鏟車氣門罩注射模設計
2022-07-27 03:07:58覃正強覃志高
模具工業 2022年7期
0 引 言
成型塑件斜孔單側抽芯通常使用斜滑塊機構實現,但斜滑塊機構安裝占用模架空間大,導致成型較小的塑件需要較大的模架;當塑件斜孔需雙側抽芯時,要在斜孔的兩端實施斜抽芯,使模具結構變得更復雜,模架尺寸更大。通常的解決辦法是將斜孔抽芯的斜滑塊機構改為斜孔直抽芯機構,斜型芯抽芯的驅動零件改為T形槽鎖緊塊沿開模方向進行直線驅動。針對帶斜孔的鏟車氣門罩模具設計,根據型腔側抽芯脫模的需要設置了用鎖緊塊驅動的3個直線抽芯滑塊和1個斜向抽芯滑塊,根據型芯側抽芯脫模的需要設計了5個萬能斜頂機構和1個用鎖緊塊驅動的斜向抽芯滑塊
。
(1)教學模式以講授為主 城市經濟學要求學生在掌握基本原理的基礎上,能綜合運用城市經濟學相關知識在規劃設計過程中運用城市經濟學的知識來解決城市問題,把抽象的理論和實際問題結合起來。傳統的城市經濟學課程教學主要以講授為主,幾乎所有內容都是由老師課堂講解,這種教學模式一方面導致學生在聽一段時間之后會出現精神不集中的現象,另一方面也導致出現學生課堂感覺聽懂了,但是課后卻發現并未掌握知識點的現象。
1 成型分析
鏟車氣門罩如圖1所示,其影響模具結構設計的特征為:①型腔側成型的4個倒扣
~
;②型腔側的3個孔
~
,其中孔
為雙向抽芯脫模的斜孔;③型芯側成型的5個倒扣
~
;④型芯側成型的5個螺紋柱
~
。
[7]Akira Iriye, Cultural Internationalism and World Order, London: Johns Hopkins Press Ltd., 1997, p.3, 9-10.
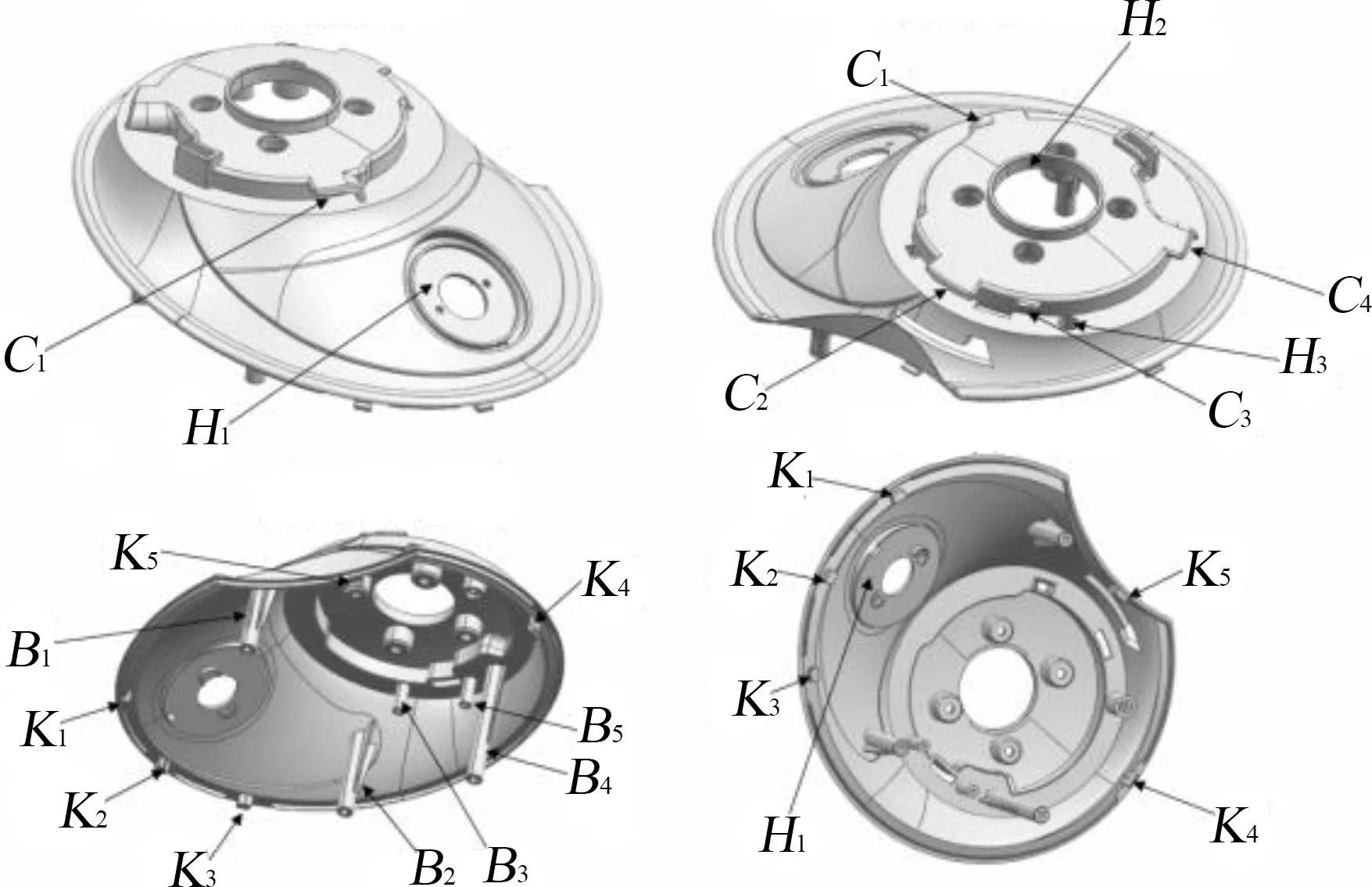
針對上述特征,模具設計時需要采取的相應措施為:①倒扣
~
需要使用側抽芯脫模;②孔
需要使用雙向斜孔抽芯脫模機構脫模,孔
、
只需設置圓柱形鑲件即可;③倒扣
~
使用斜頂機構抽芯脫模;④螺紋柱
~
使用推管推出脫模。
塑件外形尺寸為200 mm×175 mm×81mm,體積為346.025 mm
,質量為347.735 g,材料為聚丙烯(PP),精度公差取MT5級精度。該塑件外形不是回轉體,壁厚為2.29~2.6 mm,需采用側抽芯結構和斜頂結構使成型塑件脫模。塑件要求外表面美觀光滑,不能存在熔接痕等缺陷,外表面粗糙度為
0.8μm,內表面粗糙度為
1.6μm。
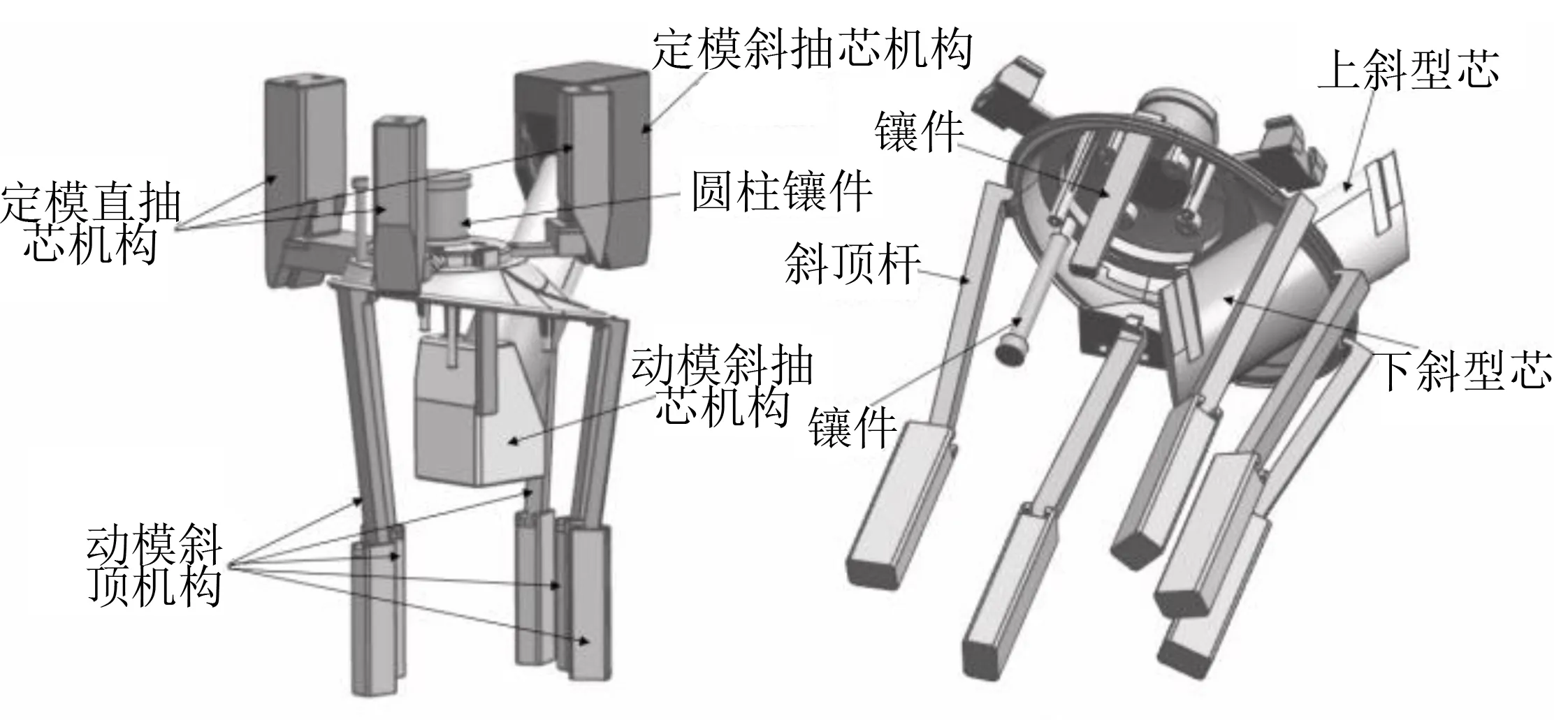
2 脫模機構布置
(5)PL
面打開。動模繼續后退一定距離后,注塑機頂桿頂住推板及推桿固定板6,使其與動模板4不再跟隨動模后退,PL
面打開,動模座板8繼續后退,此過程中動模斜抽芯機構的下T形槽鎖緊塊17拉動下斜型芯16完成抽芯。
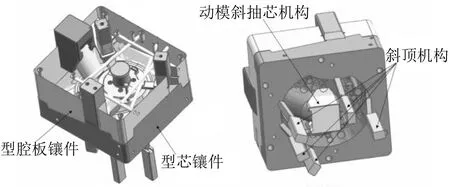
型腔成型零件如圖3所示,型腔板鑲件材料為718H鋼,型芯鑲件為P20鋼。718H鋼是預硬型鏡面防酸塑料模具鋼,經預硬化處理后材質均勻、潔凈度高,具有良好的拋光性能、光刻花性、淬透性、良好的電加工性能和皮紋加工性能,該模具型腔板鑲件硬度為48 HRC。
3 型腔成型零件設計
雙向斜孔抽芯機構的上斜型芯、下斜型芯的驅動都使用T形槽鎖緊塊驅動;在定模直抽芯機構中,T形槽鎖緊塊與直滑塊、上斜型芯、下斜型芯之間采用T形導軌型驅動連接,該設計能有效減少抽芯機構所需模具空間,從而減小模具結構尺寸
。
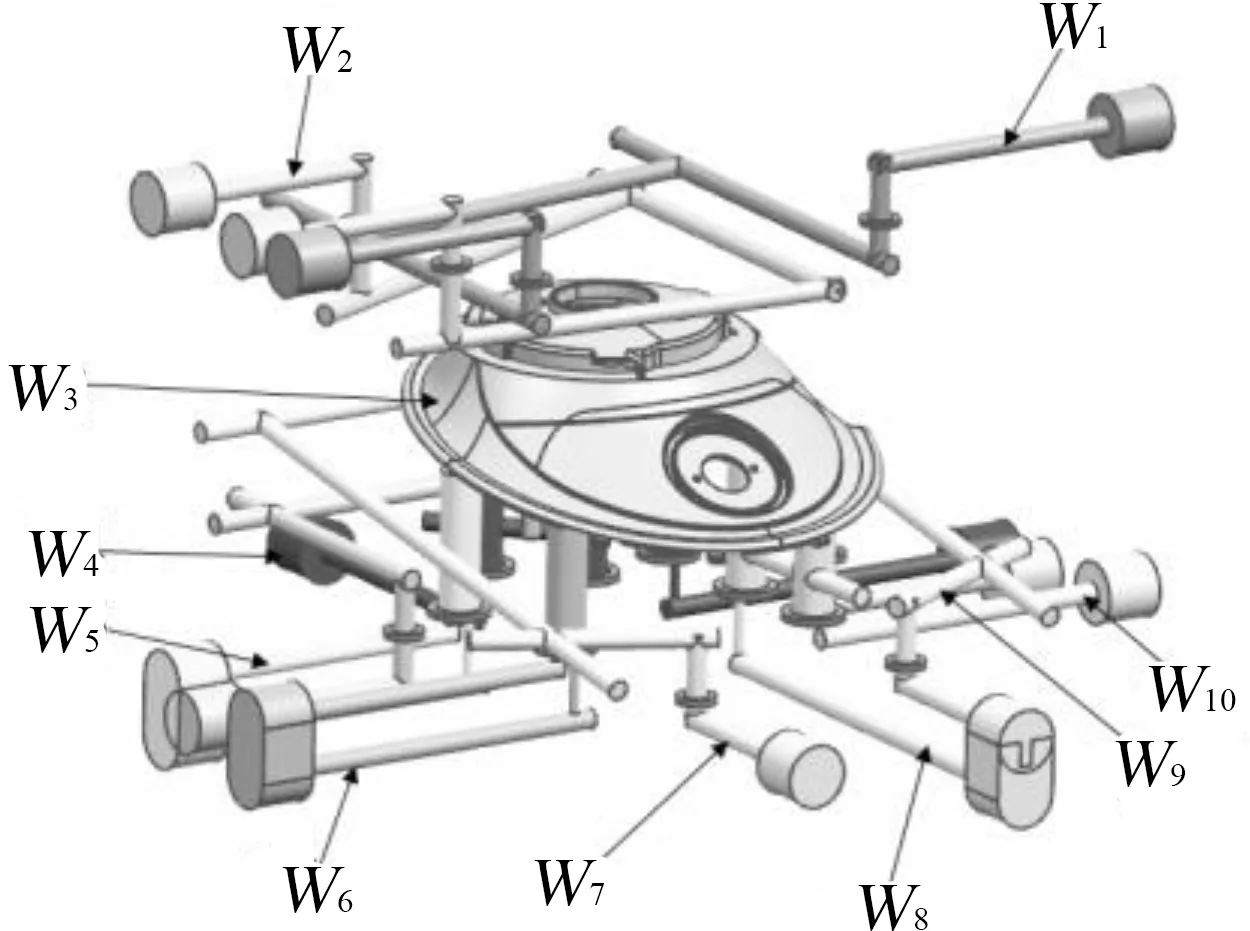
4 冷卻水路設計
(3)PL
面打開。PL
面打開時脫料板2將流道凝料從模具推出,完全打開后定模板3不再跟隨動模板4后退,同時定模側的4個定模抽芯機構抽芯完成,即上T形槽鎖緊塊15拉動上斜型芯13完成抽芯,塑件留在型芯鑲件11上。
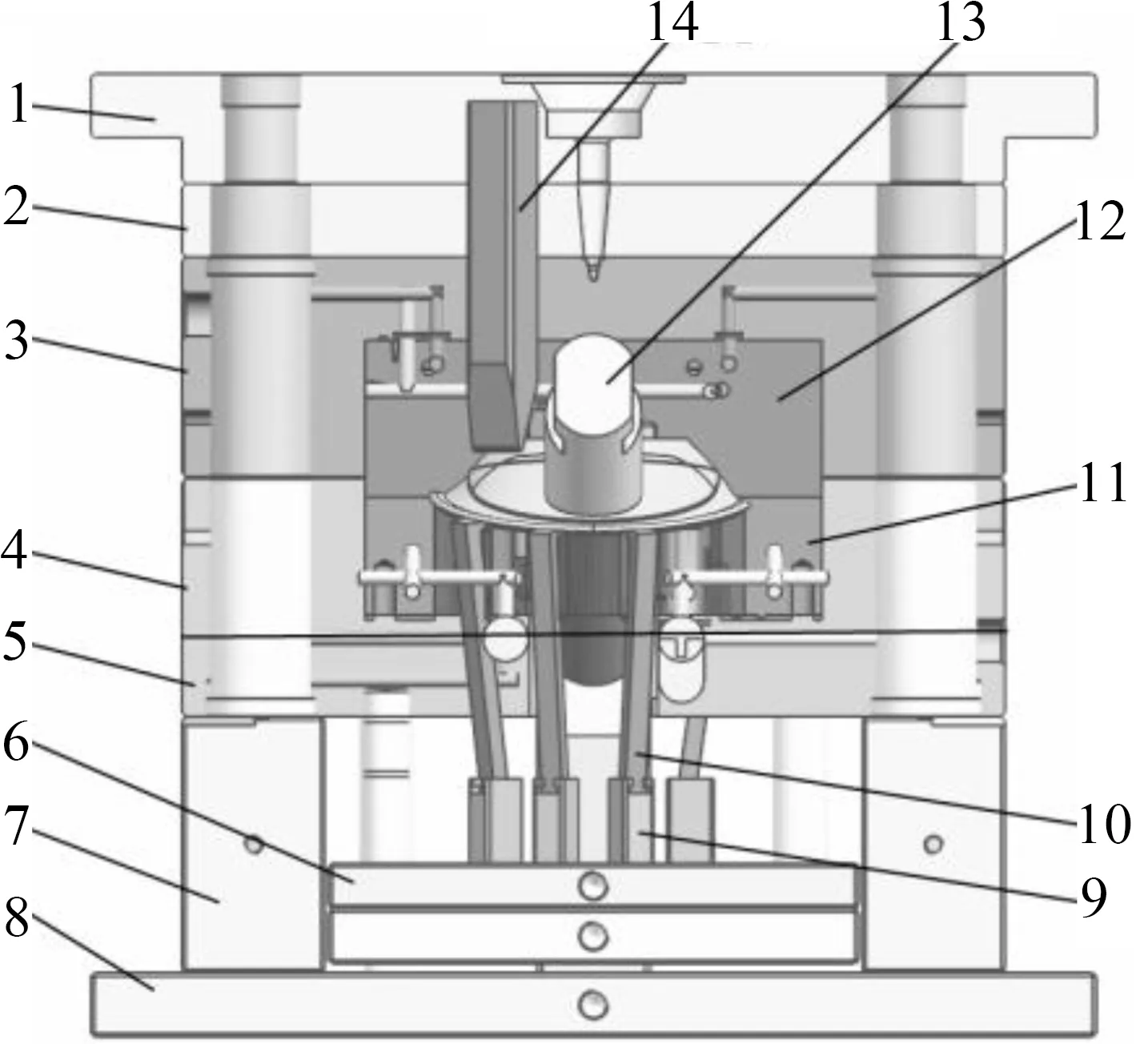
5 模具結構
(4)PL
面打開。塑件從定模中脫出,留于動模一側。
按照國務院《資源型城市可持續發展規劃(2013-2020年)》文件對資源型城市的定義,資源型城市是以本地區礦產、森林等自然資源開采、加工為主導產業的城市(包括地級市、地區等地級行政區和縣級市、縣等縣級行政區)[1]。資源型城市在長期維持高產、經濟社會快速發展的同時,卻遭遇了資源逐漸枯竭的發展困境。金昌市是一座典型的資源型城市,源礦興起,因企設市,面對資源枯竭的威脅,金昌市未雨綢繆,大力發展新型接續產業,加快傳統產業轉型升級,推進經濟結構戰略性調整。
6 模具工作原理
模具經組裝、修配安裝于注塑機上,其工作原理如圖6所示。
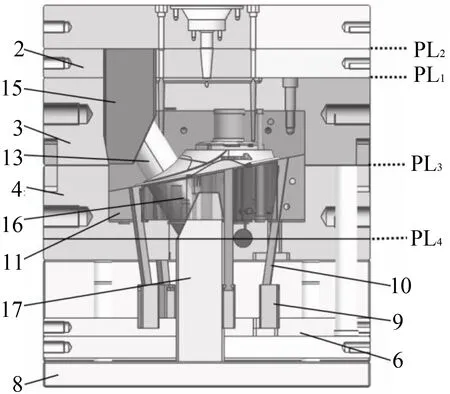
(2)PL
面打開。注塑機帶動動模后退,模具首先在PL
面打開,點澆口的澆口凝料與塑件分離,同時定模側的4個定模抽芯機構開始抽芯。
(1)合模注射。模具的4個開模面閉合,各個抽芯機構都復位到合模狀態,注塑機開始注射熔體,經充填、保壓、冷卻等過程后準備開模。
冷卻水路設計如圖4所示,型腔板鑲件與型芯鑲件共設置了10條水路對型腔進行冷卻,使塑件溫度降低,防止因受熱不均勻而產生不良影響。其中
~
管道用于型腔板鑲件的冷卻,
~
用于型芯鑲件的冷卻,冷卻水路直徑為
8 mm。為保證型芯側冷卻效果,除設置冷卻水路外還設有冷卻水井,直徑為
12 mm,隔水片厚度為1.5 mm。
模具為多板模結構,如圖5所示,由于設有定模抽芯機構及使用點澆口,模具采用1模1腔布局。模具開模分4次打開,定模側的2次開模用于驅動定模抽芯機構及去除流道凝料,動模側的2次打開用于驅動動模脫模機構。脫料板2與定模板3為定模側的活動板,動模板4為動模側的活動板,動模板4通過4根復位桿與推桿固定板6同步頂出和回退,其作用為驅動動模側的斜抽芯機構抽芯和推動斜頂桿10實現塑件脫模。該模具匹配1 600 kN注塑機,其最大的注射壓力為150 MPa。
綜上所述,成型塑件型腔側的倒扣
~
需要側抽芯脫模,設計了3個定模直抽芯機構,其中倒扣
、
各單獨使用1個機構,倒扣
、
合并使用1個機構。如圖2所示。型腔側斜孔
需要使用雙向斜孔抽芯機構脫模,即動模斜抽芯機構,孔
、
只需設置圓柱形鑲件成型。成型塑件型芯側的5個倒扣
~
使用5個結構相同的萬能斜頂機構進行抽芯脫模,型芯側的螺紋柱
~
使用推管推出脫模。成型其余塑件型腔側和型芯側的多個圓孔和方孔特征都使用小鑲件成型,以降低成型零件的加工難度。
(6)推出。斜頂機構與推管將塑件從型芯鑲件11推出,實現塑件的完全脫模。
Wnt通路是Wnt基因調控的信號傳遞通路,由多種蛋白、受體及酶等組成。對照組的GSK-3β、TCF/LEF表達率小于誘導組,差異具有統計學意義(P<0.05),而sFRP、insulin和C-peptide表達率大于誘導組,差異具有統計學意義(P<0.05),見表2。
如,在執教《我來試試看》一課時,教師以學生非常喜歡的“拼圖挑戰賽”融入課堂中就激起了學生嘗試的勇氣和興趣。從挑戰同學,到挑戰教師,再到挑戰全班,一次一次的挑戰過程,是一次次難度的提高,面對一次次更高的難度,學生有了更大的勇氣。再如,在執教《游戲快樂多》一課時,教師在帶領學生探索“乒乓球新玩法”的活動中,一起制定游戲規則,一起體驗游戲的快樂,一起體會團結的力量,使游戲快樂深入學生的心中,并深刻體會到了集體的力量最大。
(7)復位。復位過程與開模過程相反,依次序進行。
7 結束語
結合成型鏟車氣門罩型腔、型芯兩側都需要抽芯脫模的要求,設計了1副多板模點澆口模具用于其注射成型。針對塑件定模側抽芯需要,設計了3個直線抽芯滑塊用于水平側孔的抽芯脫模和1個斜向抽芯滑塊用于斜孔的斜抽芯脫模;動模側使用了5個斜頂機構用于倒扣脫模和1個斜向抽芯滑塊用于斜孔的抽芯脫模,最終使用推管和斜頂機構共同推出塑件。水平側孔抽芯機構和雙向斜孔抽芯機構的驅動機構件都使用T形槽鎖緊塊進行開模方向的直線型驅動,能有效簡化模具結構,節省模架空間,降低模具制造成本。
[1]和菊芬,肖國華,嚴 鵬,等.一種雙聯動花蓬頭注射模設計[J].模具工業,2016,42(2):47-50.
[2]孟玉喜,朱云開.三孔插座護套注射模優化設計[J].模具工業,2015,41(2):25-27.
[3]修學強.長嘴瓶蓋圓弧抽芯注射模設計[J].模具工業,2015,41(9):50-51.
[4]張維合.汽車前大燈裝飾框注射模設計[J].模具工業,2016,42(5):54-58.
[5]趙 威,劉彥鋒.基于CAE的外護板內骨架注射模設計[J].塑料,2015,44(3):61-63.
[6]邱定籌.機頂盒上下蓋注射模設計[J].中國設備工程,2021(7):99-101.
[7]李海林,王錦紅,丁立剛,等.塑料機器人一模多異腔注射模設計[J].中國塑料,2019,33(12):89-93.
