電解槽回風管冒料原因分析及處理*
2022-07-26 07:19:02李學文夏志山彭建軍
云南冶金 2022年2期
陳 鵬,李學文,夏志山,黃 河,高 俊,彭建軍
(曲靖云鋁淯鑫鋁業有限公司,云南曲靖655000)
超濃相輸送技術屬氣力輸送中的流態化輸送技術,是將粉狀氧化鋁在密閉的溜槽內被流態化后,轉變成固-氣兩相流體,具有流體的性質,沿著輸送方向形成壓力梯度,產生料柱差,以推動流態化后的物料向前流動,從而完成輸送任務。超濃相輸送具有以下特點:投資少、系統設施簡單、物料流速慢、設備磨損小、維修成本低[1]。但回風管冒料是電解鋁行業生產過程中產生的突出問題,經過技術分析和小范圍實驗,引用了變頻器,使回風管冒料情況從根本上得到了改變。變頻器的使用直接改善了超濃相輸送過程中壓力損失及冒料情況。
1 超濃相輸送原理
超濃相輸送是利用物料在流態化后轉變成一種固-氣兩相流體。再根據流動壓能和靜壓能轉化原理,使物料在輸送槽內進行輸送[2]。由此原理可以作以下剖析:
超濃相輸送利用物料在流態化后轉變成一種固-氣兩相的相互轉化流動中來達到輸送氧化鋁粉的目的。并且,這一過程是在封閉的輸送溜槽內進行[3]。它輸送的介質是新鮮的氧化鋁粉固體,具有較強的離散性,輸送的動力一系列前段是30 kW,后段37 kW;二系列是37 kW由離心風機供給氣體(混合空氣)。這就是前面所講的固氣兩相流體。
超濃相輸送技術的原理,即氧化鋁粉的靜壓能流動壓能和原理的轉化。所謂靜壓能是指物體在靜止時所具有的能量。流動壓能是指物體在流動中產生的能量[4]。超濃相設備的輸送物料過程需要經過兩個階段來完成:①使物料流態化;②物料流態化以后必須具有一定的壓力差,才能使物料流態化后向前推進。因而達到向電解車間輸送物料的目的[5]。
超濃相手動和自動輸送相結合,系統檢查完符合開機條件,現場手動啟動輸送風機,電腦畫面上將1號、2號料斗啟動,配料風機啟動,系統進入輸送狀態,運行工檢查槽上料箱,確保每臺料滿后關閉風機及料斗,一次輸送完畢。
打開輸送畫面,按下輸送風機的自動按鈕,風機啟動后系統自動啟動1號、2號料斗及配料風機,進入輸送狀態,直至電解槽首尾兩端料位計顯示料滿,系統自動關閉。
2 電解槽回風管冒料原因及處理措施
2.1 壓力不穩定
壓力過大及壓力不穩定是回風管冒料的主要原因之一,通過使用變頻器后能保持壓力幾乎恒定不變,也穩定了輸料時間,優化后超濃相系統給電解鋁的生產帶來了明顯的改善。
2.1.1 低壓變頻器
通常離心風機的風量與轉速的1次方成正比,壓力與轉速的2次方成正比。因此,精確調節和穩定離心風機的轉速,可以得到穩定的風量和風壓,保證超濃相輸送的技術要求。從電機變頻調速的特性曲線可看出,變頻調速具有近似直流調速的機械特性曲線,調速很平滑,電機的機械特性曲線也比較硬,具有較精確的轉速控制。通過變頻器實現離心風機的調速運行來取代風門控制的調節風量和風壓,具有無可比擬的優勢。
電機交流變頻調速技術是當今節電、改善工藝流程和改善環境,推動技術進步的一種主要手段[6]。超濃相輸送技術和電機變頻調速技術的結合,使得鋁電解廠的物料輸送系統得到更加優化、完善,這也是回風管冒料得以解決的一大幫手。如果壓力過小,物料就不能液態化,物料流動性不好,增加輸送時間;如果壓力過大,則物料在溜槽內沸騰,變成普通的風動溜槽,輸送能力降低,也可能造成電解槽冒料,所以說動力風源的風量、壓力以及物料達到一種最佳的平衡關系是超濃相輸送成敗的關鍵。
2.1.2 變頻器壓力的設定
37 kW離心風機正常情況下輸送過程中壓力在(6 500~9 000)Pa之間,壓力波動大(如圖1),輸送過程中有很大的問題,如大面積輸不進料、回風管冒料嚴重等問題。在使用變頻后,經過調試過程中反復的試驗壓力,最終把壓力控制在(3 900~4 000)Pa之間,輸送壓力曲線平穩(如圖2),輸送時間1 h/次,回風管冒料得到很好的改善,除少數單臺槽子故障導致冒料外,情況有好轉。變頻壓力的設定也是節能降耗工作的重要方面,降低了鋁電解生產的輔助電耗。
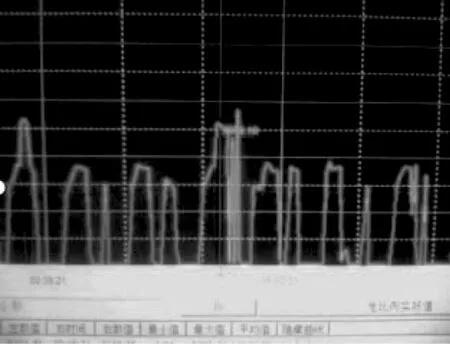
圖1 未安裝變頻時輸送壓力曲線Fig.1 Conveying pressure curve without frequency conversion
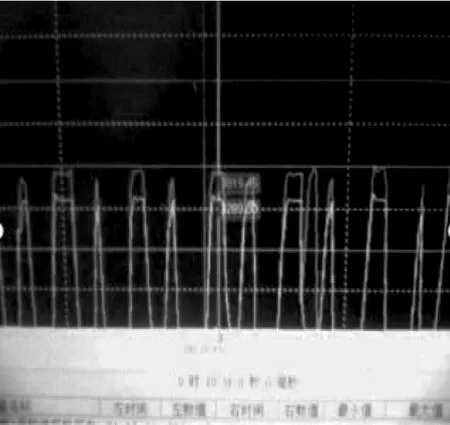
圖2 安全變頻時輸送壓力曲線Fig.2 Conveying pressure curve with frequency conversion
2.2 槽子上部結構變化
槽子上部結構的變化會使得輸送風壓產生變化,每個料箱在電解槽上所處位置不同使得每個料箱內的壓力有大有小。每臺電解槽在濃相系統中所處的位置有遠有近,超濃相輸送系統風力受風機及較長管道的影響也會不穩定,進入槽上部的風就出現相應變化,氧化鋁在上部溜槽輸送時會發生堵料,引起壓力變化,從而打破料箱內部和通風管道之間的壓力平衡,即Fa=H+Fb,其中Fb為定值,Fa變化將引起H的變化,當Fa增加到某一值時,造成輸送風壓大于料箱內適宜壓力,氧化鋁就會隨風從排風管中排出。針對這一問題,曾多次對垂直管位置的調壓閥進行調整,使每臺槽子的輸送壓力在一個理想狀態上。如遇到特殊情況,再次對調壓閥進行調節。
2.3 電解槽大面積缺料
電解槽大面積不進料也是導致電解槽回風管冒料的主要原因之一,電解槽大面積缺料的原因有[7]:
1)輸送溜槽雜質過多,氧化鋁粉含氟過高,物料過粉導致氧化鋁流動性差;
2)配料系統故障,不能正常供料;
3)風壓不穩定,不能提供輸送所需壓力;
4)主溜槽氣室進料,導致溜槽內鋁粉堵塞;
5)料倉氧化鋁不夠,下料不正常;
6)調壓閥膜片大部分損壞,維護保養不到位;
7)槽上槽下料管雜物堵塞。
在輸送的過程中會遇到大面積不進料,在排查處理故障過程中,輸送風機開啟時間過長,風壓過大,會使料箱內部分氧化鋁從回風管排出。通常遇到大面積不進料是平時的維護保養不到位及各工藝參數控制不平穩造成的,加強工藝管理確保各參數平穩,回風管冒料現象也會相應減少。
2.4 超濃相調壓閥彈簧編組
2.4.1 調壓閥
超濃相系統專用調壓閥,包括閥座、閥蓋、膜片及活塞,其要點是膜片的周邊通過閥蓋壓緊在閥座上,并與閥座形成一個氣壓室,閥蓋頂壁的中部向下設有一圓筒,圓筒的內壁上設有螺紋,圓筒內旋入有一頂絲,頂絲頂壓在彈簧上,彈簧的下端頂壓在彈簧座上,彈簧座通過螺栓固定在膜片中部,閥座的側壁上分別向外延伸設有進風管接頭和出風管接頭,進風管接頭和出風管接頭分別與進風管和出風管螺紋連接,活塞設置在氣壓室內,活塞可由膜片通過一擺動臂帶動,實現對風量和風壓能夠自動跟蹤調節,具有結構簡單、使用方便等優點[8]。
2.4.2 超濃相主溜槽調壓閥彈簧編組
主溜槽調壓閥彈簧編組是控制風壓、確保主溜槽輸料狀態良好的關鍵,同時也是控制電解槽上風壓的辦法之一,電解槽上風壓過大會導致回風管冒料,反之氧化鋁不能形成“沸騰”狀,物料無法輸送[9]。編組前把主溜槽調壓閥行程統一調為15 mm,電解槽上為7 mm,的目的是主溜槽有平衡料柱,風壓過大的時候會從平衡料柱排出,而單槽排風的重要部位就是回風管,壓力過大會把氧化鋁帶出,不利于生產要求,在編組過程中可用的彈簧分別為2.0 mm、1.8 mm、1.6 mm、1.5 mm、1.4 mm、1.2 mm,利用彈簧的大小把主溜槽的壓力從起始端到未端依次減小,這有利于氧化鋁更好地輸送。
2.5 回風管尺寸問題
回風管尺寸、結構的不合理也是冒料的主要原因之一,該廠二系列一、四段回風管安裝時尺寸設計不合理(如圖3改造前回風管管路尺寸),導致整個二系列就一、四段回風管冒料嚴重,其它幾個段安裝變頻器后只有幾臺少量冒料,故統一把一、四段整改成圖4所示回風管,主要目的:①加粗增大排風量,排風通暢;②讓排出的風變向,設計隔板阻擋一部分物料回到料箱。通過此方法使一、四段的回風管冒料得到了很好地控制。
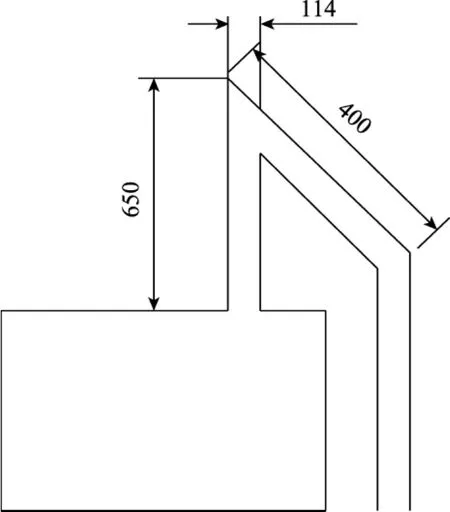
圖3 改造前回風管管路尺寸Fig.3 Dimensions of each part of return air duct before transformation
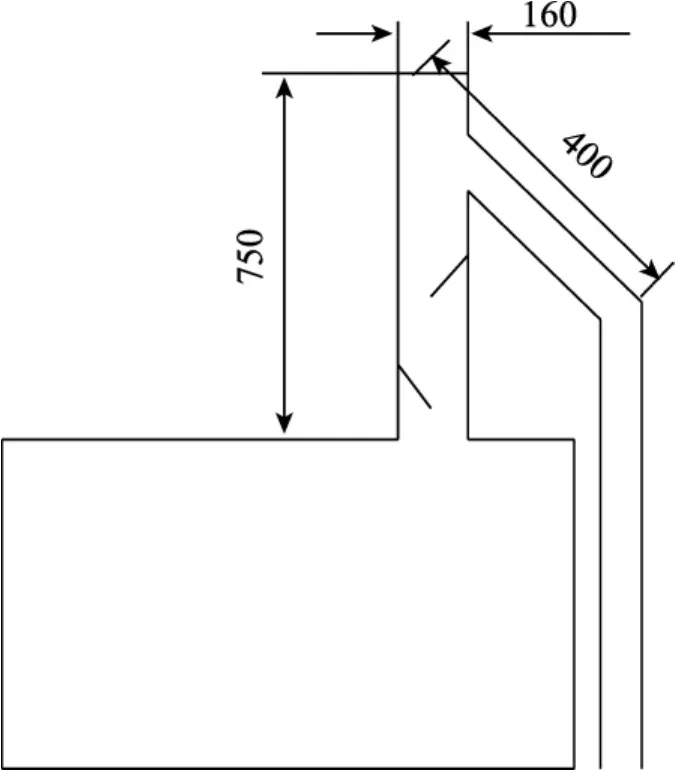
圖4 改造后回風管管路各部分尺寸Fig.4 Dimensions of each part of return air duct after transformation
2.6 單臺回風管冒料的原因及處理
1)調壓閥膜片損壞,造成風壓過大,調壓閥在輸送過程中不能處于一開一閉的狀態,未達到平衡壓力的效果,壓力增大會帶出部分鋁粉,及時更換膜片即可;
2)回風管膠管變型,導致排風不暢,料箱風壓增大時帶出少量物料;
3)槽上輸送溜槽傾斜,物料不完全覆蓋沸騰板,過多的風壓在沒有阻力的情況下造成大量的風會排出,通過溜槽進入料箱,增大料箱的壓力,導致帶出部分物料,通常這種情況校正槽上槽即可。
2.7 整體電解槽回風管排風能力差
由于電解槽回風管排風能力差(如圖5),在電解槽槽上料箱排風管處加裝旁路管,用膠管連接到支煙管,確保電解槽的絕緣達標(如圖6),同時便于引風機把輸料時過多的壓力和帶出的氧化鋁抽到主煙管,氧化鋁經過除塵器再次吸氟后供到電解槽再次使用,使物料循環再利用。

圖5 未加裝旁路管前的槽上部Fig.5 The upper part of cell without bypass tube
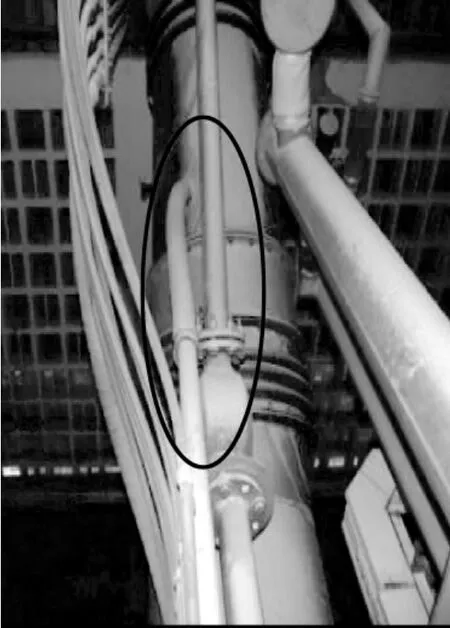
圖6 加裝旁路管的槽上部Fig.6 The upper part of cell with bypass tube
由于原膠管容易損壞,導致經常漏料(如圖7),使員工的勞動量增大。把原回風管排風口堵死(如圖8),不讓風和料排到電解槽內:①減少員工的勞動量;②杜絕漏料,方便員工控制殼面厚度,減少氧化鋁的損失,同時還能有效地控制電解工藝。

圖7 改造前的回風管Fig.7 Return air duct before transformation

圖8 改造后的回風管Fig.8 Return air duct after transformation
改造前每次輸送氧化鋁都會漏出部分氧化鋁(如圖9),經過改造后超濃相輸料時電解槽殼面上再無積料(如圖10),縮短了電解工更換陽極的時間和勞動量,同時也讓電解各工藝參數能平穩運行。
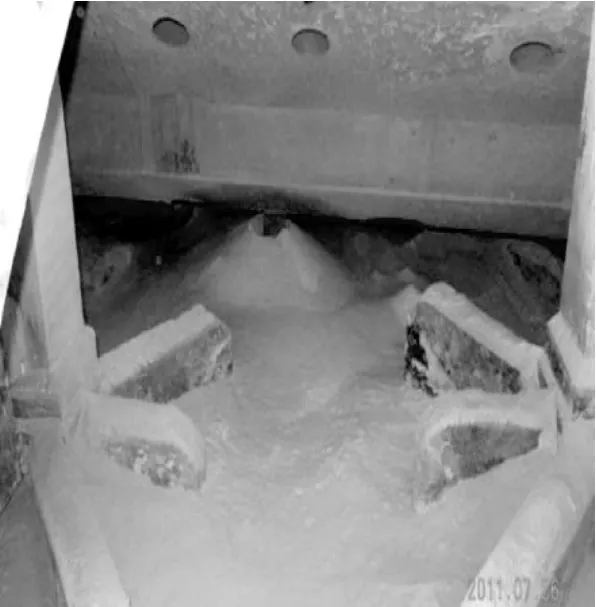
圖9 改造前回風管冒料情況Fig.9 Materials outflowing situation before transformation of return air duct

圖10 改造后的回風管冒料情況Fig.10 Materials outflowing situation after transformation of return air duct
3 應用效果
通過在超濃相風機處加裝變頻后,能準確地調節輸送風機的風壓,很好地控制回風管冒料,壓力損失過多也得到了很好的控制,做到了節能降耗,提高了超濃相輸送系統的物料輸送效率;同時通過調整主溜槽調壓閥彈簧和改造電解槽料箱回風管,加裝旁路管。采用上述措施和方法后,得出以下效果:
1)通過加裝變頻器有效調節了整個輸送系統的風壓,壓力達到最佳的平衡,有效地控制了輸送時間,退出風機工頻運行,降低電耗,減少風壓的浪費,避免多臺電解槽回風管冒料;同時避免壓力小造成對氧化鋁輸送時間延長,有效降低了生產電耗;
2)槽上排風系統設計時必須注意排風管的結構、尺寸,排風管設計尺寸、結構安裝的不合理會造成排風能力降低,增大電解槽料箱壓力,導致回風管冒料,應將排風管尺寸、結構通過輸送風機的風壓計算,能滿足風壓的排出,避免電解槽料箱壓力過大后導致漏料;
3)主溜槽及單臺槽子上調壓閥行程及彈簧編組不能隨意更改調節,必須根據每槽的實際情況調整到每個調壓閥,確保主溜槽風壓從首端到尾端是遞減的,既保證整個系統風壓的平衡,又能調節每臺槽風壓,這樣輸送過程中物料的流動性達到最佳,可以縮短輸送時間,控制電解槽料箱內壓力,避免單臺電解槽漏料,同時降低了生產電耗;
4)安裝槽上槽時應確保溜槽無傾斜,如果溜槽傾斜,將導致氧化鋁輸送困難,輸送時間長,料箱壓力增大,在排壓的過程中會帶出部分氧化鋁,故安裝輸送溜槽時無傾斜,氧化鋁輸送平穩,當料箱輸滿時,該臺電解槽調壓閥關閉,停止供風,杜絕了該臺電解槽回風管冒料;
5)電解槽料箱回風管處加裝旁路管,原回風管用布袋封死,利用主引風機的負壓將電解槽料箱內的壓力引走,解決了槽上料箱排壓的問題,排壓泄露的物料通過旁路管進入支煙管帶入除塵器循環再利用,徹底杜絕了電解槽回風管漏料,有效控制了電解廠房內粉塵飛揚。
總之,超濃相輸送系統是鋁電解生產過程中必不可少的一種鋁粉輸送方式,由于設計輸送原理多樣化,采用調壓閥調壓、電解槽料箱自動排壓的方式輸送,同時設計時的排壓管尺寸各結構不合理,會導致物料輸送時料箱壓力過大,帶出部分氧化鋁,致使電解槽殼面積料過多,生產工藝難控制、員工勞動量加大、粉塵飛揚和電耗成本過高等現象。通過安裝變頻,使輸送壓力平穩,改造回風管的尺寸結構,對電解槽加裝旁路管等一系列措施使料箱回風管冒料問題得到了根本解決,有效控制了生產電耗,同時提高了員工勞動生產率。
4 結語
1)由于設計時出現輸送風機選型不符、電解槽料箱排壓管設計尺寸和結構不合理、輸送工藝老舊等因素影響,在氧化鋁輸送過程中壓力過大、排壓不暢,導致電解槽料箱在輸送氧化鋁時漏料;
2)加裝變頻器控制輸送壓力,保持壓力平穩,確保輸送正常;
3)通過提高調壓閥、彈簧編組、電解槽輸送溜槽等維護提高了輸送效率,保證料箱壓力均勻,減少漏料和降低生產電耗;
4)根據排壓管的尺寸和結構做出改造,通過改造后完全杜絕了電解槽輸送氧化鋁時漏料現象。
經過實踐證明,加裝電解槽料箱旁路管對現有應用超濃相輸送的電解鋁生產有推廣價值。
