)計(jì)實(shí)用手冊(cè)[M].北京:航空工業(yè)出版社,1993.
[2] 龐麗君,尚曉峰.金屬切削原理[M].北京:國(guó)防工業(yè)出版社,2009.
[3] 趙如福.金屬機(jī)械加工工藝人員手冊(cè)[M].上海:上海科學(xué)技術(shù)出版社,1996.
[4] 徐鴻本.機(jī)床夾具設(shè)計(jì)手冊(cè)[M].沈陽(yáng):遼寧科學(xué)技術(shù)出版社,2004.