QJ類型四點接觸球軸承內圈滾道直徑測量誤差分析
2022-07-22 06:33:44王曼
哈爾濱軸承 2022年2期
王 曼
(瓦房店軸承集團特種精密軸承有限責任公司,遼寧 瓦房店 116300)
1 問題的提出
一直以來,我公司加工的 QJ 類型四點接觸球軸承內圈車工和磨工操作者對滾道測量結果存在爭議,磨工操作者經常反饋車工后內圈滾道留量偏小。通過對比車工、磨工滾道測量數據,發現同一個規格同一件產品,磨工測量結果比車工測量結果約小 0.2~0.3 mm,存在測量誤差[1]。
以 QJ220 內圈為例,車工、磨工測量數據見表 1。品、造成質量事故,嚴重影響軸承出產率。因此對 QJ 類型四點接觸球軸承內圈滾道直徑測量問題進行原因分析勢在必行。
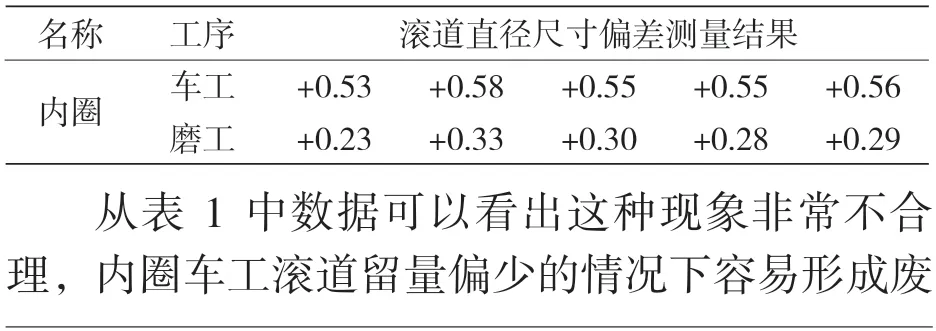
表1 QJ220 內圈滾道直徑測量數據統計表 mm
2 問題出現的原因及解決辦法
2.1 原因分析
2.1.1 車工和磨工內圈滾道測量基準不一致,詳見圖 1
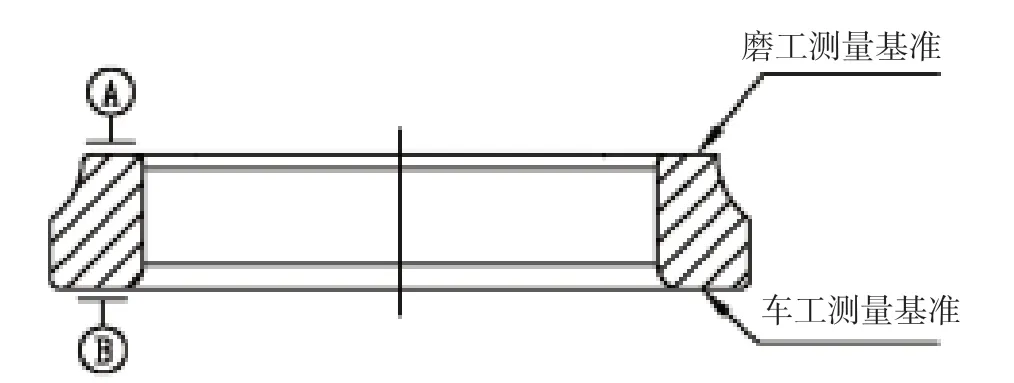
圖1 車工、磨工測量基準示意圖
從圖 1 中可以看出,車工以內圈大端面 B 面為測量基準,磨工以內圈小端面 A 面為測量基準,滾道直徑尺寸測量結果受內圈端面尺寸及散差影響。
2.1.2 車工、磨工滾道測量位置不一致
車工按照《向心及角接觸球軸承車工圖設計標準》進行設計,標準中規定車工滾道測量位置:H=B-P +X +△B/2,其中:
B——成品端面寬度
P——成品內圈滾道接觸點距離
△B——端面磨量
X——車削測量位置到滾道接觸點之間縱向坐標
磨工測量位置為滾道接觸點位置,具體車工、磨工滾道測量位置示意圖見圖 2。
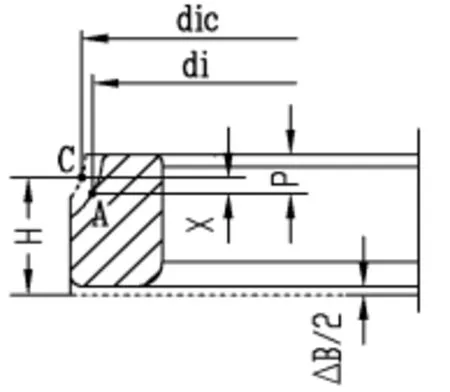
圖2 車工、磨工滾道測量位置示意圖
2.1.3 車工、磨工滾道測量方法及選用滾道標準件不一致
內圈滾道測量方法分別依據車工圖紙和產品圖紙確定,按照圖紙規定的測量基準、測量位置進行測量,具體測量方法如下:
車工滾道直徑測量方法[2]:
采用測量儀器為橫行表臺,按照圖紙規定測量位置調整橫行表臺儀器兩側表尖和頂尖高度,保證在同一條水平線上;
選用標準量塊為標準件,按照滾道直徑尺寸dic組配并用標準量塊對表(見示意圖 3)。

圖3 車工滾道標準件對表示意圖
測量內圈滾道時,將車工大端面朝下和橫行表臺臺面接觸,測量表尖指在滾道直徑上,轉動內圈并找到滾道直徑尺寸最大點完成測量(見示意圖 4)。

圖4 車工滾道測量示意圖
磨工滾道直徑測量方法:
采用測量儀器為外徑測量儀 D914,用標準滾道自選樣圈對表[3]。標準滾道自選樣圈從產品中選出,送檢計量部門由專業計量人員進行鑒定。
測量時,將小頭端面朝下和 D914 外徑儀器臺面接觸,表尖指在滾道接觸點位置及附近,旋轉內圈找到滾道直徑最大尺寸完成滾道直徑尺寸測量(見示意圖 5)。

圖5 磨工滾道測量示意圖
綜上所述,QJ 類四點接觸球軸承內圈滾道測量存在誤差主要有測量基準、測量部位、測量儀器、對表用標準件四個影響因素。采用排除法對影響因素逐條進行分析。
首先針對測量基準、測量儀器,根據多年工作經驗判定不是主要影響因素。因為車工端面尺寸散差控制在 0.03 mm 以內,對測量結果影響不大;橫行表臺和 D914 外徑測量儀在測量原理上一樣,都是測量滾道直徑徑向方向最大尺寸,可以排除測量儀器原因。
其次針對測量部位,磨工測量時測量部位可和車工測量部位保持一致,影響因素可消除。
最后針對標準件,為了便于確定標準件是否為主要影響因素,選取 QJ220 一件滾道車加工完的內圈。在橫向表臺儀器上,按照車工圖紙規定測量位置及尺寸進行對表測量,不同的是分別采用標準量塊和標準滾道自選樣圈進行對表。
由于標準滾道樣圈為端面、滾道終磨工序后鑒定,與車加工產品之間存在端面差,在測量車加工產品時采用墊塞尺進行端面補償。例如車工、磨工端面存在 0.2 mm 差距,選用 0.1 mm 塞尺放置在產品大端面與橫行表臺之間消除端面差(見示意圖 6),測量的結果和表 1 一致,仍然存在 0.2~0.3 mm 的測量誤差。
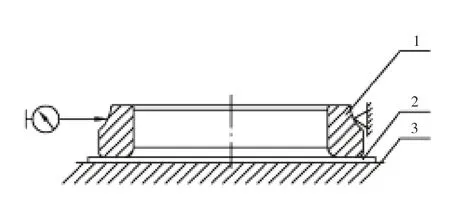
圖6 磨加工標準滾道樣圈對表示意圖
從以上現象基本可以確定,對表用標準件為影響內圈滾道直徑測量的主要因素。
從標準件形狀并結合表尖受力方向進行分析,采用標準量塊對表時表尖受力方向和量塊垂直,左右兩個測量點在一條直線上。當測量產品時表尖受產品滾道形狀影響表尖向上傾斜,導致左右兩個測點不在一條直線上從而產生測量誤差,表尖受力方向見圖 7。
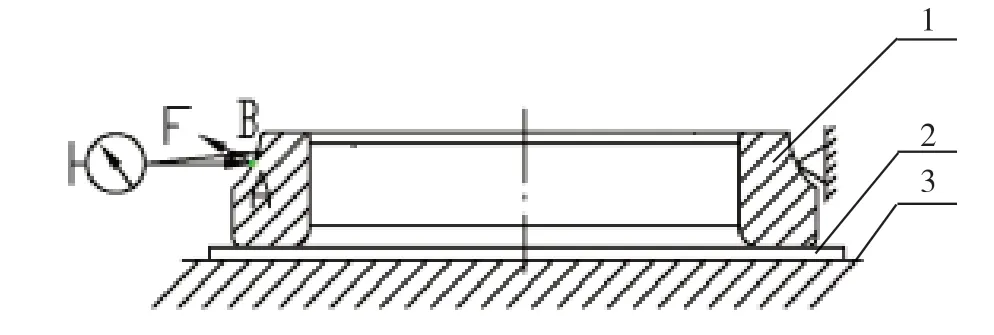
圖7 表尖受力示意圖
從圖 7 中可以看出,測量表尖受和滾道相垂直的一個力F,使表尖向上從A點傾斜到B點,而右側支撐點未發生變化,左右兩側不在同一高度,導致對表和測量時測量高度不一致出現測量誤差。
磨工測量時,因標準自選滾道樣圈從產品中選出并鑒定,表尖在對表和測量時受力方向一致,不存在對表和測量時測量位置不一致現象。
2.2 解決辦法
從以上分析中找到影響 QJ 類型四點接觸球軸承內圈滾道直徑尺寸測量的原因,為了解決這一問題,根據磨工滾道樣圈制作車工用自選滾道樣圈。經過多次跟蹤驗證,車工、磨工測量誤差基本控制在 0.03 mm 以內,從根本上解決了問題,效果良好。測量數據見表 2。

表2 QJ220 內圈滾道直徑測量數據統計表 mm
3 小結
車工滾道自選樣圈的制作給車工、磨工帶來了極大的方便,解決了 QJ 類型四點接觸球軸承內圈長久以來因為滾道留量產生糾紛的情況,且通用性強、舉一反三,適合車工過程中所有表尖受力不一致情況,從根本上提高了 QJ 類型四點接觸球軸承內圈滾道質量。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44