響應曲面法優化還原型特利加壓素氧化工藝研究
2022-07-24 08:41:22史文青葛傳軍董世建李增禮王榮海
科學技術創新 2022年21期
史文青 葛傳軍 陳 冉 董世建 李增禮 王榮海 許 培*
(安徽安科生物工程<集團>股份有限公司,合肥 安徽 230088)
特利加壓素(Terlipressin)為化學合成多肽化合物,臨床用于治療嚴重急性食管靜脈曲張破裂出血,嚴重急性胃、十二指腸潰瘍出血,急性糜爛性胃炎或出血性胃炎,對肝硬化頑固性腹水具有一定療效,聯合白蛋白治療可以顯著提高Ⅰ型肝腎綜合征的緩解率、減低死亡率[1-3]。
其分子式為:C52H74N16O15S2,分子量為1227.4。
結構式為:H-Gly-Gly-Gly-c(Cys-Tyr-Phe-Gln-Asn-Cys)-Pro-Lys-Gly-NH2
還原型特利加壓素肽鏈上不同位置的半胱氨酸之間形成的二硫鍵,可以將肽鏈折疊成特定的空間結構。二硫鍵是蛋白質或多肽分子中兩個不同位點半胱氨酸(Cys)的巰基(-SH)被氧化形成的S-S 共價鍵。二硫鍵在維持多肽的空間立體結構及由此決定的生物活性中發揮著重要的作用,特利加壓素需要二硫鍵的存在才具有活性。形成二硫鍵的方法有很多:空氣氧化法,DMSO 氧化法,過氧化氫氧化法等[4-6]。本研究采用30%過氧化氫為氧化劑對還原型特利加壓素進行氧化過程研究。
QbD(質量源于設計)重要理念之一是產品的質量無法通過檢驗賦予,而是通過設計賦予的。研究者應對工藝路線及工藝參數進行全面的篩選研究,以加強對產品性能知識的了解。如ICH Q8 中提出,研究者可以對工藝參數進行風險評估后加以調整和優化,明確各個變量的重要性及其潛在的相互作用。一旦確定了重要參數,可以對其作進一步研究(如通過試驗設計組合、數學模型或相關的機理研究),從而對工藝有更深的了解[7]。在藥品研發工作中,常需要研究響應值y 究竟如何依賴于自變量,進而找到自變量的設置,使得響應值得到最佳值(望大、望小或望目)。響應曲面法(RSM)是目前國際上較為流行的試驗設計及數據分析方法,可用于定量分析各因子及交互作用對響應值的影響[8-9]。本研究以氧化率為響應值,通過響應曲面法,獲得還原型特利加壓素的最佳氧化工藝。
1 材料與方法
1.1 材料與試劑
還原型特利加壓素(批號211201-F01-01, 肽含量68%)由安徽安科生物工程(集團)股份有限公司提供。
醋酸特利加壓素(批號150701-202002)購自中國食品藥品檢定研究院;30%過氧化氫(分析純)購自國藥集團化學試劑有限公司;冰醋酸(分析純)購自天津市永大化學試劑有限公司;氫氧化鈉(藥用輔料)購自湖南爾康制藥股份有限公司;磷酸二氫鈉(分析純)購自國藥集團化學試劑有限公司;磷酸(HPLC 級)購自美國ACS 科恩化學公司;乙腈(HPLC 級)購自美國TEDIA 公司。
1.2 儀器與設備
ML304T/02 型電子天平購自瑞士 METTLER TOLEDO 公 司;FE28 型pH 計 購 自 瑞 士METTLER TOLEDO 公司;DF-101S 型集熱式磁力攪拌器購自常州國宇儀器制造有限公司;KDC-0510 型低溫恒溫槽購自南京肯凡電子科技有限公司;LC-20AT 型高效液相色譜儀購自日本Shimadzu 公司。
1.3 方法
1.3.1 含量測定
1.3.1.1 色譜條件
采用十八烷基硅烷鍵合硅膠為填充劑;流動相A 為0.067mol/L 磷酸二氫鈉(用磷酸調pH 值至3.5),流動相B 為乙腈;線性梯度洗脫:0~4min:8%B→8%B,4~18min:8%B→15%B,18~30min:15%B→20%B,30~30.1min:20%B→8%B,30.1~40min:8%B→8%B;檢測波長為210nm;柱溫:28℃。
1.3.1.2 測定法
取本品適量,精密稱定,加水溶解并稀釋制成每1ml中約含特利加壓素0.2mg 的溶液,精密量取20μl 注入液相色譜儀,記錄色譜圖;另取醋酸特利加壓素對照品適量,同法測定。按外標法以峰面積計算,即得。
1.3.2 氧化率
由1.3.1 測定樣品含量,氧化率如下式計算:

1.3.3 還原型特利加壓素氧化工藝
將一定量還原型特利加壓素置于洗凈并干燥的燒杯,加入一定量純化水攪拌溶解(攪拌轉速500 轉/min),完全溶解(目測無可見不溶顆粒)后,用1mol/L 氫氧化鈉水溶液將粗品溶液pH 調節至設定值,加入30%雙氧水,控制好氧化劑與樣品摩爾比(以還原型特利加壓素計算),以500 轉/min 轉速在一定溫度條件下攪拌反應液,反應結束后,用冰醋酸將粗品溶液pH 調節至3.0 終止氧化反應,即刻取樣檢測樣品含量。
1.3.4 還原型特利加壓素氧化工藝部分析因試驗
根據部分析因試驗的基本原理[8],以氧化率為響應值,對氧化工藝進行因子篩選試驗,運用分析軟件進行試驗設計,并對試驗結果進行分析,比較反應時間、樣品濃度(以還原型特利加壓素計算)、反應pH、氧化劑與樣品摩爾比(以還原型特利加壓素計算)、反應溫度對氧化工藝的影響。
1.3.5 響應曲面法優化還原型特利加壓素氧化工藝
根據Box-Benhnken 的中心組合試驗設計原理[8],以氧化率為響應值,對氧化工藝進行優化,運用分析軟件進行試驗設計,并對試驗結果進行分析,獲得最優氧化條件。
2 結果與分析
2.1 還原型特利加壓素氧化工藝因子篩選試驗
通過風險評估確定還原型特利加壓素氧化工藝的五個主要因子:反應時間、樣品濃度(以還原型特利加壓素計算)、反應pH、氧化劑與樣品摩爾比(以還原型特利加壓素計算)、反應溫度分別用X1,X2,X3,X4,X5表示。根據部分析因試驗的基本原理,以氧化率為響應值,對氧化工藝的五個因子進行五因子二水平三中心點(分辨度Ⅴ)的因子篩選試驗。
根據表1,設計不同的反應時間、樣品濃度(以還原型特利加壓素計算)、反應pH、氧化劑與樣品摩爾比(以還原型特利加壓素計算)、反應溫度,進行19 次試驗,試驗設計與結果見表2。

表1 部分析因試驗因子水平及編碼
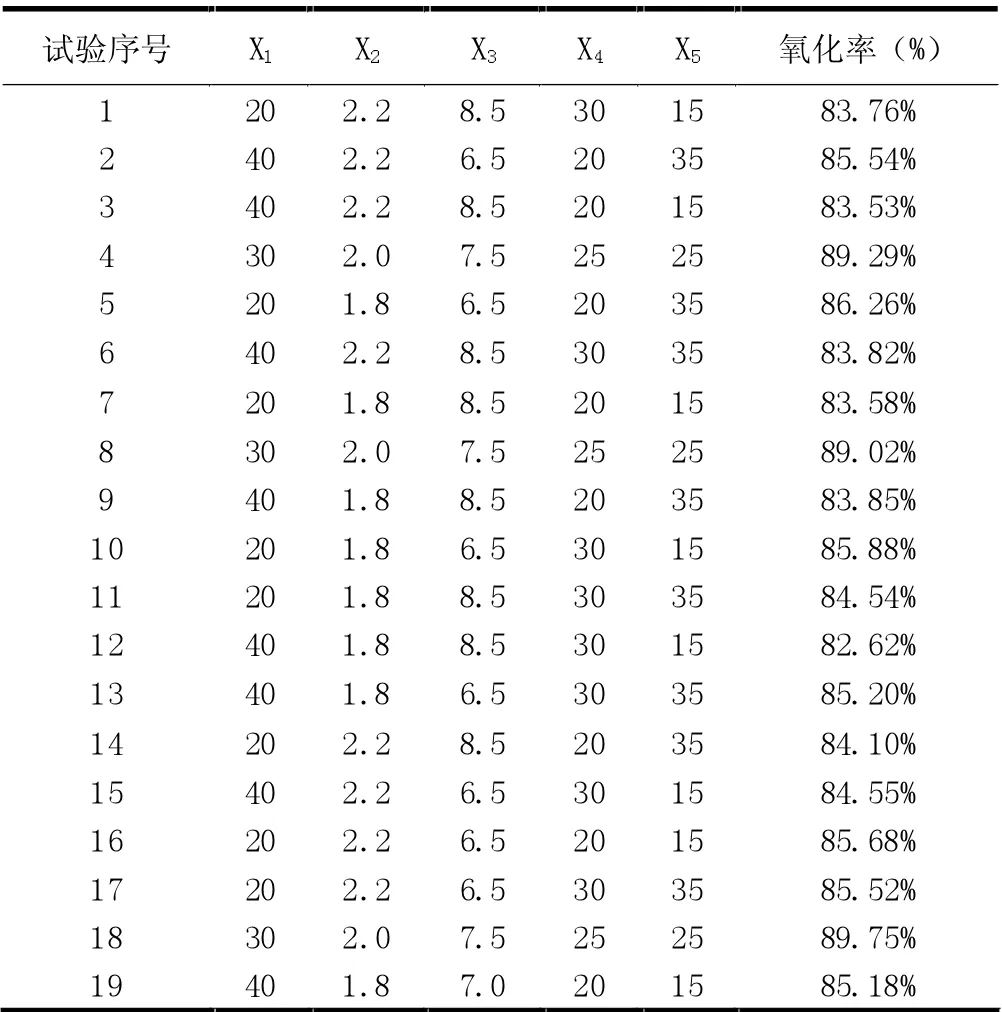
表2 部分析因試驗設計與結果
采用分析軟件對表2 數據進行回歸分析,得到回歸模型如下:
Y(%)=1.055-0.00130X1-0.0443X2-0.0279X3-0.00002 X4-0.00013X5+0.000560X1X2+0.000044X1X3-0.000025X1X4+0.000006X1X5+0.00580X2X3-0.000365X2X4-0.000355X2X5+0.000149X3X4+0.000100X3X5+0.000006X4X5+0.04752CtPt,模型方差分析見表3。
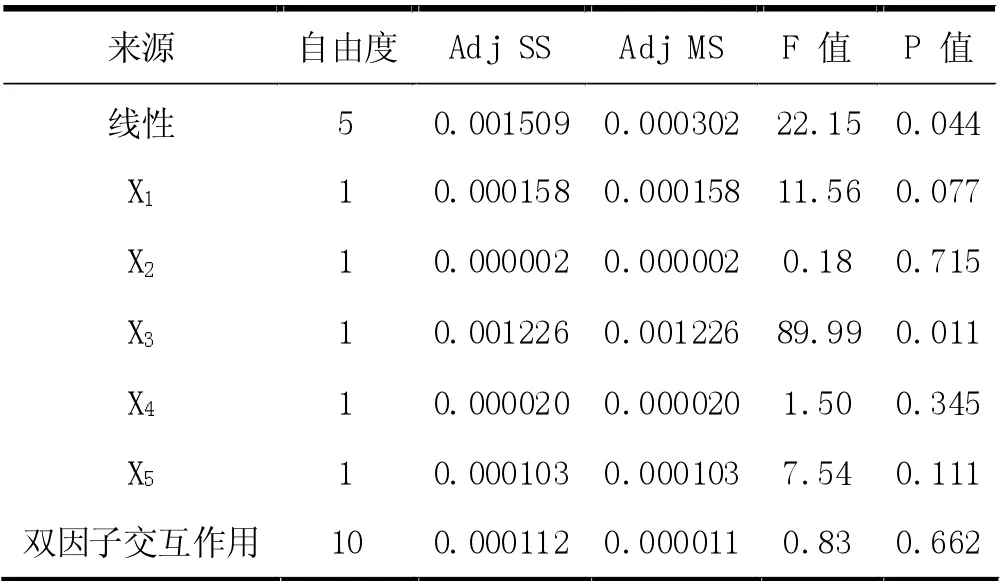
表3 回歸模型方差分析
由表3 可以看出,一次項,X3顯著;X1,X5具有一定顯著性;其余項均不顯著,將雙因子交互作用刪除,優化后的模型如下:
Y(%)=0.9243-0.000314X1-0.00194X2-0.008753X3-0.000226X4+0.000253X5+0.04752CtPt,模型方差分析見表4。
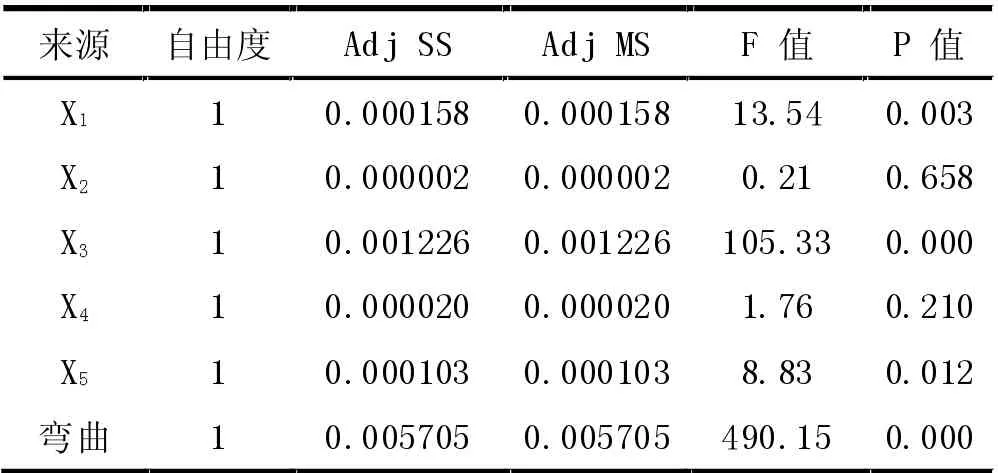
表4 回歸模型方差分析
由表4 可以看出,X1,X3,X5均顯著;X2,X4不顯著。
2.2 響應曲面法優化還原型特利加壓素氧化工藝
2.2.1 還原型特利加壓素氧化工藝響應曲面因子的確定
根據因子篩選試驗結果,采用響應曲面設計試驗,根據Box-Benhnken 的中心組合試驗設計原理,選擇對還原型特利加壓素氧化工藝有顯著影響的三個因素:反應時間(X1)、反應pH(X3)、反應溫度(X5),進行三因子三水平的響應曲面試驗。本次研究以氧化率為響應值,見表5。
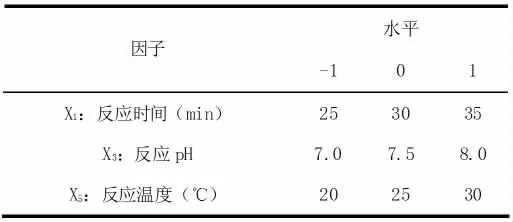
表5 響應曲面試驗因子水平及編碼
2.2.2 還原型特利加壓素氧化工藝響應曲面試驗及方差分析
根據表5,設計不同的反應時間、反應pH、反應溫度,進行15 次試驗,試驗設計與結果見表6。

表6 響應曲面試驗設計與結果
通過分析軟件進行表6 響應曲面回歸分析,得到如下多元二次響應曲面回歸模型:
Y(%)=-2.101+0.00948X1+0.754X3+0.00969X5-0.0001 44X1X1-0.05065X3X3-0.000108X5X5-0.000142X1X3-0.0000 29X1X5-0.000450X3X5,模型方差分析見表7。
由表7 可以看出,一次項,平方項,X3,X3X3,X1,X1X1顯著;X5X5具有一定顯著性,其余項均不顯著,將雙因子交互作用刪除,優化后的模型如下:
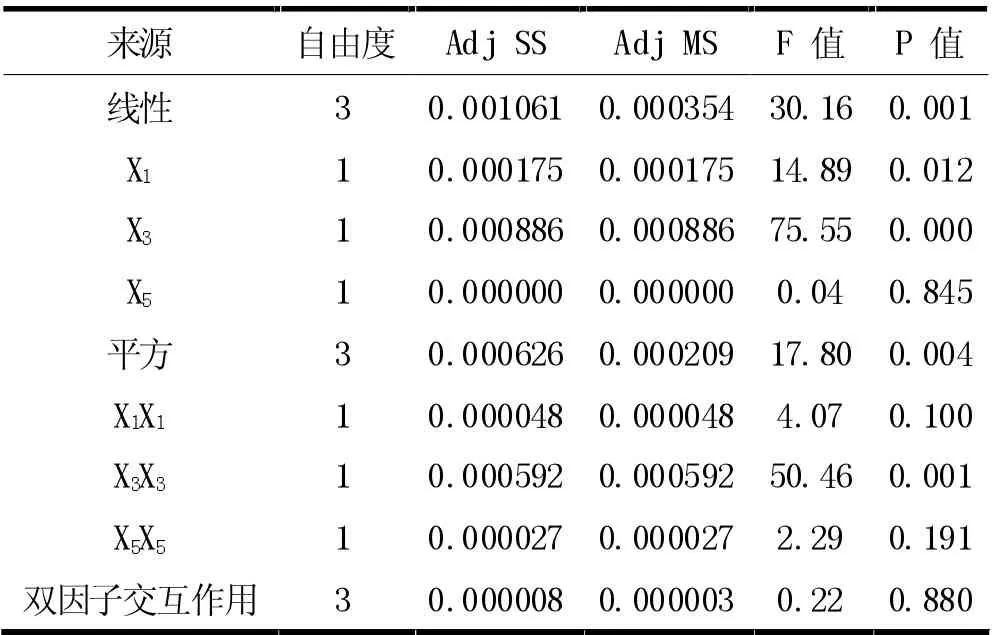
表7 回歸模型方差分析
Y(%)=-1.963+0.00769X1+0.7387X3+0.00544X5-0.000144X1X1-0.05065X3X3-0.000108X5X5,模型方差分析見表8。
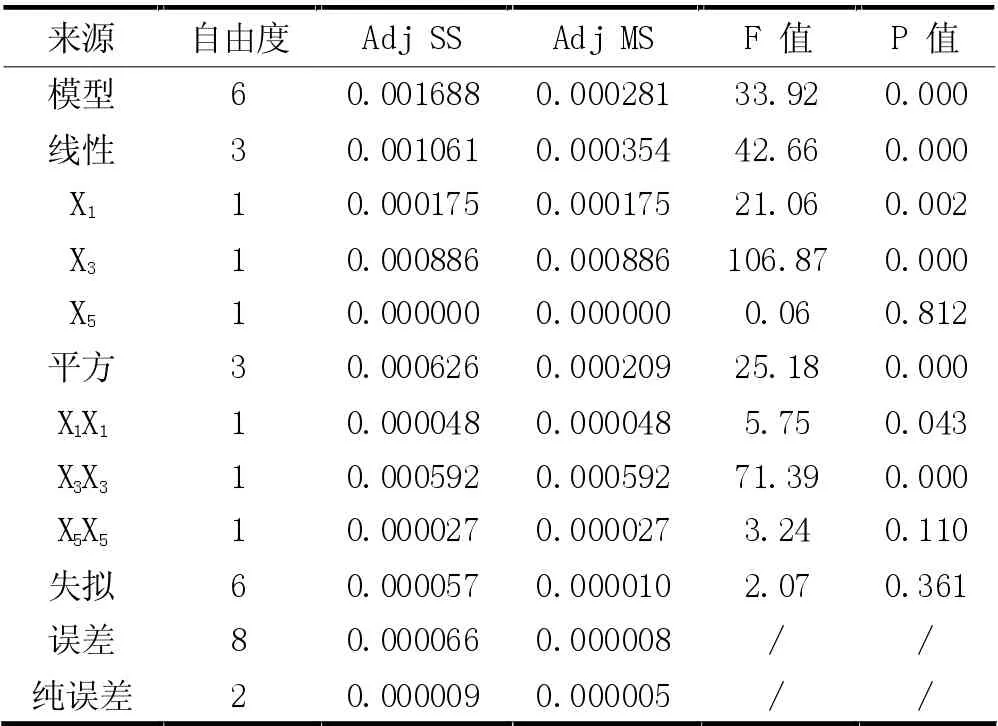
表8 回歸模型方差分析
由表8 可以看出,X1,X1X1,X3,X3X3顯著;X5X5具有一定顯著性,各個因子對還原型特利加壓素氧化率影響顯著性順序依次為反應pH>反應時間>反應溫度。氧化工藝回歸模型的一次項和平方項均顯著,說明各因子對響應值的影響不是簡單的一次線性關系;模型項顯著,說明該模型有效且具有可信性和準確性;失擬項不顯著說明模型無失擬,試驗誤差很小。
2.2.3 還原型特利加壓素氧化工藝響應曲面分析
做出響應曲面,分析反應時間(X1)、反應pH(X3)、反應溫度(X5)對還原型特利加壓素氧化率的影響情況,結果見圖1。
由圖1 可以看出,隨著反應時間的增加,還原型特利加壓素氧化率增加,當反應時間達到26.72min 時,反應基本達到平衡,繼續增加反應時間,將會引起副反應產生,降低氧化率。隨著反應pH 的升高,還原型特利加壓素氧化率先升高后陡降,當反應pH 為7.29 時,氧化率最高,這是因為半胱氨酸在堿性溶液中易被氧化,但反應pH 值過高時,將會引起副反應,降低氧化率。隨著反應溫度的升高,還原型特利加壓素氧化率先升高后降低,當反應溫度為25.25℃時,氧化率最高,這是因為反應溫度高,反應物活性大,反應速度加快,使得氧化率提高,但溫度過高時,將會引起副反應,降低氧化率。


圖1 各因子影響還原型特利加壓素氧化率的響應曲面
通過分析軟件進行還原型特利加壓素氧化工藝參數優化,最佳反應條件為:反應時間26.72min、反應pH7.29、反應溫度25.25℃,最高氧化率為90.14%。采用上述優化條件進行三次驗證試驗,得到的還原型特利加壓素氧化率分別為90.29%,90.07%,90.18%。
3 結論
本研究采用過氧化氫氧化還原型特利加壓素,先通過部分析因方法進行因子篩選試驗,然后通過響應曲面法的Box-Benhnken 模型對還原型特利加壓素的氧化工藝進行優化,建立了二次多元回歸模型方程, 并對影響氧化率的各因子進行分析探討。
試驗結果表明,在五個主要因子中,樣品濃度(以還原型特利加壓素計算)、氧化劑與樣品摩爾比(以還原型特利加壓素計算)對還原型特利加壓素氧化率的影響不顯著。反應時間、反應pH、反應溫度對還原型特利加壓素氧化率的影響顯著,其中各個因子對氧化率的影響顯著性順序依次為反應pH(X3)>反應時間(X1)>反應溫度(X5)。優化后的還原型特利加壓素氧化率的二次多元回歸模型方程如下:
Y(%)=-1.963+0.00769X1+0.7387X3+0.00544X5-0.000 144X1X1-0.05065X3X3-0.000108X5X5
本試驗得出的最佳反應條件為:反應時間26.72min、反應pH7.29、反應溫度25.25℃,在該條件下還原型特利加壓素的氧化率為90.14%。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學與工程(2015年4期)2015-09-26 11:59:03
石油化工應用(2014年8期)2014-03-11 17:40:03
