基于雙模糊PID的藥品包裝貼標張力控制系統設計
2022-07-27 02:47:46胡乃清宋宏
包裝工程 2022年13期
關鍵詞:實驗
胡乃清,宋宏
基于雙模糊PID的藥品包裝貼標張力控制系統設計
胡乃清1,宋宏2
(1.四川化工職業技術學院,四川 瀘州 646000;2.四川輕化工大學,四川 自貢 643000)
為提高藥品包裝的貼標精度,設計一種基于雙模糊PID控制器的貼標機張力控制系統。簡要論述藥品包裝生產線結構及其工藝流程。針對標簽紙帶收卷過程具有時變性、非線性和動態干擾等特點,設計一種雙模糊PID張力控制器。利用副模糊控制器實現主模糊控制器的變量論域系數整定,而主模糊控制器可實現PID控制器參數整定。通過實驗驗證所述控制系統的有效性。實驗結果表明,與PID控制器相比,雙模糊PID控制可使系統超調量減小50%,系統調節時間減小65%;貼標位置準確、標簽貼附平整。所述控制系統具有較好的抗干擾性能,貼標效果良好,具有一定使用價值。
藥品包裝;貼標張力;雙模糊控制;PID控制
對藥品包裝來說,貼標是必不可少的一個環節,貼標設備性能直接影響實際貼標效果。另外,藥品種類日益繁多,為滿足不同藥品包裝需求,貼標機種類也就越來越多。目前,常見貼標機包括側面貼標機、圓瓶貼標機、平面貼標機。隨著貼標市場不斷擴大,用戶要求越來越高,貼標機迎來了發展機遇同時也面臨一些挑戰。如何提高貼標機的精度、速度、智能化、信息化已成為熱門研究方向。為提高貼標位置精準性和外觀平整性,需保證收卷過程標簽紙帶張力恒定。如果張力較大,會導致標簽紙變形甚至斷裂;如果張力太小,標簽紙會起皺。張力波動也會使標簽走偏、漂移,進而影響貼標質量和精度,包裝效率下降,增加企業生產成本[1-2]。
大多數貼標機采用常規PID控制器實現張力控制,但是PID控制普遍存在以下缺點:超調量較大、時滯現象較明顯、無法根據實際結果自動調節控制參數,很難保證整個放卷過程張力恒定且無法抑制啟停時張力抖動。近幾年,∞控制開始用于張力控制,雖然∞控制方法可以解決部分擾動問題,但是計算量比較大、不易實現、實時性較差[3-6]。除此之外,模糊控制在張力控制領域的應用也較廣泛,但是其變量論域固定不變,一旦受到強干擾,會造成部分模糊規則失效;論域范圍同樣影響模糊控制器性能,范圍過小會造成模糊變量超限,控制器失效;范圍過大,系統容易出現振蕩,無法發揮控制器性能[7-8]。為解決此問題,文中以藥品貼標過程張力控制為研究對象,設計一種雙模糊控制器,利用副模糊控制器實現主模糊控制器變量論域的在線調整,以提高貼標精度。
1 貼標工藝流程
1.1 工藝流程
文中所研究的貼標生產線主要由傳送裝置、分瓶裝置、送標裝置、卷瓶裝置、剔除裝置、控制器以及一些傳感器組成。貼標生產線開機之前,必須完成一些準備工作,例如:關鍵結構部件檢查包括主軸是否正常、螺桿是否正常、是否存在報警信號、供標是否正常、集標是否正常、待貼標物料是否準備就緒等。檢查工作完成后,啟動生產線,貼標機開始工作。貼標工藝主要包括分瓶、貼標、卷瓶、檢測等幾個步驟。分瓶由螺桿機構完成,瓶與瓶之間距離基本一致,確保后續工藝正常進行;貼標為主要工序,該工序包括出標、卷瓶、集紙等幾個操作,將標簽黏附在藥瓶表面,此時標簽并不是非常牢固,仍需卷瓶裝置進一步處理;廢棄紙帶由集紙機構收回;卷瓶可將標簽徹底貼在藥瓶表面;檢測、評估貼標效果主要包括:標簽是否缺失、平整,信息是否準確等;剔除裝置將不符合要求的藥瓶剔除,符合要求的藥瓶則會進入下一生產環節。貼標工藝流程見圖1。
1.2 貼標方式
根據藥瓶貼標實際需求,文中采用“擦貼法”,貼標機構見圖2。藥瓶與標簽紙同步運動,通過合理配置傳動機構之間關系可確保藥瓶和標簽紙同時到達貼標工位。標簽紙帶由放卷機構引出經剝離板后纏繞在集紙機構;當集紙機構旋轉時,受剝離板作用標簽會自動從紙帶上脫落并黏附在藥瓶表面;在傳送帶帶動下,藥瓶向下一工位移動,途經毛刷和卷瓶機構后,標簽會平整、牢固地附著在藥瓶表面,此時貼標工序完成。整個過程中,放卷機構會隨紙帶被動旋轉。工作過程中,需要保證放卷機構和集紙機構之間標簽紙張力恒定。
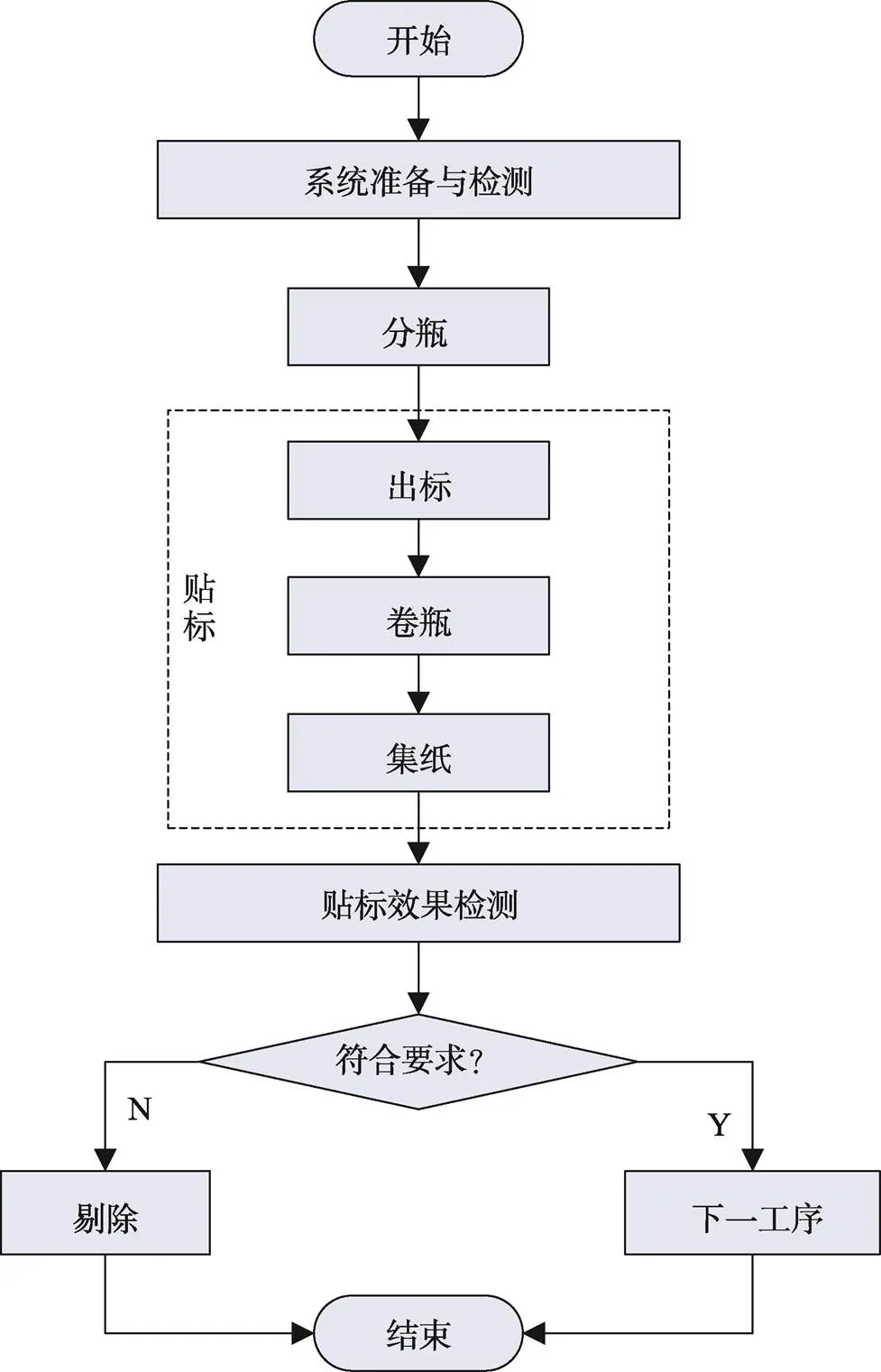
圖1 貼標工藝流程
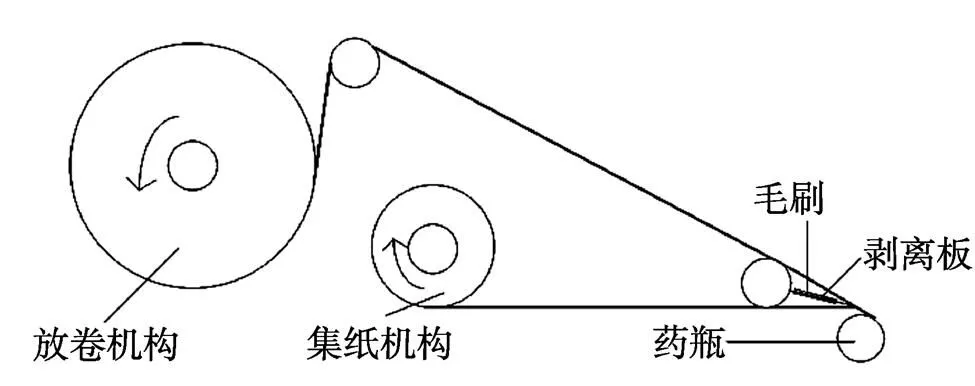
圖2 貼標機構
張力模型可表示為:
(1)
2 雙模糊PID標簽張力控制
2.1 張力控制系統
基于雙模糊算法的標簽張力控制器結構見圖3,主要包括副模糊控制器、主模糊控制、PID控制器等。由張力傳感器實時獲取標簽張力值并傳輸至PLC,將實際張力值與設定值比較可以得到張力偏差()及其變化率c(),通過雙模糊PID控制器得到伺服電機控制量,進而調節張力大小。
由圖3可以看出,雙模糊標簽張力控制器結構可分為3層。
1)第1層為副模糊控制器,其主要負責主模糊控制器變量論域系數整定[9-10]。副模糊控制器的輸入量為張力偏差()及其變化率c(),輸出量為主模糊控制器的變量論域系數,即、、。那么主模糊控制器的變量論域范圍可表示為:
(2)
2)第2層為PID參數整定,主要由主模糊控制器實現。主模糊控制器的輸入量也是張力偏差()及其變化率c(),而輸出量則是PID控制器增量參數、、,同初始參數、、疊加后就可以輸出到PID控制器。故PID控制器的實時參數可表示為:
(3)
3)第3層為標簽張力調節,由PID控制器實現。根據標簽張力偏差結合實時參數、、,通過運算得到伺服電機控制量,進而改變收卷速度,實現標簽張力的控制精度。
2.2 雙模糊控制器設計
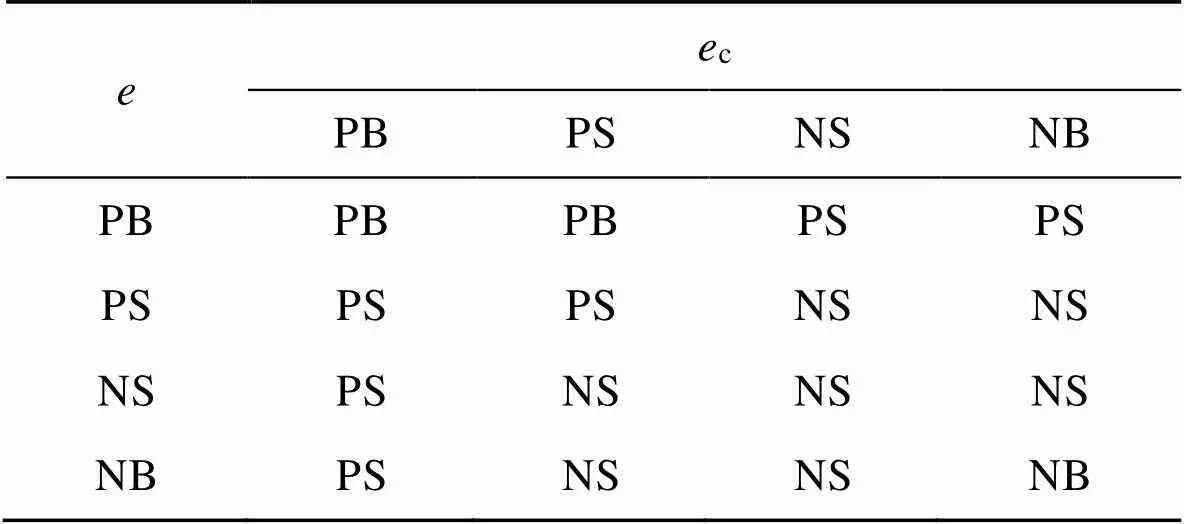
主模糊控制器和副模糊控制器都是二輸入三輸出結構[11-15]。主模糊控制器輸入變量論域可定義為、;輸出變量論域可定義為、、;輸入和輸出的模糊集都是{NB、NM、NS、ZO、PS、PM、PB}。副模糊控制器輸入變量論域可定義為、;輸出變量論域可定義為、、;輸入和輸出模糊集都是{NB、NS、PS、PB}。NB為負大、NM為負中、NS為負小、ZO為零、PS為正小、PM為正中、PB為正大。對應模糊規則見表1和表2。
3 實驗研究
3.1 系統搭建
為驗證所述方法的有效性,文中進行了相關實驗研究。首先搭建實驗平臺,主要包括上位機、PLC、檢測傳感裝置和執行機構等,具體見圖4。
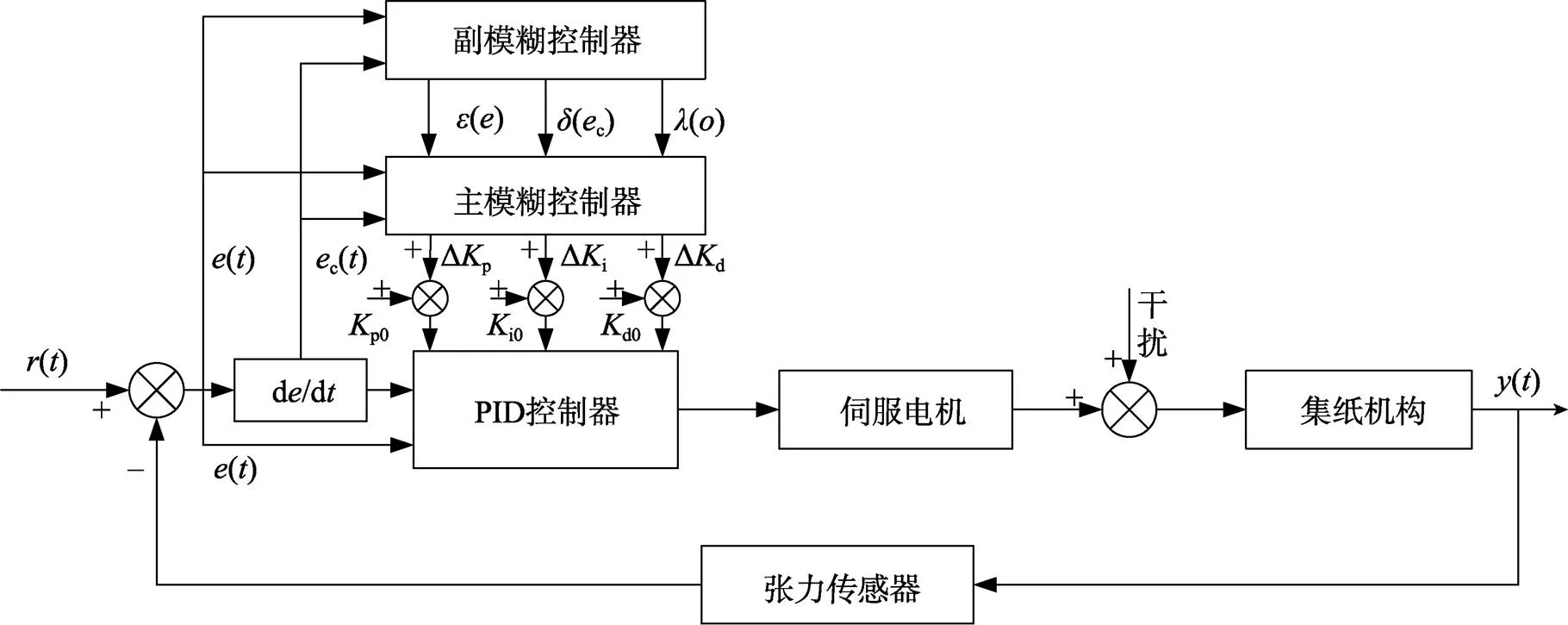
圖3 標簽張力控制器結構
表1 主模糊控制器規則
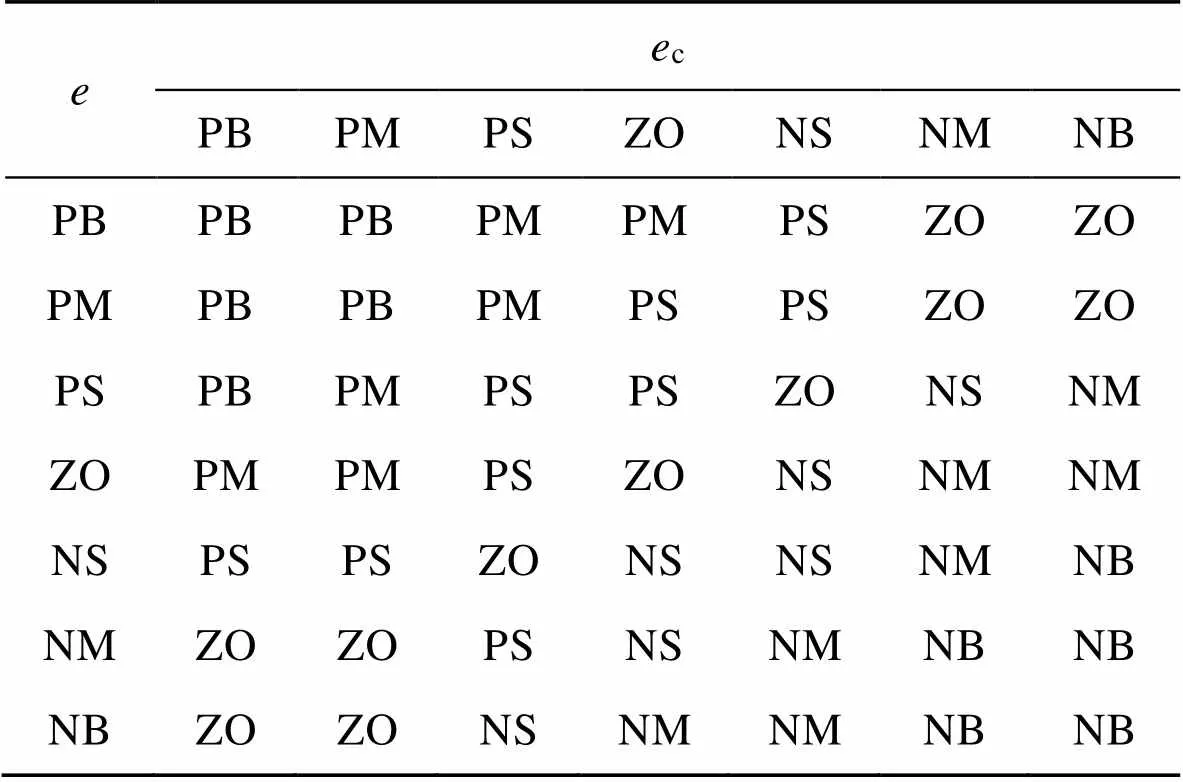
Tab.1 Rules of main fuzzy controller
表2 副模糊控制器規則
Tab.2 Rules of sub-fuzzy controller
上位機即普通PC機,采用i5系列處理器,主頻可以達到2.5 GHz,上位機主要負責貼標生產線運行情況監控。PLC控制器選用S7–1200系列,具體型號為CPU 1214C,文中系統還進行了擴展:4路AI擴展模塊*1、4路AO擴展模塊*1、8位DI擴展模塊*1、8位DI/DO擴展模塊*1、16位DI/DO擴展模塊*1。檢測裝置主要是一些傳感器,例如:張力傳感器(UPB–1系列)、編碼器(E6B2–CWZ6C)、測標電眼(GS63/6D.3–S8)、光電開關(HRTR 3B/66–XL)、行程開關(施邁賽ZR 236–11Z)。伺服電機選用日本安川SGMJV–04ADE6S系列,配套伺服驅動器為SGDV–2R8A01A;變頻器選用丹佛斯FC–051– PK37S2E20系列,異步電機可選用賽威或松下公司生產的三相異步電機。
3.2 實驗結果與分析
實驗過程中設定張力數值為30 N并保持不變,調整標簽紙帶速度,初始速度設定為0.5 m/s,在第4秒時增加到1 m/s,在第8秒時增加到1.5 m/s,在12 s時減少到1 m/s。相同實驗條件下,分別采用PID控制和雙模糊PID控制,整個實驗同步進行,張力變化見圖5。由實驗結果可以看出,速度突變時,張力波動較大;采用PID控制時,超調量達到了85%,系統恢復到穩定狀態時約2 s;采用文中所述雙模糊PID控制器,系統超調量可以減少一半,約為40%,系統恢復到穩定狀態時只需0.7 s。實驗結果表明:與PID控制器相比,雙模糊PID控制可使系統超調量減小50%,系統調節時間減小65%;雙模糊PID控制器具有良好的抗干擾性能,可以提高張力控制精度,尤其是速度波動較小時效果更加明顯。
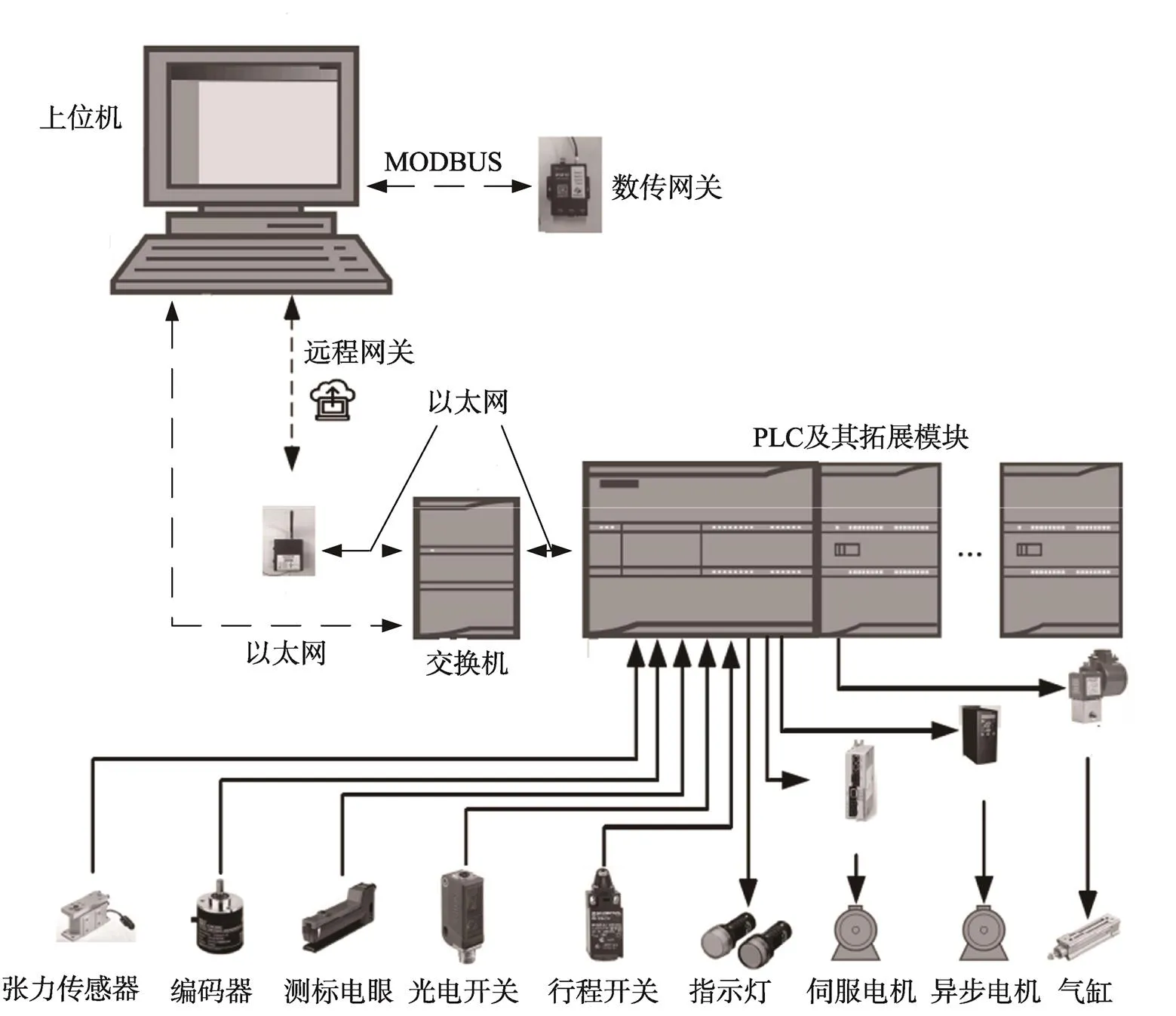
圖4 實驗平臺結構
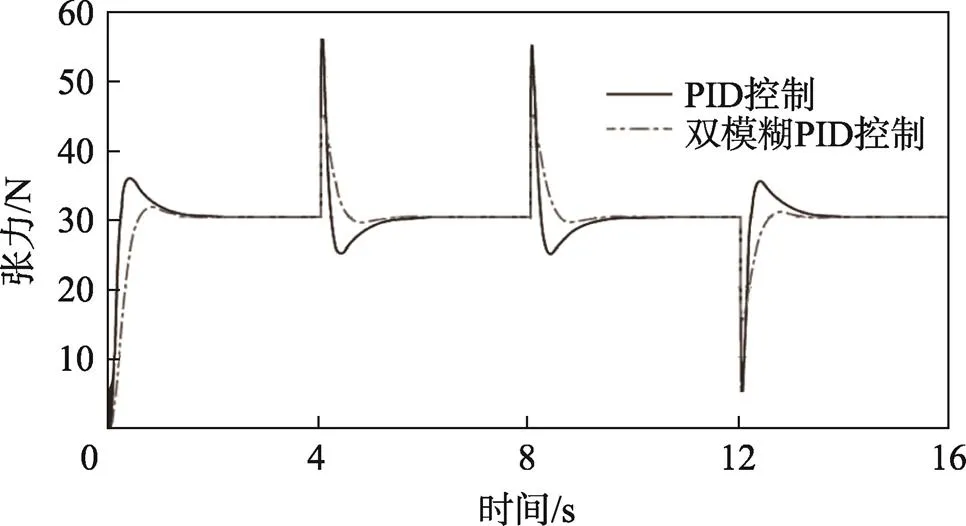
圖5 張力變化曲線
經實際測試,使用文中所述方法的貼標機的剔除量(不合格率)可以控制在0.5%以內,貼標質量和效率明顯提高。實際貼標效果見圖6,貼標位置準確,標簽貼附平整,貼標效果保持一致。

圖6 實際貼標效果
4 結語
以藥瓶貼標為主要研究對象,在分析貼標工藝流程的基礎上,采用雙模糊控制算法設計了一種標簽張力控制系統,實現了主、副模糊控制器和PID控制的有效結合。實驗結果表明:所述貼標控制系統具有較好的抗干擾性能,可確保貼標位置準確,貼標效果良好。下一步可從貼標精度影響因子權重分析入手,實現多影響因素的控制調節,進一步提高貼標精度。
[1] 崇嵐, 潘軍輝, 熊鵬文. 智能包裝技術的應用現狀和發展前景[J]. 包裝工程, 2017, 38(15): 149-154.
CHONG Lan, PAN Jun-hui, XIONG Peng-wen. Development and Applications of Intelligent Packaging Technology[J]. Packaging Engineering, 2017, 38(15): 149-154.
[2] 陳克復, 陳廣學. 智能包裝——發展現狀、關鍵技術及應用前景[J]. 包裝學報, 2019, 11(1): 1-17.
CHEN Ke-fu, CHEN Guang-xue. Intelligent Packaging: Development Status, Key Technologies and Application Prospects[J]. Packaging Journal, 2019, 11(1): 1-17.
[3] 賴永波, 嚴惠, 孔德文. 纖維帶纏繞恒張力非線性H∞控制[J]. 工業控制計算機, 2020, 33(5): 133-135.
LAI Yong-bo, YAN Hui, KONG De-wen. Nonlinear H∞ Constant Tension Control of Fiber Belt Winding[J]. Industrial Control Computer, 2020, 33(5): 133-135.
[4] 馬宏帥, 趙世海. 基于線性自抗擾控制的放卷張力控制系統[J]. 染整技術, 2019, 41(1): 17-22.
MA Hong-shuai, ZHAO Shi-hai. Unwinding Tension Control System Based on Linear Auto Disturbance Rejection Control[J]. Textile Dyeing and Finishing Journal, 2019, 41(1): 17-22.
[5] 周春雷, 周進, 黃華. 薄膜非連續放卷張力控制建模、仿真與實驗[J]. 自動化與儀器儀表, 2018(7): 85-88.
ZHOU Chun-lei, ZHOU Jin, HUANG Hua. Modeling Simulation and Experiment of Tension Control in Film Discontinuous Unwinding System[J]. Automation & Instrumentation, 2018(7): 85-88.
[6] 廖雪超, 李峰, 潘小華. 真空鍍膜卷繞張力控制模型仿真的研究[J]. 自動化技術與應用, 2015, 34(9): 10-13.
LIAO Xue-chao, LI Feng, PAN Xiao-hua. Research on Vacuum Coating Winding Tension Control Model Simulation[J]. Techniques of Automation and Applications, 2015, 34(9): 10-13.
[7] 孫春亞, 吳楝華, 喜冠南. 電液伺服模糊PID位置控制系統設計及應用[J]. 機械設計與制造, 2016(6): 155-157.
SUN Chun-ya, WU Lian-hua, XI Guan-nan. Design and Application of Electro-Hydraulic Servo Fuzzy PID Position Control System[J]. Machinery Design & Manufacture, 2016(6): 155-157.
[8] 黃夢濤, 李平. 電子軸凹印系統的變論域模糊PID控制研究[J]. 電氣傳動, 2019, 49(12): 77-81.
HUANG Meng-tao, LI Ping. Research on Variable Universe Fuzzy PID Control of Electronic Shaft Driving Gravure Printing System[J]. Electric Drive, 2019, 49(12): 77-81.
[9] 鄭剛, 李斌, 梁于州. 模糊自適應PID控制的恒張力收卷系統研究[J]. 現代電子技術, 2017, 40(21): 132-135.
ZHENG Gang, LI Bin, LIANG Yu-zhou. Research on Constant Tension Winding System Based on Fuzzy Self-Adaptive PID Control[J]. Modern Electronics Technique, 2017, 40(21): 132-135.
[10] 李坤全, 文睿. 瓦楞紙板生產線原紙張力自適應模糊PID控制[J]. 包裝工程, 2017, 38(7): 135-138.
LI Kun-quan, WEN Rui. Adaptive Fuzzy PID Control of Base Paper Tension in Production Line for Corrugated Board[J]. Packaging Engineering, 2017, 38(7): 135-138.
[11] 李強. 基于模糊控制理論的PID閉環控制系統的研究與設計[J]. 現代電子技術, 2015, 38(22): 131-134.
LI Qiang. Research and Design of PID Closed-Loop Control System Based on Fuzzy Control Theory[J]. Modern Electronics Technique, 2015, 38(22): 131-134.
[12] 熊濤, 張青偉, 鄒鐺鐺, 等. 基于模糊PID的柔性膜放卷張力控制[J]. 自動化與儀表, 2020, 35(11): 70-74.
XIONG Tao, ZHANG Qing-wei, ZOU Dang-dang, et al. Web Tension Control Based on Fuzzy PID in Flexible Unwinding System[J]. Automation & Instrumentation, 2020, 35(11): 70-74.
[13] 索小娟, 岳麗敏. 新型雙模糊PID算法在塑料吹膜機控制系統中的應用[J]. 塑料科技, 2020, 48(10): 100-103.
SUO Xiao-juan, YUE Li-min. Application of New Double Fuzzy PID Algorithms in Control System of Plastic Film Blower[J]. Plastics Science and Technology, 2020, 48(10): 100-103.
[14] 李飛飛. 基于雙模糊PID控制策略的風力發電機組變槳系統研究[J]. 模糊系統與數學, 2019, 33(3): 29-34.
LI Fei-fei. Pitch System of the Wind Turbines Based on the Double Fuzzy PID Control Strategy[J]. Fuzzy Systems and Mathematics, 2019, 33(3): 29-34.
[15] 胡梁眉. 基于PLC的雙頭貼標機控制系統研究與設計[D]. 贛州: 江西理工大學, 2019: 30-50.
HU Liang-mei. Research and Design of Double-Head Labeling Machine Control System Based on PLC[D]. Ganzhou: Jiangxi University of Science and Technology, 2019: 30-50.
責任編輯:曾鈺嬋
Design of Tension Control System for Drug Packaging Labeling Based on Double Fuzzy PID
HU Nai-qing1,SONG Hong2
(1. Sichuan Vocational College of Chemical Technology, Sichuan Luzhou 646000, China;2. Sichuan University of Science & Engineering, Sichuan Zigong 643000, China)
The work aims to design a tension control system of labeling machine based on double fuzzy PID controller, so as to improve the labeling accuracy of drug packaging. The structure and process flow of drug packaging production line were briefly discussed. Aiming at the characteristics of time-variation, nonlinearity and dynamic disturbance in the winding process of label paper tape, a double fuzzy PID tension controller was designed. The parameter tuning of the main fuzzy controller was realized by the sub-fuzzy controller, while the main fuzzy controller could adjust the parameters of the PID controller. The effectiveness of the control system was verified by experiments. From the experimental results, compared with the PID controller, the double fuzzy PID control could reduce the system overshoot by 50% and the system adjustment time by 65%. The labeling position was accurate and the label was attached smoothly. The control system has good anti-interference performance, excellent labeling effect and certain use value.
drug packaging; labeling tension; double fuzzy control; PID control
TB486
A
1001-3563(2022)13-0225-06
10.19554/j.cnki.1001-3563.2022.13.029
2021?08?13
胡乃清(1972—),男,本科,四川化工職業技術學院講師,主要研究方向為計算機控制系統設計及應用。
責任編輯:曾鈺嬋
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
