硫磺回收煙氣SO2達標排放的影響因素及對策
2022-07-29 06:30:44向陽
化工技術與開發
2022年7期
向 陽
(中國石油廣西石化公司,廣西 欽州 535008)
近年來,隨著環保形勢的日趨嚴峻,國家的環保指標也越來越嚴格。硫磺回收裝置運行的好壞,直接關系到全廠生產的正常運行。某石化公司26萬t·a-1硫磺回收裝置為含硫原油加工配套工程項目的新建裝置,主要處理全廠的含硫氣體,其中6萬t·a-1硫磺回收裝置采用山東三維石化工程股份有限公司自主開發的“無在線爐硫磺回收及尾氣處理工藝”,制硫部分采用較為成熟的Claus工藝,尾氣部分采用“SSR”加氫還原吸收工藝。20萬t·a-1硫磺回收裝置采用兩頭一尾的設計,包括制硫部分Ⅰ(10×104t·a-1)、制硫部分Ⅱ(10×104t·a-1)及尾氣處理部分,引進美國BLACK & VEATCH INTERNATIONAL COMPANY(以下簡稱B&V公司)工藝包,制硫部分采用較為成熟的Claus工藝,尾氣部分采用低溫SCOT加氫還原吸收工藝。
1 工藝原理
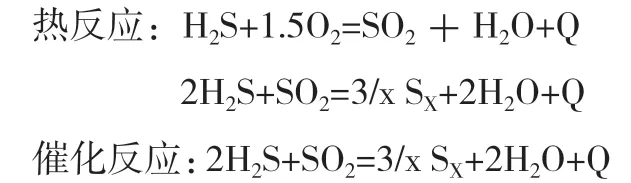
本裝置的硫磺Claus部分,采用部分燃燒法制硫(適用于酸性氣含H2S量大于50%的情況),即酸性氣入爐燃燒,配風按烴類完全燃燒和H2S的1/3完全燃燒生成SO2計算,反應結果為約57%(v)的H2S在爐內發生熱反應生成了氣態硫,余下43%的H2S中,1/3生成SO2,2/3保持不變。H2S和SO2在催化劑的作用下反應生成硫磺。
裝置的尾氣處理部分采用加氫還原吸收工藝,通過加氫的方式,將硫磺尾氣中的單體硫及硫化物還原為H2S,再用醇胺溶液吸收H2S,解吸后,產生的酸性氣返回硫磺裝置制成硫磺。吸收了H2S的尾氣過程氣經焚燒爐焚燒后通過煙囪排入大氣。

2 煙氣二氧化硫達標排放的影響因素及對策
2.1 風氣比
從硫磺回收工藝的原理可知,H2S/SO2控制在2∶1,轉化效率最高,越偏離2,轉化率越低。……
登錄APP查看全文
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
山東冶金(2019年2期)2019-05-11 09:12:16
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
測控技術(2018年2期)2018-12-09 09:00:52
Coco薇(2016年2期)2016-03-22 02:45:06
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
應用化工(2014年3期)2014-08-16 13:23:50