預熱溫度對熱障涂層表面裂紋形成的影響
2022-08-01 07:29:56李定駿楊镠育孫帆江鵬陳藝文王鐵軍
航空學報 2022年6期
關鍵詞:裂紋
李定駿,楊镠育,孫帆,江鵬,*,陳藝文,王鐵軍
1.西安交通大學 航天航空學院 機械結構強度與振動國家重點實驗室,西安 710049 2.東方電氣集團東方汽輪機有限公司 長壽命高溫材料國家重點實驗室,德陽 618000
航空發動機與燃氣輪機是關乎國防安全、能源安全與工業競爭力的戰略高技術裝備,其設計和制造難度極大,集中體現一個國家的工業水平,被譽為裝備制造業“皇冠上的明珠”。提高熱端部件(如:燃燒室、高溫葉片等)的工作溫度,可以有效提升燃燒效率、降低運行成本及減少有害氣體排放,是先進航空發動機與燃氣輪機技術追求的目標。然而,這種極端高溫服役環境對熱端部件的設計與制造提出了嚴峻挑戰。熱障涂層(Thermal Barrier Coating system, TBCs)技術是突破這一難題的關鍵核心技術之一,它不僅具有顯著的熱障效果,還能防止氧化、腐蝕、外來物沖蝕等對熱端部件造成的損傷,有效提升熱端部件的壽命和可靠性。
傳統熱障涂層主要包括3種材料組元,部分氧化釔穩定氧化鋯(Yttria-Stabilized Zirconia, YSZ)陶瓷層、鈷鎳鉻鋁釔金屬粘結層及鎳基高溫合金基底。YSZ陶瓷層起隔熱作用,其制備方法主要有大氣等離子噴涂(Air Plasma Sprayed, APS)、電子束物理氣相沉積(Electron Beam Physical Vapor Deposition, EB-PVD)等。APS法制造成本低、效率高,所制備涂層呈片層狀堆疊微結構,片層間大量的孔洞和橫向裂紋使涂層具有良好的隔熱性能,但其應變容限較低,在熱應力作用下易導致涂層脫粘失效。EB-PVD法所制備涂層具有柱狀晶微結構,應變容限和服役壽命較高,但柱狀晶組織不利于涂層隔熱性能,且其制造成本高、效率低。由于航空發動機燃燒室、重型燃氣輪機高溫葉片等熱端部件熱障涂層的隔熱面積大、要求低成本制造,APS法是首選的制備工藝。
近年來,隨著先進航空發動機與燃氣輪機技術的發展,燃燒室、高溫葉片等熱端部件的工作溫度不斷提高,對熱障涂層的隔熱效果和服役壽命有了更高要求,傳統APS涂層已無法滿足。為此,人們提出了多種兼顧APS和EB-PVD兩種方法優點的制備工藝,如等離子噴涂-物理氣相沉積(Plasma Spray-Physical Vapor Deposition, PS-PVD) 聯合技術、懸浮液等離子噴涂 (Suspension Plasma Spray, SPS) 技術、含表面裂紋熱障涂層 (Dense Vertically Cracked coating system, DVCs) 技術等,來制備高熱障和高應變容限熱障涂層。
DVCs是一種在APS涂層中引入一定密度的周期分布表面裂紋的熱障涂層。研究表明,垂直于涂層的相鄰表面裂紋間的涂層片段與APS涂層結構類似,具有較強的隔熱效果;一定密度的表面裂紋能起到緩和涂層熱應力、增強應變容限的效果。Karger等指出,在相近燃氣熱循環壽命下,DVCs涂層的穩定服役溫度比傳統APS涂層提高近100 ℃。Sampath等研究表明,在相同服役溫度下,DVCs涂層服役壽命是傳統APS涂層的3~4倍。與PS-PVD和SPS技術相比,DVCs技術不需要改變傳統APS噴涂原理和設備,被認為是實現高隔熱、高應變容限熱障涂層最具經濟性和可行性的技術途徑。Taylor在實驗中發現:提高噴涂功率、噴涂速率等關鍵參數,可以在冷卻階段使涂層表層區域比底層區域產生更大收縮,進而形成周期性表面裂紋。Lau等認為,表面裂紋形成的驅動力來自噴涂階段熔融粉末快速冷卻所產生的面內等雙軸拉應力,改變噴涂前預熱溫度和噴涂功率可有效調節拉應力水平,從而實現表面裂紋制備。Xing等實驗發現,提升涂層制備過程中的預熱溫度是形成表面裂紋的關鍵。Fan等數值分析了外載荷作用下周期表面裂紋密度對涂層界面斷裂和應變容限的影響規律。
目前,關于熱障涂層中表面裂紋形成機制的研究仍以定性為主。如何通過調控APS工藝實現熱障涂層從經典層狀結構到表面裂紋結構的轉變,需要闡明其背后的力學機制。為此,本文以DVCs涂層表面裂紋的形成過程為對象,發展了考慮熱應力的多層結構剪切滯后模型,推導了表面裂紋形成前陶瓷層內應力場與位移場的解析解;獲得了表面裂紋形成前,不同預熱溫度下陶瓷層內平均應力、平均應變能密度及總應變能隨涂層厚度的演變規律,闡明了預熱溫度對表面裂紋形成的影響,為實現DVCs熱障涂層的可控制備提供了理論指導。
1 考慮熱失配應力的多層結構剪滯模型
1.1 問題描述與基本假設
本文以DVCs熱障涂層在噴涂過程中的表面裂紋形成過程為對象,如圖1(a)和圖1(b)所示,在經典剪切滯后模型的基礎上,考慮熱失配應力影響,推導涂層系統平均應力、平均應變能密度及總應變能的解析解。陶瓷層、粘結層、基底分別表示為TC、BC、SUB,如圖1(c)所示,其厚度分別為、、。假設各層為均勻各向同性材料,TC和SUB是線彈性體,BC為理想彈塑性體,如圖1(d)所示(圖中為剪應力,為位移)。這里重點關注涂層系統層間熱失配應力對陶瓷層內平均應力等造成的影響,故不考慮陶瓷層內沿厚度方向的應力分布,因此忽略各層厚度方向的溫度梯度。
1.2 模型推導
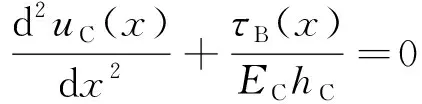
選取圖1(c)中的陶瓷層微元進行分析,建立平衡微分方程:
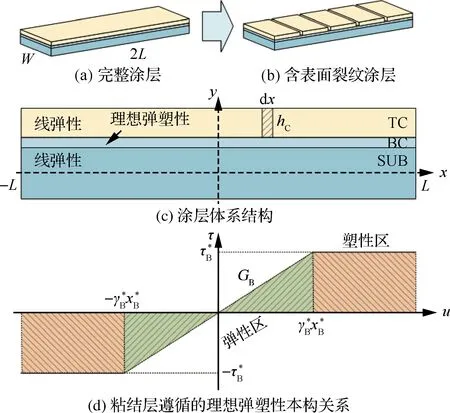
圖1 分析模型Fig.1 Analysis model
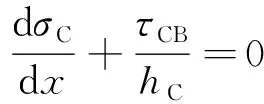
(1)
式中:為陶瓷層面內正應力,沿長度方向變化,沿厚度方向不變;為陶瓷層/粘結層界面剪應力。
陶瓷層正應變可以表示為
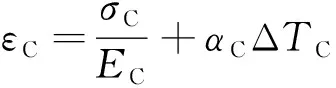
(2)
式中:為陶瓷層彈性模量;為陶瓷層線膨脹系數;Δ為陶瓷層溫度變化量。
由圖1(d)可知,粘結層內剪應力可表示為
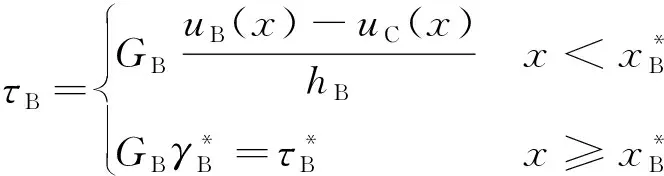
(3)

噴涂過程中熱失配應變導致的粘結層位移場可以表示為
()=(Δ-Δ)
(4)
式中:為粘結層線膨脹系數;Δ為粘結層溫度變化量;為陶瓷層表面裂紋形成時所消耗的應變能與噴涂引起的陶瓷層總應變能的比值。
噴涂過程中熱障涂層系統的溫度變化曲線如圖2所示,其中Δ與Δ可以表示為
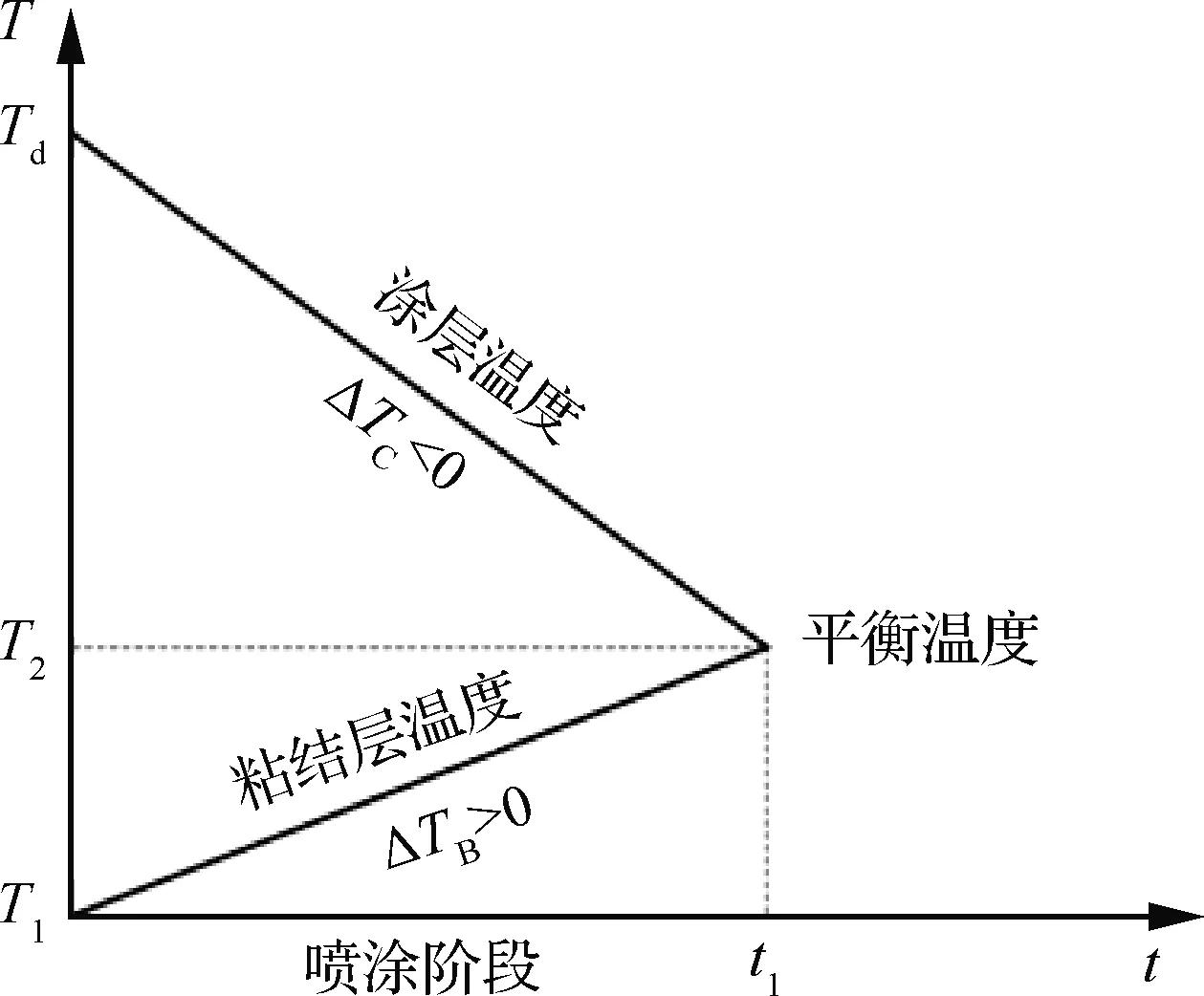
圖2 噴涂過程中涂層系統溫度變化Fig.2 Temperature evolution of TBCs in spraying process
Δ=-
(5)
Δ=-
(6)
式中:為粘結層表面初始溫度,也即預熱溫度;為涂層噴涂溫度;為噴涂完成時刻的界面平衡溫度。
由于不考慮界面滑移、界面開裂等界面不連續情況,粘結層剪應力完全傳遞到陶瓷層中,因此,可以認為粘結層剪應力與陶瓷層/粘結層界面剪應力相等,即
()=()
(7)
結合式(1)、式(2)和式(7)可得
(8)
1.2.1 粘結層處于完全線彈性狀態下的陶瓷層位移場與應力場


圖3 未開裂陶瓷層內應力分布Fig.3 Stress distribution in uncracked top coatings
(9)
此時陶瓷層的邊界條件為
(0)=0
(10)
()=0
(11)
式中:陶瓷層的位移在模型中心為0;正應力在模型邊界處為0。
由式(2)~式(4)、式(8)和式(9)可求得涂層中的應力場和位移場,其中陶瓷層位移場為
()=sinh()+
(12)
陶瓷層正應力場為
()=[cosh()+]
(13)
粘結層剪應力場為
(14)
式中:與可由邊界條件式(10)求得,為
(15)
其中:即為陶瓷層半長,滿足=;為
(16)
可表示為
=(Δ-Δ)
(17)
可表示為
=(Δ-2Δ)
(18)
同時,依據式(3)和式(14)可求得:
(19)
1.2.2 粘結層處于彈塑性狀態下的陶瓷層位移場與應力場

(20)
此時陶瓷層的邊界條件為
(0)=0,()=0
(21)
(22)

由式(2)~式(4)、式(8)和式(20)可求得陶瓷層位移場為
()=
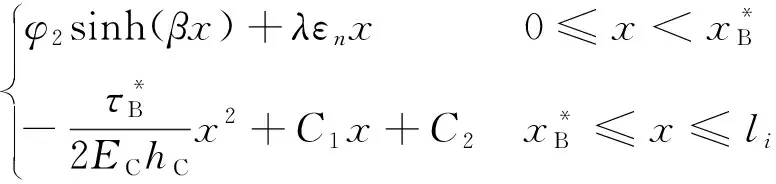
(23)
陶瓷層正應力場為
()=
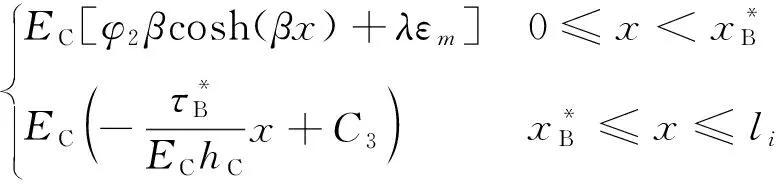
(24)
粘結層剪應力場為
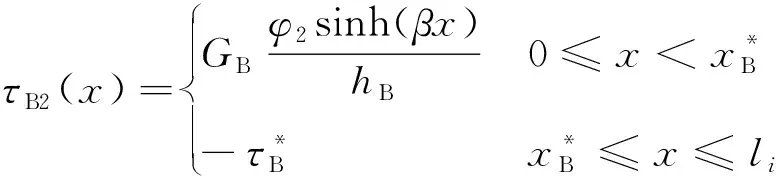
(25)
式中:、、和可由邊界條件式(21)和式(22) 求得,其中為

(26)
、和的表達式分別為
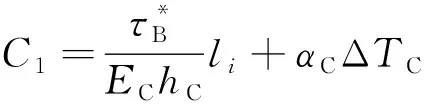
(27)

(28)
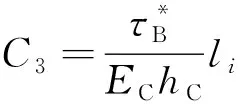
(29)
2 DVCs熱障涂層算例求解與分析
將真實DVCs熱障涂層的幾何及物理參數,代入式(2)~式(29),即可求得表面裂紋形成前陶瓷層正應力、應變能密度及總應變能,獲得其隨噴涂厚度的演化規律,以期進一步闡明預熱溫度對熱障涂層表面裂紋形成的影響。
2.1 DVCs熱障涂層基本參數
計算中采用的涂層基本力/熱學參量如表1所示,其中開裂強度指表面裂紋開裂時對應的涂層正應力。涂層試件長度2=220 mm,寬度=12 mm。預熱溫度(即粘結層表面溫度)分別為500、625、750、875 ℃,涂層噴涂溫度為2 600 ℃。通過簡化的熱量平衡關系式,可以得到界面平衡溫度:
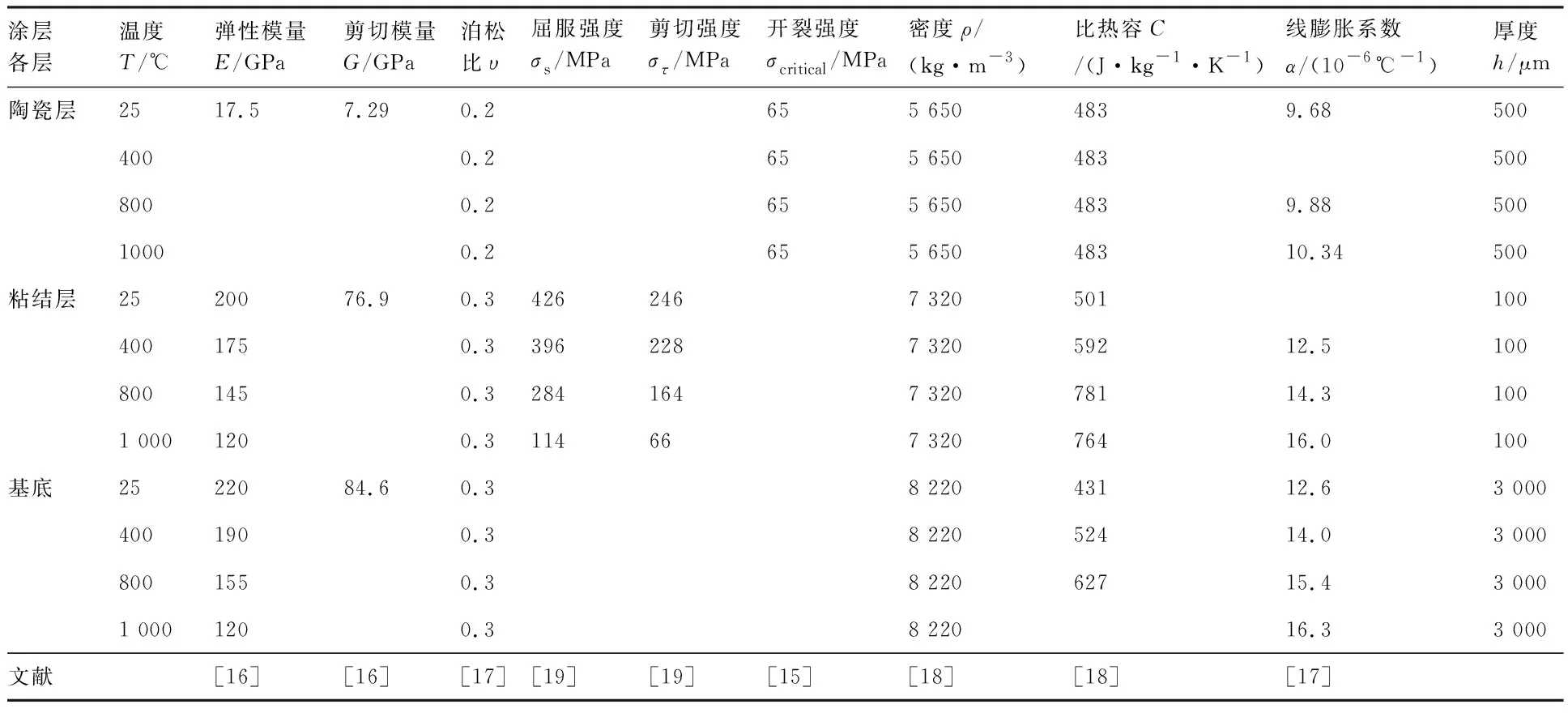
表1 DVCs物理參量與幾何參量Table 1 Physical and geometric parameters of DVCs

(30)
式中:、、分別為涂層系統各層密度;、、分別為各層比熱容。
需要特別說明的是,當每一個陶瓷微片層被噴涂到粘結層或前一層陶瓷微片層上時,由于急速溫降會在微片層中形成網狀微裂紋,如圖4(a)所示;接著,當陶瓷微片層累積到一定厚度時,陶瓷層中形成沿厚度方向的、貫穿的表面裂紋,如圖4(b)所示。這說明,對于噴涂過程中陶瓷層的熱失配總應變能而言,一部分會首先用于陶瓷微片層產生微觀網狀微裂紋時的能量耗散,剩余部分才用于表面裂紋的形成。

圖4 YSZ涂層微結構Fig.4 Micro-structure of YSZ coatings
在這里,定義為陶瓷層表面裂紋形成時所消耗的應變能與噴涂引起的陶瓷層總應變能的比值。與預熱溫度等噴涂參數有關,提高預熱溫度會減小陶瓷層熔融粉末接觸粘結層時的瞬時溫降,導致陶瓷微片層產生網狀微裂紋耗散的應變能減小,而用于產生陶瓷層垂直裂紋的應變能增加,相對增大;相反,較低預熱溫度會增大陶瓷層熔融粉末接觸粘結層時的溫降,則陶瓷微片層產生網狀微裂紋會耗散更多應變能,因此相對減小。的計算方法為:將實時噴涂過程中實驗測得的未開裂陶瓷層平均應力作為分子、理論計算得到的陶瓷層平均應力作為分母,兩者的比值即為。本文中,在計算500 ℃與750 ℃下值時,分子取值采用Shinde等在對應溫度下實驗測量得到的平均應力,并在此基礎上,對500~875 ℃溫度區間取兩個插值點擬合,實驗測量值如表2所示。
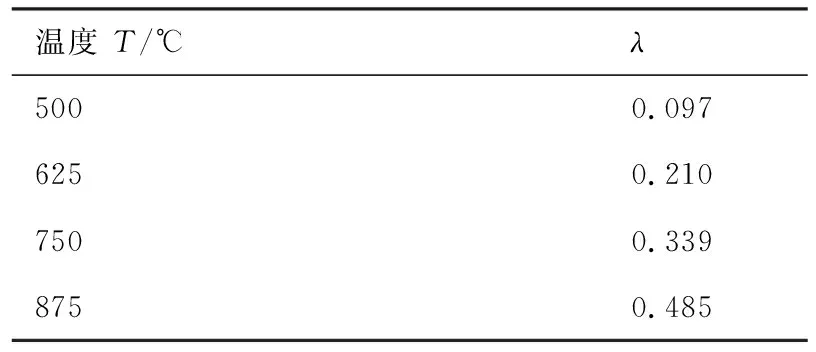
表2 驅動力修正系數λTable 2 Coefficients of driving force λ
2.2 預熱溫度對陶瓷層表面裂紋形成的影響

(31)
代入=1,=及表1中涂層參數,可得:

(32)
式(32)表明,在陶瓷層未開裂前,粘結層處于完全彈性狀態。因此,后續計算按照粘結層處于彈性狀態下的各場量公式(式(12)~式(14))求解。
定義參量、和分別為未開裂陶瓷層的平均應力、平均應變能密度與總應變能,則

(33)

(34)

(35)
針對陶瓷層,定義其無量綱平均應力、無量綱平均應變能密度、無量綱總應變能和無量綱噴涂厚度分別為
(36)
(37)
式中:=200 μm為實驗得到的陶瓷層在750 ℃預熱溫度下的裂紋萌生位置;=65 MPa為陶瓷層開裂強度(500 ℃下的陶瓷層平均應力);=1.2×10J/m為陶瓷層開裂強度對應的平均應變能密度(500 ℃下的陶瓷層平均應變能密度);=0.61 J為陶瓷層中表面裂紋形成對應的臨界總應變能(750 ℃下的陶瓷層在臨界開裂厚度下的總應變能)。
考慮預熱溫度=500,625,750,875 ℃及其他參數,可以得到陶瓷層的無量綱平均應力、無量綱平均應變能密度及無量綱總應變能隨其無量綱噴涂厚度的變化。
圖5(a)為不同預熱溫度下陶瓷層無量綱平均應力隨其厚度的變化。可見,相同溫度下,陶瓷層平均應力與噴涂厚度無關;而預熱溫度越高,陶瓷層平均應力越高。以500 ℃預熱溫度下的陶瓷層開裂強度(65 MPa)為標準做對比,則預熱溫度為625、750、875 ℃時,陶瓷層的無量綱平均應力分別為其2.04倍、3.09倍和4.12倍,對應的平均應力值分別為132.6、200.8、267.8 MPa。圖5(b)為不同預熱溫度下陶瓷層無量綱平均應變能密度隨其厚度的變化。可見,平均應變能密度也不隨陶瓷層噴涂厚度改變。以500 ℃預熱溫度下陶瓷層開裂對應的平均應變能密度(1.2×10J/m)為標準做對比,則預熱溫度為625、750、875 ℃時,陶瓷層的無量綱平均應變能密度分別為其4.19倍、9.59倍和17.07倍,對應的平均應變能密度值分別為5.0×10、 1.15×10、2.05×10J/m。
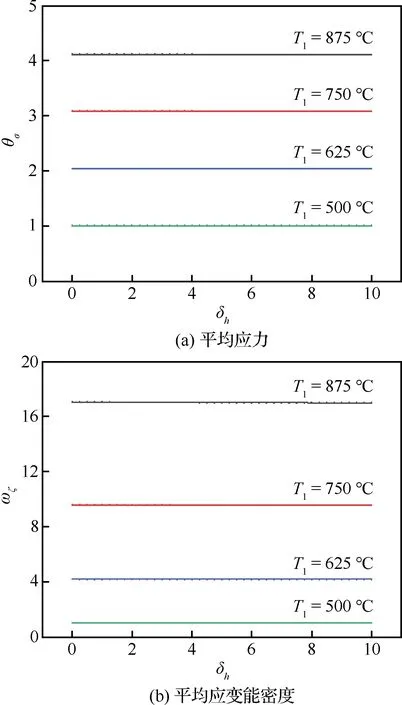
圖5 陶瓷層無量綱參量隨其厚度的變化Fig.5 Normalized coating parameters vs coating thickness
圖6(a)為陶瓷層無量綱總應變能隨其厚度的變化。可見,陶瓷層總應變能隨其厚度線性增大;預熱溫度越高,其增長速率越快。可以認為,陶瓷層總應變能水平是衡量其表面裂紋形成與否的關鍵參量。進一步,將不同預熱溫度下表面裂紋形成時的陶瓷層厚度值擬合,得到預熱溫度、平均應力與陶瓷層形成表面裂紋時的臨界厚度的關系曲線,如圖6(b)所示。可見,在曲線左下方不會形成表面裂紋,陶瓷層仍呈現經典片層狀微結構;在曲線右上方會形成表面裂紋結構。具體來說,以預熱溫度為750 ℃下的臨界總應變能為界限,對應形成表面裂紋的厚度為200 μm,那么,875 ℃時陶瓷層形成表面裂紋時的臨界厚度為其0.55倍,約110 μm;625 ℃時為其2.3倍,約460 μm;500 ℃時為其9.5倍,約1 900 μm。這說明:預熱溫度越高,可以產生表面裂紋的陶瓷層厚度越薄;預熱溫度越低,則需要越厚的陶瓷層才能產生表面裂紋。特別地,從圖6(b)可知,存在一個臨界溫度(約500 ℃),當預熱溫度低于此值時,無論陶瓷層多厚,都不會形成表面裂紋。考慮到陶瓷層過厚會導致其脫粘失效,在工程實踐中陶瓷層無量綱厚度一般不超過8,則由圖6(b)可知,當預熱溫度小于約502 ℃時,在熱噴涂過程中陶瓷層無法產生表面裂紋。
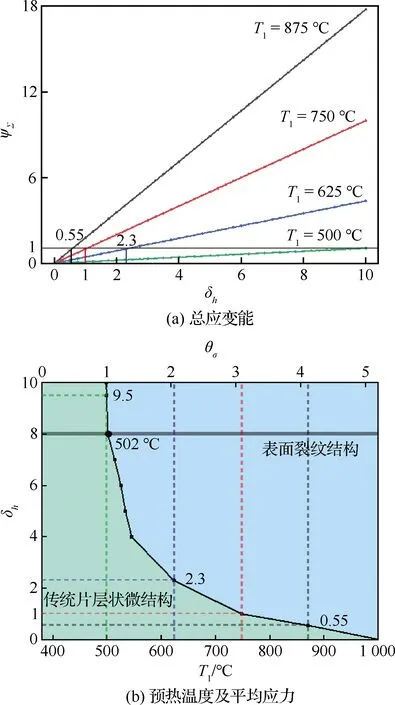
圖6 陶瓷層形成表面裂紋時的臨界厚度與其無量綱參數的關系Fig.6 Critical coating thickness for surface-crack initialization vs normalized coating parameters
3 實驗驗證
為了定性驗證預熱溫度對熱障涂層表面裂紋形成的影響,在保證其他噴涂參數(單層噴涂厚度、噴涂功率、噴槍移動速率等)不變的前提下,采用3種不同的預熱溫度區間,即480~520 ℃、680~720 ℃和780~820 ℃,得到對應情況下的熱障涂層微結構。實驗時采用了APS噴涂設備(METCO,F4噴槍),噴涂工藝參數如表3所示,3種 預熱溫度處理后得到的涂層微結構如圖7所示。
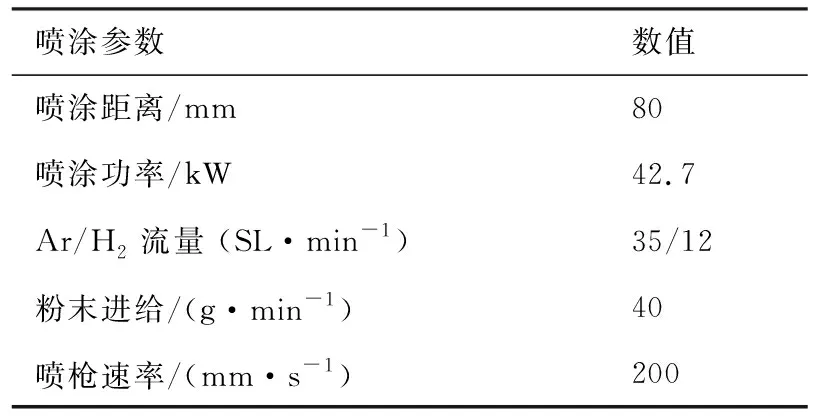
表3 熱障涂層噴涂參數Table 3 Thermal barrier coating deposition parameters
圖7(a)為預熱溫度在480~520 ℃區間的熱障涂層微結構,無表面裂紋(表面裂紋密度為0),與理論預測的預熱溫度在500 ℃下的結果一致;圖7(b)為預熱溫度在680~720 ℃區間的涂層微結構,含明顯的表面裂紋,裂紋密度為0.9 mm; 圖7(c)為預熱溫度在780~820 ℃區間的涂層微結構,同樣含有明顯的表面裂紋結構,裂紋密度為2.1 mm。可見,在其他噴涂參數不變的情況下,預熱溫度越高,表面裂紋越容易形成,裂紋密度也越大。這與理論結果的趨勢一致。
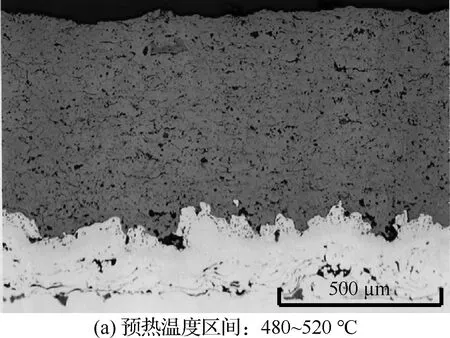
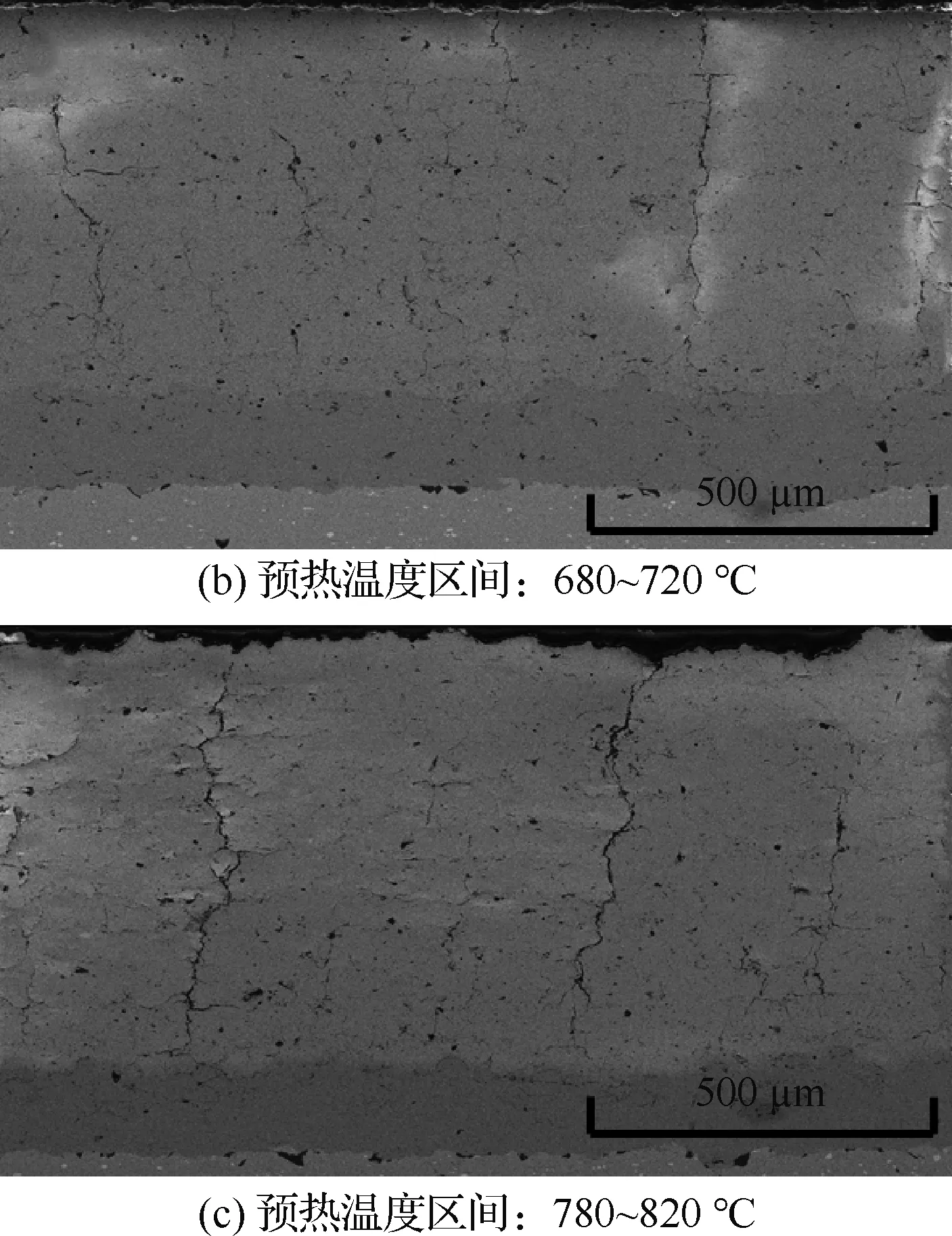
圖7 不同基底預熱溫度下制備的涂層微結構Fig.7 Microstructures of coatings deposited at different pre-heating temperatures
4 結 論
具有一定密度表面裂紋的熱障涂層是一種先進的高隔熱和高應變容限熱障涂層。本文以航空發動機與燃氣輪機先進熱障涂層設計與制備為背景,研究了制備過程中預熱溫度對熱障涂層表面裂紋形成的影響,發展了多層結構剪切滯后模型,建立了表面裂紋形成前陶瓷層內應力場與位移場解析解,得到了不同預熱溫度下陶瓷層平均應力、平均應變能密度及總應變能隨噴涂厚度的演變規律,為實現高隔熱和高應變容限熱障涂層的可控制備提供了理論指導。主要結論如下:
1) 表面裂紋形成前,陶瓷層內平均應力和平均應變能密度不隨其厚度改變,而總應變能隨其厚度線性增大。可見,陶瓷層內總應變能是衡量能否在涂層中形成表面裂紋的關鍵參量。
2) 在其他噴涂參數不變的情況下,預熱溫度越高,表面裂紋越容易形成。本文研究表明,預熱溫度存在一個臨界溫度(約500 ℃),當預熱溫度低于此值時,無論陶瓷層多厚,都不會形成表面裂紋。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38