電解鋁鑄軋高級(jí)包裝鋁箔坯料中間退火與性能研究*
2022-07-26 07:18:54賈瑞嬌康吉昌王義仁
云南冶金 2022年2期
周 勇,賈瑞嬌,康吉昌,王義仁
(云南浩鑫鋁箔有限公司,云南 昆明 650502)
鋁箔具有質(zhì)輕、密封性好、遮光防潮、耐蝕等優(yōu)點(diǎn),廣泛應(yīng)用于食品包裝、藥品包裝等行業(yè),一個(gè)國(guó)家的鋁箔人均消費(fèi)量是其經(jīng)濟(jì)是否發(fā)展較好的重要性標(biāo)志,隨著社會(huì)經(jīng)濟(jì)的快速發(fā)展,人民收入和消費(fèi)水平的不斷提高,鋁箔產(chǎn)品的消費(fèi)需求越來(lái)越高,國(guó)內(nèi)對(duì)于鋁箔的消費(fèi)需求每年呈現(xiàn)10%的增長(zhǎng)趨勢(shì),從而為鋁箔新產(chǎn)品的研發(fā)和生產(chǎn)銷售帶來(lái)巨大的動(dòng)力,鋁箔市場(chǎng)應(yīng)用前景廣闊[1-2]。隨著包裝行業(yè)的迅速發(fā)展,更加促進(jìn)了鋁箔的應(yīng)用和消費(fèi),使得包裝成為鋁箔的主要消費(fèi)市場(chǎng)[3],常見的包裝鋁箔有食品包裝、醫(yī)藥包裝、酒封包裝、軟包裝、鋁塑復(fù)合包裝等類型[4],一些高質(zhì)量鋁箔經(jīng)常應(yīng)用在高級(jí)包裝領(lǐng)域,美觀,質(zhì)優(yōu),高端,從而極大地促進(jìn)了鋁箔的消費(fèi)。
國(guó)內(nèi)鋁箔坯料的主要生產(chǎn)方式有三種,鑄錠熱軋法、重熔鑄軋法或電解鋁液鑄軋法,其中熱軋法主要生產(chǎn)流程包括重熔、進(jìn)行鑄錠、鑄錠進(jìn)行銑面、均勻化處理、熱軋、中退、冷軋等工序,熱軋生產(chǎn)工藝由于會(huì)對(duì)鑄錠進(jìn)行銑面,通過(guò)銑面工藝環(huán)節(jié)后,可以有效除去鑄錠表面的氧化膜以及其他缺陷,同時(shí)通過(guò)多次熱處理,鑄錠內(nèi)部晶粒組織更加均勻細(xì)化,但其流程長(zhǎng),投資高,耗能大,生產(chǎn)成本較高;重熔鑄軋法生產(chǎn)流程短,但同樣是高耗能生產(chǎn)工藝,生產(chǎn)成本較高;電解鋁液鑄軋生產(chǎn)工藝主要生產(chǎn)工序包括電解鋁液熔煉、連續(xù)鑄軋、冷軋、中退、冷軋環(huán)節(jié),大大縮短了生產(chǎn)工藝流程,電解鋁液鑄軋法生產(chǎn)流程短,且采用水電鋁生產(chǎn)電解鋁液,綠色、低碳,污染小,同時(shí)連續(xù)鑄軋過(guò)程中采用雙鑄軋輥冷卻軋制,雙輥直接接觸鋁液,冷卻速度快,形核質(zhì)點(diǎn)多,鑄軋坯料內(nèi)部組織枝晶間距大幅度縮短,這樣的晶粒組織也更加適合生產(chǎn)更高級(jí)的鋁箔[5-6]。但電解鋁液具有“三高一低”的技術(shù)特性,電解鋁液溫度高,內(nèi)部形核質(zhì)點(diǎn)少,生產(chǎn)的鋁箔坯料產(chǎn)品晶粒組織不均勻,性能不達(dá)標(biāo),因此采用電解鋁液鑄軋制備高級(jí)包裝鋁箔坯料,必須解決鋁箔坯料的組織性能問(wèn)題。
1 試驗(yàn)方案
1.1 試驗(yàn)材料
試驗(yàn)選取的電解鋁液鑄軋制備高級(jí)包裝鋁箔坯料主要采用1235合金成分制備,鑄軋坯料規(guī)格為(6.0~6.5)mm,冷軋中間坯料規(guī)格為(0.55~0.65)mm,試驗(yàn)產(chǎn)品50 t,試驗(yàn)卷16個(gè),1235合金具體化學(xué)成分見下表:

表1 1235化學(xué)成分表Tab.1 1235 chemical composition list %
1.2 試驗(yàn)儀器
試驗(yàn)采用WE-50電子萬(wàn)能試驗(yàn)機(jī)進(jìn)行力學(xué)性能測(cè)試,采用XJG-05金相顯微鏡觀察試驗(yàn)品晶粒組織情況。
1.3 試驗(yàn)方案
鑄軋坯料經(jīng)過(guò)冷軋后,發(fā)生較大程度的變形,坯料內(nèi)部組織晶粒嚴(yán)重畸變,材料的加工硬化程度升高,后續(xù)無(wú)法繼續(xù)進(jìn)行軋制生產(chǎn),必須進(jìn)行中間熱處理(中間退火)。坯料進(jìn)行中間退火的溫度要大于340℃,主要是由于中退溫度在340℃時(shí),金屬內(nèi)部的析出物較少,不利于再結(jié)晶的進(jìn)行。當(dāng)中間退火溫度不斷升高時(shí),金屬內(nèi)部析出物不斷增多,經(jīng)研究表明,當(dāng)中間退火溫度達(dá)到380℃時(shí),金屬內(nèi)部細(xì)小化合物的數(shù)量最多,最利于內(nèi)部組織形核結(jié)晶[7]。
為了得到試驗(yàn)結(jié)果,本次試驗(yàn)共設(shè)置了16種技術(shù)方案,第一組試驗(yàn)品以0.60 mm厚度為中間退火厚度,退火溫度為380℃,退火時(shí)間分別為8 h、6 h、4 h、2 h;第二組試驗(yàn)品以0.55 mm厚度為中間退火厚度,退火溫度為380℃,退火時(shí)間分別為8 h、6 h、4 h、2 h;第三組試驗(yàn)品以0.6 mm厚度為中間退火厚度,退火溫度為370℃,退火時(shí)間分別為8 h、6 h、4 h、2 h;第四組試驗(yàn)品以0.55 mm厚度為中間退火厚度,退火溫度為370℃,退火時(shí)間分別為8 h、6 h、4 h、2 h。具體試驗(yàn)流程見圖1。

圖1 電解鋁液鑄軋制備高級(jí)包裝鋁箔試驗(yàn)流程圖Fig.1 Test flow chart for aluminum foil blank for advanced packaging produced by electrolytic aluminum roll casting
2 結(jié)果和討論
2.1 力學(xué)性能分析
圖2為不同退火條件下,高級(jí)包裝鋁箔坯料抗拉強(qiáng)度變化情況。從圖2(a)中可以看出,當(dāng)高級(jí)包裝鋁箔坯料軋制中間退火厚度為0.55 mm時(shí),在380℃中間退火溫度下,保溫6 h和8 h,兩組坯料的抗拉強(qiáng)度基本在(69~72)MPa,且兩者之間偏差較小,主要由于隨著退火時(shí)間的延長(zhǎng),坯料內(nèi)部組織趨于均勻一致,再結(jié)晶過(guò)程已完成,這個(gè)試驗(yàn)結(jié)論與潘復(fù)生[8]出版的鋁箔材料圖書中的研究結(jié)果是一致的;當(dāng)保溫4 h時(shí),坯料的抗拉強(qiáng)度達(dá)到81 MPa,當(dāng)保溫2 h時(shí),坯料抗拉強(qiáng)度達(dá)到76 MPa;對(duì)比不同保溫時(shí)間下,高級(jí)包裝鋁箔坯料性能變化,在保溫4 h時(shí),坯料抗拉強(qiáng)度達(dá)到最佳,隨著退火時(shí)間延長(zhǎng),坯料內(nèi)部組織晶粒進(jìn)一步長(zhǎng)大,性能出現(xiàn)衰減。當(dāng)高級(jí)包裝鋁箔坯料軋制中間退火厚度為0.55 mm時(shí),在370℃中間退火溫度下,保溫6 h和8 h,兩組坯料的抗拉強(qiáng)度基本在69~71 MPa,該性能略低于380℃的退火性能,這主要受坯料軋制加工變形率的影響,且保溫6 h和8 h的抗拉強(qiáng)度偏差較小,該試驗(yàn)結(jié)果與上述試驗(yàn)結(jié)論一致;當(dāng)保溫時(shí)間為4 h時(shí),坯料抗拉強(qiáng)度為77 MPa,當(dāng)保溫2 h時(shí),坯料抗拉強(qiáng)度達(dá)到74 MPa,都略低于380℃的退火性能。
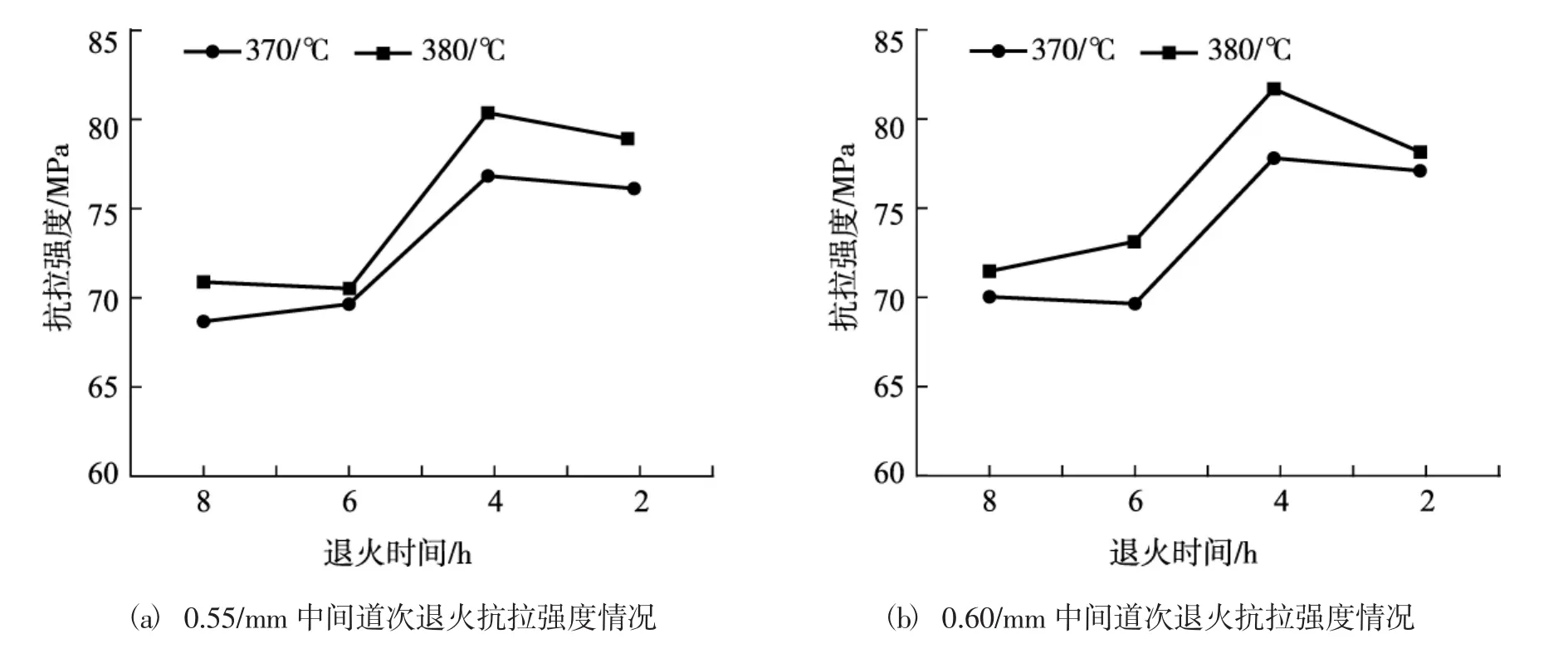
圖2 不同退火條件對(duì)高級(jí)包裝鋁箔坯料抗拉強(qiáng)度的影響Fig.2 Effect of different annealing conditions on tensile strength of aluminum foil blank for advanced packaging
從圖2(b)中可以看出,當(dāng)高級(jí)包裝鋁箔坯料軋制中間退火厚度為0.60 mm時(shí),在380℃中間退火溫度下,保溫6 h和8 h,兩組坯料的抗拉強(qiáng)度基本在71 MPa;當(dāng)保溫4 h時(shí),坯料的抗拉強(qiáng)度達(dá)到80 MPa,當(dāng)保溫2 h時(shí),坯料抗拉強(qiáng)度達(dá)到77 MPa。在370℃中間退火溫度下,保溫6 h和8 h,兩組坯料的抗拉強(qiáng)度基本在70 MPa;當(dāng)保溫時(shí)間為4 h時(shí),坯料抗拉強(qiáng)度為80 MPa,當(dāng)保溫2 h時(shí),坯料抗拉強(qiáng)度達(dá)到75 MPa。通過(guò)試驗(yàn)數(shù)據(jù)分析,高級(jí)包裝鋁箔坯料軋制中間道次厚度分別為0.55 mm和0.60 mm時(shí),兩者的抗拉強(qiáng)度性能值偏差較小,偏差范圍在±1 MPa,當(dāng)軋制厚度為0.55 mm時(shí),軋制加工變形率達(dá)到43%,當(dāng)軋制厚度為0.60 mm時(shí),軋制加工變形率達(dá)到47%,加工率越大,坯料內(nèi)部的變形儲(chǔ)能增加,但從試驗(yàn)數(shù)據(jù)看,兩者性能趨于一致。在中間軋制道次為0.60 mm時(shí),在不同保溫溫度條件下,坯料性能變化規(guī)律與中間軋制道次為0.55 mm厚度時(shí)保持一致。
圖3為不同退火條件下,高級(jí)包裝鋁箔坯料的延伸率變化情況。從圖3(a)中可以看出,當(dāng)高級(jí)包裝鋁箔坯料軋制中間退火厚度為0.55 mm時(shí),在380℃中間退火溫度下,保溫6 h和8 h,兩組坯料的延伸率基本保持在39.5%,同時(shí)在兩個(gè)保溫時(shí)間條件下,兩組坯料的力學(xué)性能趨于一致;當(dāng)保溫4 h時(shí),坯料的延伸率能夠達(dá)到43%,當(dāng)保溫2 h時(shí),坯料的延伸率能達(dá)到40%,當(dāng)保溫時(shí)間為4 h時(shí),坯料的延伸率性能達(dá)到最佳。當(dāng)退火保溫溫度為370℃時(shí),保溫6 h和8 h,兩組坯料的延伸率基本保持在39%~39.2%,該性能略低于380℃時(shí)的退火性能;當(dāng)保溫時(shí)間為4 h時(shí),坯料的延伸率為41%,當(dāng)保溫2 h時(shí),坯料的延伸率達(dá)到39%,兩組坯料的試驗(yàn)性能結(jié)果都略低于380℃的退火性能。
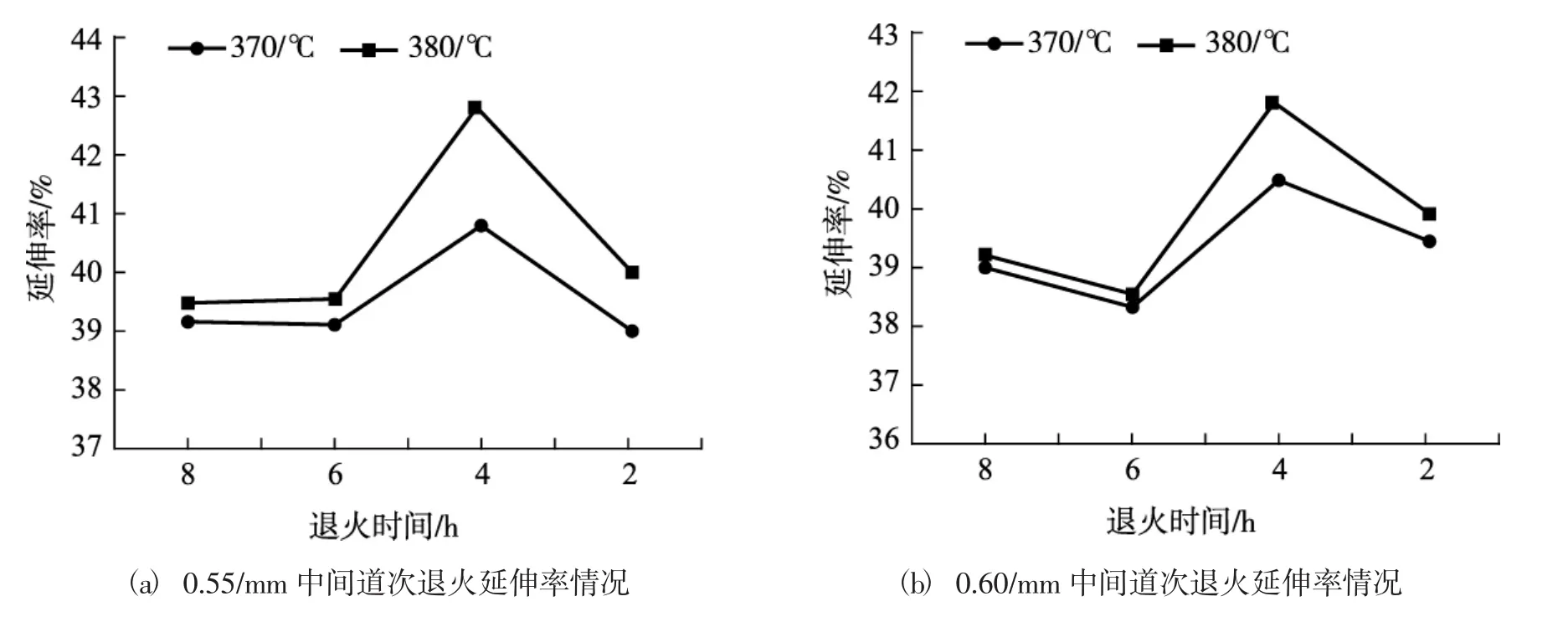
圖3 不同退火條件對(duì)高級(jí)包裝鋁箔坯料延伸率的影響Fig.3 Effect of different annealing conditions on elongation of aluminum foil blank for advanced packaging
從圖3(a)中可以看出,當(dāng)高級(jí)包裝鋁箔坯料軋制中間退火厚度為0.60 mm時(shí),在380℃中間退火溫度下,保溫6 h和8 h,兩組坯料的延伸率基本在39%~39.2%;當(dāng)保溫4 h時(shí),坯料的延伸率達(dá)到42%,當(dāng)保溫2 h時(shí),坯料延伸率達(dá)到40%,在此退火條件下,坯料在經(jīng)過(guò)保溫4 h時(shí),延伸率性能達(dá)到最大。當(dāng)退火保溫溫度為370℃時(shí),保溫6 h和8 h,兩組坯料的延伸率基本在38.5%~39%;當(dāng)保溫時(shí)間為4 h時(shí),坯料延伸率為40.5%,當(dāng)保溫2 h時(shí),坯料的延伸率達(dá)到39.5%。通過(guò)對(duì)試驗(yàn)數(shù)據(jù)進(jìn)行分析,保溫6 h和8 h,坯料的延伸率性能基本一致,這是因?yàn)殡S著退火時(shí)間的延長(zhǎng),再結(jié)晶過(guò)程及Fe、Si等元素第二相的析出和溶解過(guò)程都已完成,因此兩者性能變化較小;當(dāng)保溫時(shí)間為4 h時(shí),坯料晶粒組織趨于均勻一致,坯料組織性能達(dá)到最佳;當(dāng)保溫時(shí)間為2 h時(shí),坯料延伸率相比保溫時(shí)間6 h和8 h較高,但由于時(shí)間較短,晶粒組織再結(jié)晶不均勻,難以實(shí)現(xiàn)后續(xù)軋制。通過(guò)對(duì)不同中間軋制厚度的試驗(yàn)數(shù)據(jù)進(jìn)行對(duì)比,兩者的性能變化規(guī)律基本一致。
2.2 金相組織分析
圖4為高級(jí)包裝鋁箔坯料中間軋制道次厚度為0.55 mm時(shí),不同保溫時(shí)間下的晶粒組織情況。由圖4可以看出:經(jīng)料溫380℃的中間退火溫度時(shí),分別保溫2 h、4 h、6 h、8 h的坯料均發(fā)生了完全再結(jié)晶,同時(shí)隨著退火時(shí)間的延長(zhǎng),再結(jié)晶晶粒逐漸長(zhǎng)大,且保溫時(shí)間為2 h、4 h、6 h時(shí),坯料經(jīng)過(guò)中間退火后,其內(nèi)部組織晶粒尺寸基本在50 μm以下,其中退火保溫時(shí)間為4 h的坯料晶粒最為均勻,且晶粒尺寸基本分布在(20~25)μm之間,利于后續(xù)軋制及成品針孔的控制;而退火保溫時(shí)間為8 h,坯料的部分晶粒尺寸已超過(guò)50 μm,不利于成品針孔控制及軋制。這與料溫380℃,保溫時(shí)間不同的4組坯料的抗拉強(qiáng)度及延伸率分析結(jié)果是一致的。
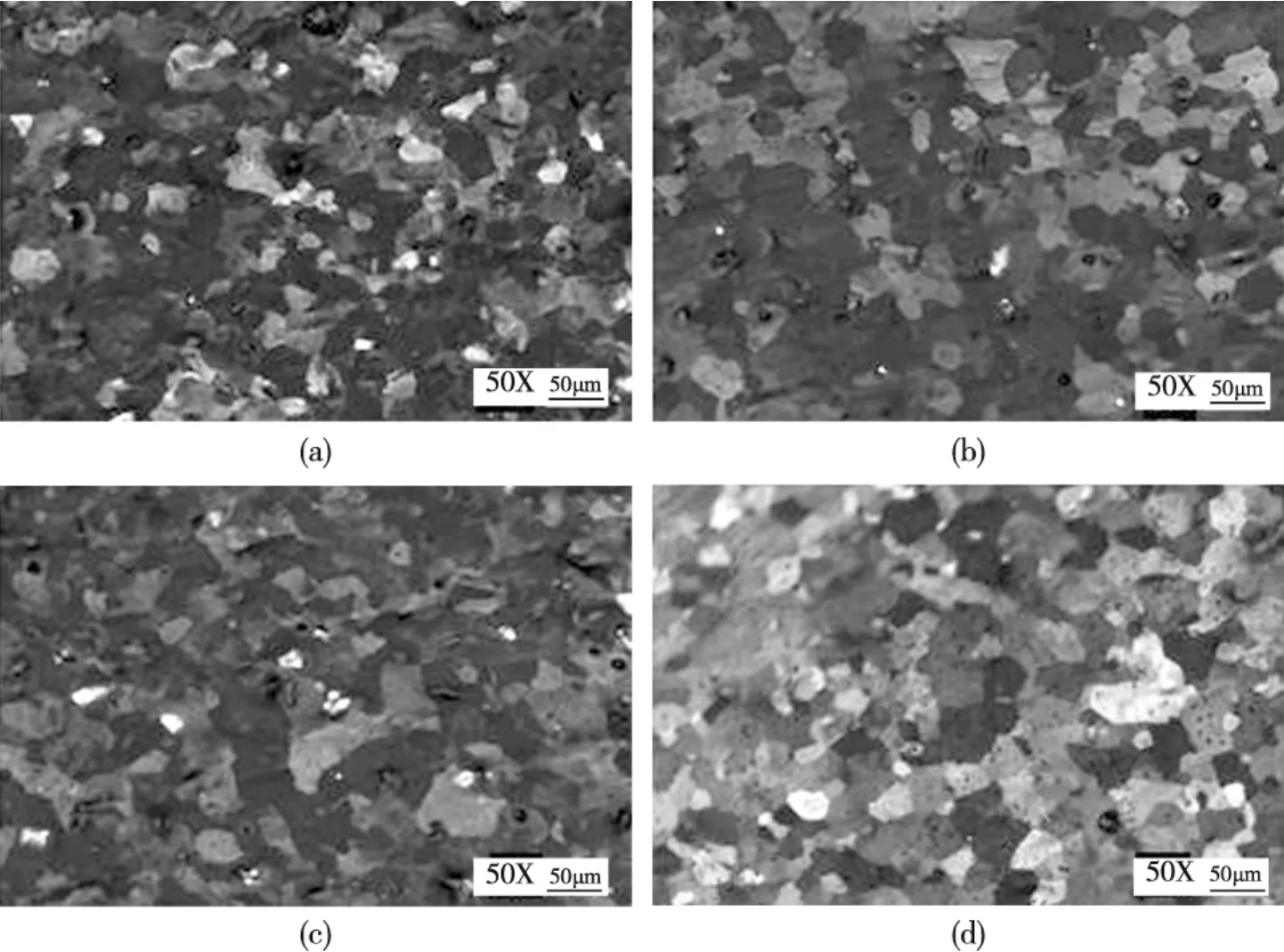
圖4 坯料經(jīng)380℃中間退火后的金相組織(0.55/mm厚度)(A:保溫2 h,B:保溫4 h,C:保溫6 h,D:保溫8 h)Fig.4 The metallographic structure of blank after 380/℃intermediate annealing (the thickness is 0.55/mm)(A:heat preservation for 2 h;B:heat preservation for 4 h;C:heat preservation for 6 h;D:heat preservation for 8 h)
3 結(jié)語(yǔ)
1)電解鋁液鑄軋制備高級(jí)包裝鋁箔坯料經(jīng)中間退火后,隨著保溫時(shí)間的延長(zhǎng),坯料內(nèi)部組織晶粒進(jìn)一步長(zhǎng)大,性能出現(xiàn)衰減;
2)通過(guò)試驗(yàn)數(shù)據(jù)分析,高級(jí)包裝鋁箔坯料中間軋制厚度為0.55 mm和0.60 mm時(shí),經(jīng)中退后,坯料性能偏差較小,性能變化規(guī)律一致;
3)電解鋁液鑄軋制備高級(jí)包裝鋁箔坯料中間退火溫度為380℃,保溫時(shí)間為4 h,在此技術(shù)參數(shù)下,鋁箔坯料抗拉強(qiáng)度達(dá)到81 MPa,延伸率達(dá)到42%,內(nèi)部組織均勻一致,晶粒尺寸在(20~25)μm之間,利于后續(xù)軋制及成品針孔的控制。
