充氧過濾器成形工藝及模具設計
2022-07-27 03:07:56李小曼王本安
模具工業 2022年7期
0 引 言
零部件的成形工藝和模具結構需要技術人員根據產品設計的材料、結構、尺寸和功能等信息,結合已具備的加工能力、生產環境和工藝經驗以確定
。充氧過濾器是飛機充氧管路系統中的關鍵零部件,其中帽形過濾網和帽蓋零件體積小、精度高、結構復雜,需要系統地研究成形工藝方法和模具結構。沖壓成形具有成形精度高、加工效率高、加工成本低等優點
,廣泛應用于汽車、電子、航空、航天等工業領域的零部件制造。據統計,在汽車和家電領域,60%以上的零部件采用沖壓工藝成形,沖模成為經濟技術發展的重要支柱
。現以某充氧過濾器為研究對象,對其材料、結構和尺寸進行分析,確定其成形方法和模具結構,為同類零件的成形提供參考。
1 成形方法的確定和模具設計
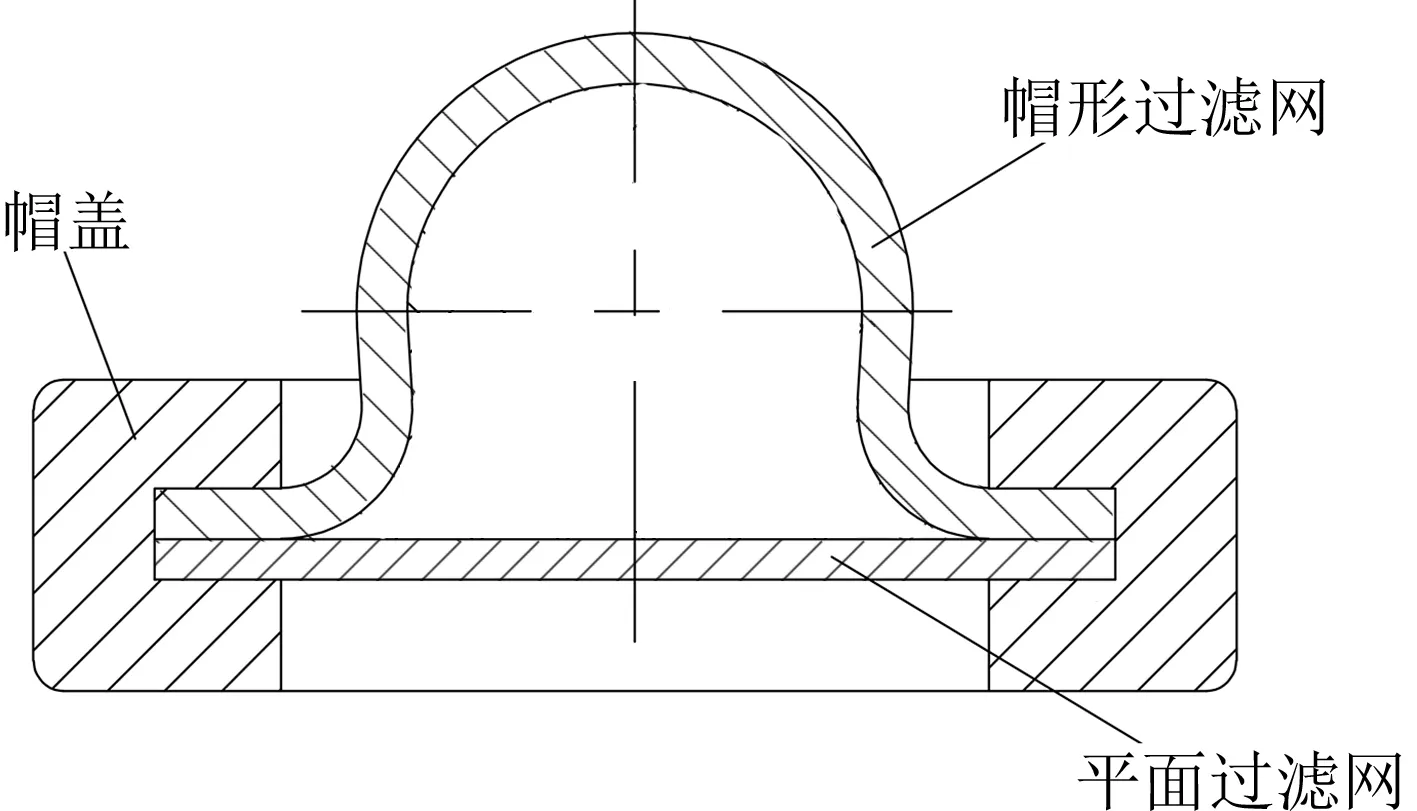
圖1所示為充氧過濾器結構,由帽形過濾網、平面過濾網和帽蓋組成,其中平面過濾網為直徑
9.5 mm的平面銅網,只需簡單沖裁即可,因此重點研究帽形過濾網和帽蓋的加工及充氧過濾器的成形工藝。
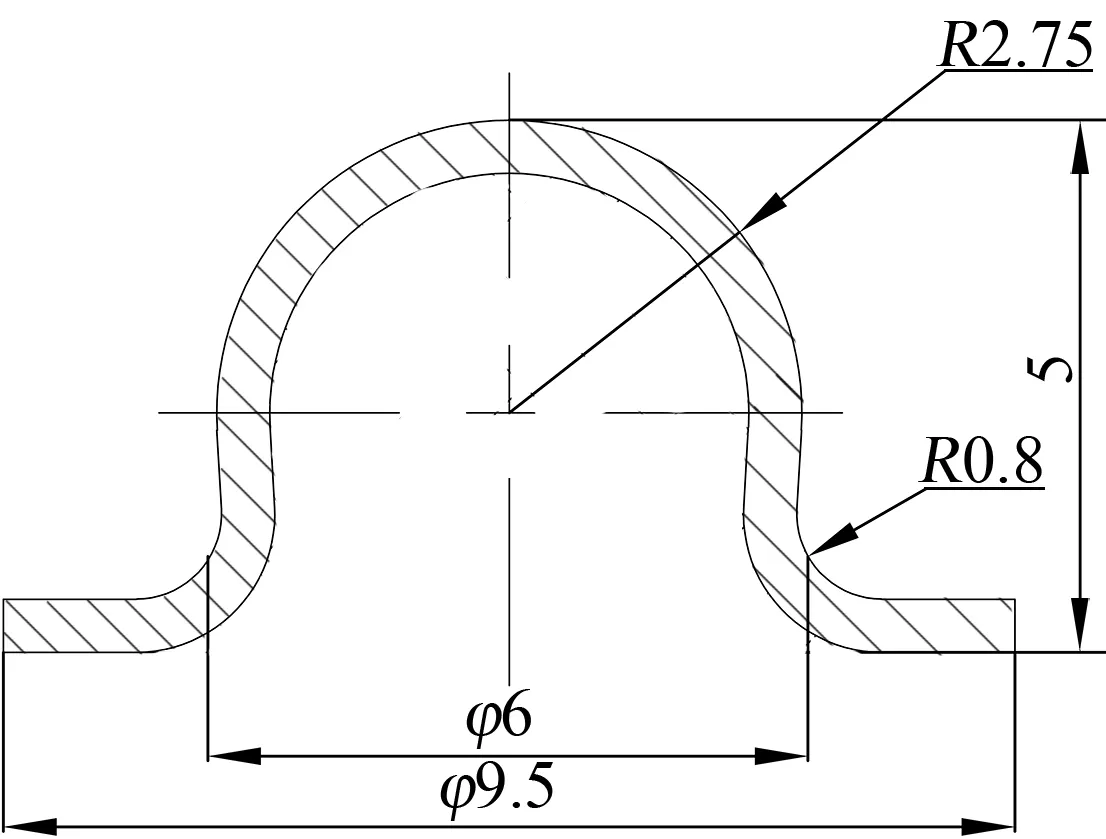
1.1 帽形過濾網的成形工藝和模具設計
帽形過濾網的結構如圖2所示,材料為H80黃銅,尺寸小、精度要求較高。H80黃銅與H85性能相近,材料塑性好、強度較高,具有較高的耐腐蝕性,其化學成分如表1所示。

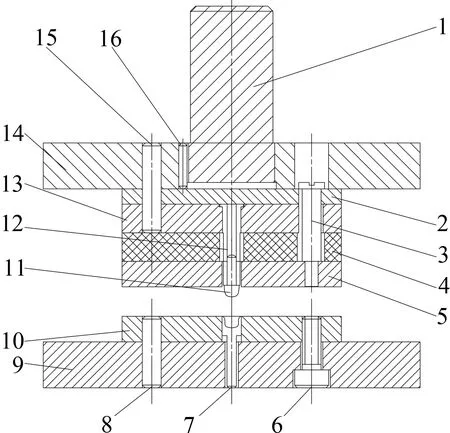
帽形過濾網成形切邊模如圖3所示,可實現成形、切邊一次完成。凹模10和凸模11、12共同完成帽形過濾網的成形和切邊,卸料板5和頂件器7用于防止帽形過濾網成形后吸附在凸模或凹模上,起卸料的作用,模具由導柱、導套導向。
1.2 帽蓋的成形工藝和模具設計
帽蓋外形為筒形回轉體,其結構尺寸如圖4所示,厚度為0.5 mm,材料為T3紫銅。由圖4可知,帽蓋零件內徑
10 mm,底部通孔直徑
7 mm,底部圓角半徑為
0.75 mm,計算底部平面寬度僅0.75 mm,帽蓋零件尺寸小、材料薄、精度要求高。

——北京跑友@Mukhtar說,周末他在北京陽臺山跑步時偶遇外交部長王毅。有現場跑友透露,王毅和跑者交談時表示,年輕人就是要多運動,多走出去看看


由充氧過濾器結構可知,充氧過濾器的加工過程為:①將帽形過濾網旋轉180°放入帽蓋內徑;②將平面過濾網放入帽蓋內徑,緊貼帽形過濾網底部平面;③帽蓋向內彎曲90°將帽形過濾網和平面過濾網壓緊并緊貼帽蓋內側,成形后充氧過濾器結構見圖1所示。
板料拉深成形的筒形零件底部無通孔,而帽蓋零件底部有通孔,拉深成形后必須對底部進行切割。為提升加工效率、保證成形精度,設計拉深沖孔復合模結構,如圖5所示,該模具可一次完成拉深成形和底部沖孔。復合拉深模不同于常見拉深模和上述成形切邊模,該復合拉深模設計采用上模的小凸模21和下模的拉深凹模23配合沖切底部通孔。

1.3 充氧過濾器的成形工藝和模具設計
拉深成形是利用拉深模在壓力作用下,將平板式或空心坯料通過塑性變形加工成空心零件的成形方法
,加工精度高、加工零件尺寸范圍廣、成形效率高,適用于各類筒形零件、盒形零件、復雜薄壁零件的加工
。帽蓋零件外形為筒形件且零件材料滿足拉深成形的性能要求,適合選擇拉深成形工藝。
為確定零件的加工方法、提高零件成形精度,首先要分析材料的化學成分和力學性能,T3紫銅材料的化學成分如表2所示,力學性能參數如表3所示
。從表3中可知,T3紫銅的材料塑性好,延伸率高達50%。
據上海市化工行業協會對上海市4家重點企業和兩家園區經濟運行情況跟蹤,10月份的工業總產值、銷售產值和利潤環比均呈下降走勢。其中,工業總產值270.72億元,環比下降7.87%;銷售產值266.51億元,環比下降14.37%,產銷率98.44%;實現利潤38.93億元,環比下降18.81%,同比下降35.43%。1—10月份累計實現工業總產值2662.25億元,同比增長12.96%;累計銷售產值達到了2 657.54億元,同比增長16.68%,產銷率為99.82%;累計利潤436.71億元,同比增長26.20%。

2 試驗驗證
2.1 帽形過濾網成形驗證
收口模和成形模實物分別如圖12、圖13所示,收口模和成形模的凹、凸模分別完成45°成形和90°成形后,向下撥動打桿,利用頂件器將零件向上彈出,完成卸料。


2.2 帽蓋成形驗證
本文以苦水玫瑰精油和大馬士革玫瑰精油為主要研究材料,通過化學成分分析、動物行為學試驗來研究2種玫瑰精油對動物產生的鎮靜催眠作用,試驗結果將增加改善失眠的芳香植物精油種類、進一步探究精油通過嗅吸方式攝入的作用效果,同時為苦水玫瑰精油和大馬士革玫瑰精油鎮靜催眠作用的進一步研究提供實驗基礎。
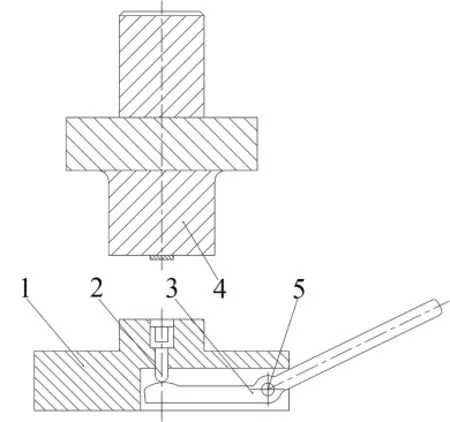
將帽形過濾網、平面過濾網和帽蓋組合成形充氧過濾器的模具如圖6、圖7所示。其中,收口模用于將帽蓋向內彎曲45°,成形模將帽蓋繼續向內沖壓成90°,使帽形過濾網和平面過濾網零件壓緊。收口模與成形模的結構相似,區別在于上模和下模的凸、凹模型面不同。


2.3 充氧過濾器成形驗證
成形切邊模實物如圖8所示,采用導柱和導套導向,模柄裝夾于壓力機滑塊上,下模座定位在機床工作臺上,凸模向下移動與凹模內腔配合成形帽形過濾網外形,隨著凸模繼續下行,與凹模外緣配合沖切法蘭余量。成形后的帽形過濾網實物如圖9所示,零件外形規則,表面無劃傷,網格排列均勻無破損,驗證了該成形工藝和模具結構的合理性。


為驗證收口模、成形模結構及工藝方法的合理性,對2副模具依次進行了沖壓驗證,收口模成形的充氧過濾器半成品如圖14所示,成形模成形的充氧過濾器成品如圖15所示。成品整體外形與產品設計吻合、表面質量好,過濾網半球形狀規則,網格排列整齊,驗證了各模具結構和工藝方法的合理性。
為驗證拉深沖孔復合模結構和工藝的合理性,對帽蓋成形進行試驗驗證。復合拉深模實物如圖10所示,采用導套和導柱導向,拉深凸模和拉深凹模完成拉深后,上模繼續下行,小凸模和小凹模配合沖切
7 mm的通孔。復合拉深模成形的帽蓋如圖11所示,零件表面平整,外形與設計圖紙相符,驗證了模具結構和工藝方法的合理性。


3 結束語
(1)通過對帽形過濾網的結構進行分析,采用成形切邊模成形,可實現成形和切邊同時在1副模具上完成,加工效率得到了提升。
坡上有豆腐坊,游客去切一塊純手工循古法打的老豆腐,欲煎一盤兩面焦黃的小蔥豆腐款待同伴、犒勞自己,不期卻把浸豆、磨粉、濾漿、點鹵全過程參觀了,順手舀一瓢嫩滑香甜的豆腐腦品嘗了,還可以看到一些稀罕器皿。
說明:通過這些問題讓學生體驗和感知,在學生的感知基礎上抽象概括生成集合的概念.從生活中的例子出發,有利于學生的理解;通過分組實驗活動,讓學生參與并體驗,同時寓教于樂.概念的得來要讓學生參與,讓學生有充分的體驗和感悟.
(2)通過研究帽蓋材料性能和結構特點,采用拉深沖孔復合模成形,可實現拉深成形與底部沖孔在1副模具上完成,無需成形后轉移至其他設備或模具再次加工,提高了加工效率,節約了模具制造成本和零件轉移、再定位加工時間。
(3)對充氧過濾器的成形過程進行分解,采用收口模將帽蓋向內彎曲45°后,再使用成形模將帽蓋繼續向內沖壓成90°,使帽形過濾網和平面過濾網零件壓緊,最終實現充氧過濾器成形。最后通過實際加工驗證了各模具結構和成形工藝的合理性,為同類產品的成形提供參考。
[1]SUN S L,WANG Z J,YAO X C,et al.The process optimiza?tion to prevent the local wrinkles of hot stamping parts and the design of tools[J].Advanced Materials Research,2014,12(1063):301-304.
[2]MUVUNZI R,HAGEDORN-HANSEN D,MATOPE S,et al.Industry case study:process chain for manufacturing of a large hybrid hot stamping tool with conformal cooling chan?nels[J].The International Journal of Advanced Manufactur?ing Technology,2020,110(1):1723-1730.
[3]陳 涯.沖壓模具結構設計與零件加工工藝規劃系統的開發[D].廣州:華南理工大學,2018:4-7.
[4]秦 珂.2015模具行業的現狀及模具對制造業的貢獻[J].制造技術與機床,2016(6):10-12.
[5]夏琴香.模具行業發展現狀分析[J].機電工程技術,2014,43(7):1-4.
[6]邊 超.試論我國汽車沖壓模具市場現狀及技術[J].科技風,2013(9):60.
[7]夏琴香,袁 寧.模具設計及計算機應用[M].廣州:華南理工大學出版社,2008:203-209.
[8]張善彬.T3紫銅超聲輔助鎢極氬弧焊工藝研究[D].青島:青島理工大學,2015:29-35.
[9]房學恩.卡車油箱端蓋拉深成形數值模擬及實驗研究[D].蘇州:江蘇大學,2013:3-9.
[10]邵賢杰.大直徑低碳鋼熱水器內膽拉深成形工藝研究[D].哈爾濱:哈爾濱工業大學,2018:10-17.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03
