連續退火爐爐壓波動伴隨露點異常原因分析及治理
2022-08-02 01:18:14王海濤
現代工業經濟和信息化 2022年6期
關鍵詞:生產
王海濤, 高 寧
(河鋼集團衡水板業有限公司, 河北 衡水 053000)
引言
河鋼集團衡水板業有限公司連續退火爐在生產T3 厚規格高溫產品時,會出現爐壓不穩,尤其是下降段爐壓波動較大并伴隨出現爐內露點異常造成帶鋼氧化現象。爐壓的不穩定嚴重影響了公司的生產秩序,為確保設備運行和產品質量的穩定性,對爐內爐壓的異常進行分析和控制顯得越來越重要。本文分析了北京鋼研院為我司設計成套的連續退火爐爐壓在生產過程中的異常波動現象,并提出了解決措施,滿足了連續退火生產機組的穩定生產。
1 連退爐爐壓不穩伴隨露點異常對帶鋼退火質量的影響
1.1 爐壓的穩定性對退火爐運行的重要性
連續退火爐爐內存在易燃易爆的氫氣,所以爐內必須保持正壓運行,防止外部空氣進入爐內造成事故。連續退火爐控制爐內壓力時,首先要為各個路段設置恰當的壓力值。因為壓力值過高,會導致保護氣體的消耗量增加,生產成本過高;壓力低時,會增加爐外空氣進入爐內的風險,導致控制爐內氣氛難度增大。爐壓異常波動,尤其過低時會造成外部空氣及淬水槽處的水蒸氣進入爐內造成爐內露點的異常。
1.2 爐壓的變化會引起露點的異常,露點對帶鋼的影響的機理
帶鋼暴露在空氣中與空氣中的氧氣和水發生化學反應,使帶鋼表面附著一層氧化鐵皮,發生如下化學反應:
連退爐在對冷軋帶鋼退火提高機械性能的同時,爐內保護氣體會與帶鋼表面氧化鐵皮發生化學反應,使其表面的氧化鐵皮還原為鐵。如下反應式:
正產生產時,爐內保護氣體成分的變化情況和帶鋼表面被氫氣還原的狀態無法直接得到,而是通過爐內露點的檢測和分析間接地推斷爐內的這些變化[1]。因此,如何保證爐壓的穩定性,防止退火爐內的露點發生異常升高,是解決此問題的關鍵。
2 連退爐爐壓異常的原因分析
我司連續退火爐在10 年的生產運行中,出現過多次爐壓波動并伴隨露點異常的現象,對生產帶來嚴重的影響。根據實踐經驗分析,爐壓波動伴隨露點異常產生的原因分為如下幾類:
1)保護氣體供氣系統出現問題,保護氣斷供或者供氣量減少,造成爐壓迅速降低;
2)入口段的密封輥間隙過大,致使氮封不起作用;
3)爐體密閉不嚴,爐壓低;
4)淬水槽處液位波動,致使水封破壞,爐內下降段密封箱氮氣外泄;
5)緩冷段、快冷段、終冷段循環風機進出口泄露對爐壓及露點的影響。
針對以上可能引起爐內壓力異常的原因進行逐一分析,并提出有效的控制措施及可行的辦法。
2.1 保護氣體供氣系統出現問題對爐壓的影響
爐內充滿氮氫保護氣體,為了防止發生安全事故,必須要保證爐壓始終處于正壓,并且處于合理的壓力控制值。我司對退火爐每段爐區均配備了爐壓檢測,壓力均符合我公司《連續退火爐生產工藝作業指導書》的標準,并且沒有異常波動,如果供氣量出現異常,爐壓會立即發生變化并示警。
2.2 入口段的密封輥間隙對爐壓的影響
帶鋼通過一個入口密封裝置垂直進入加熱段。該入口密封裝置設置于加熱段入口端的底部,并與爐體聯接。入口密封裝置由兩根單獨驅動的密封輥組成并設有N2封,以增加氣阻的方式保證鋼帶運行時空氣不進入爐內。運行時兩密封輥閉合貼近鋼帶,中間有留有5~8 mm 間隙,從而保證在不劃傷鋼帶表面的前提下更好的起到氮氣密封作用。
我司氮封流量控制在200 m3,密封輥間距調整為5.5 mm,完全符合我公司《連續退火爐生產工藝作業指導書》的標準,因此生產T3 厚規格高溫料時的爐壓波動于密封輥間隙與入口氮封無直接關系。
2.3 爐體密閉不嚴對爐壓與露點的的影響
連續退火爐工作是處于正壓狀態,我司爐壓控制在55~130 Pa。一般在正壓的條件下,爐外的空氣和水蒸汽是不可能進入爐內的。并且由于目前我司只有在生產T3 厚規格高溫料時,才會出現爐內壓力波動并伴隨氧含量超標及露點偏高的異常現象,可以初步認定造成爐內氣氛異常不是爐體密閉不嚴造成。
2.4 淬水槽水位對爐壓的影響
淬水槽的槽內存有一定液位的脫鹽水,脫鹽水液位高于下降段出口150~200 mm,形成水封,確保爐內的爐壓正常,防止外部空氣進入爐內,還對帶鋼進行冷卻,減少了蒸汽的生成。廢氣風機將鋼帶入水淬槽產生的蒸汽通過排汽管路排到室外。
淬水槽液位較低時,在下降段通道處形不成水封,會造成爐壓的快速降低,外部蒸汽、空氣會迅速進入爐內,造成氧含量、露點迅速發生升高。在生產T3不同厚度規格產品,進行了淬水槽水溫、爐壓、露點進行了測量,測量數據如表1 所示。
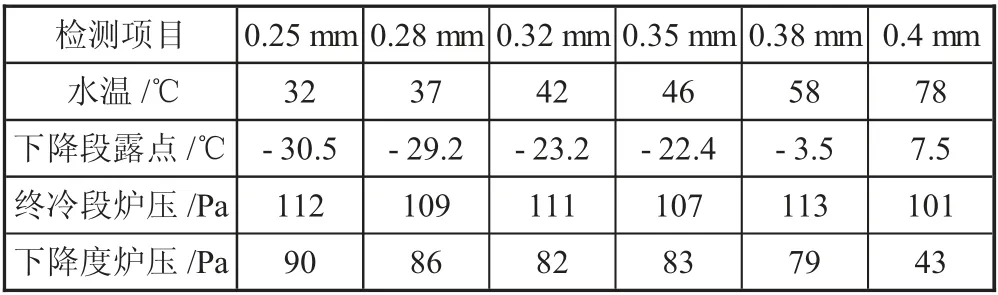
表1 水溫、露點、爐壓的檢測
從表1 測量數據來看,當生產厚規格T3 產品時,隨著水溫的升高,下降段的爐壓及露點發生了明顯的異常,與本文提到的生產T3 厚規格高溫料時爐壓不穩伴隨露點異常的情況相吻合。
2.5 緩冷段、快冷段、終冷段循環風機進出口泄露對爐壓及露點的影響
緩冷段、快冷段、終冷段在帶鋼運行方向分為不同區域,每個區域配有循環風機。退火爐內的保護氣體被氣密性很好的循環風機抽出來,在氣水換熱器的作用下冷卻,然后送到爐內風箱,從風箱的噴嘴噴出,對鋼帶進行強制冷卻[2]。帶鋼的溫度控制,通過調節循環風機的轉速,控制保護氣體循環量來實現。
假如風機進出口出現泄漏的情況下,由于風機的風量很大會立即引起爐內氣氛的波動,因此在停爐保壓保溫的情況下,模擬生產T3 厚規格料的工藝,對各段風機進行相應調整,觀察測量數據。檢測結果如表2。
從表2 和表3 可以看出造成爐內氣氛異常的原因是快冷段1 號、2 號風機進出口的某處存在裂口,在風機頻率較大的情況下,對爐內氣氛產生了致命影響,造成該段的爐壓下降,露點升高。在爐壓及氣氛恢復正常后,為了節省時間對快冷段1 號和2 號風機進行重新檢測時不對爐壓進行測量,對露點及氫氣、氧氣含量進行測量比較,確定是哪個存在泄漏。
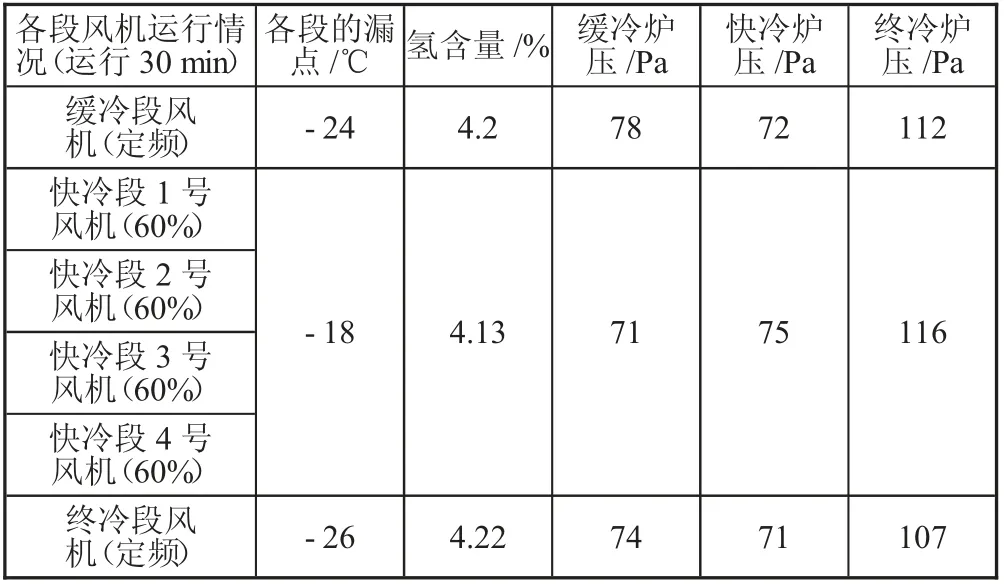
表2 T3(0.25~0.35 mm)產品生產工藝下的各爐段數據

表3 T3(0.38~0.4 mm)產品生產工藝下的各爐段數據
從表4 可以看出造成爐內氣氛異常的原因是快冷段1 號風機管路發生泄漏,在風機頻率較大的情況下,對爐內氣氛產生了致命影響,造成爐內氧含量迅速上升,漏點升高。
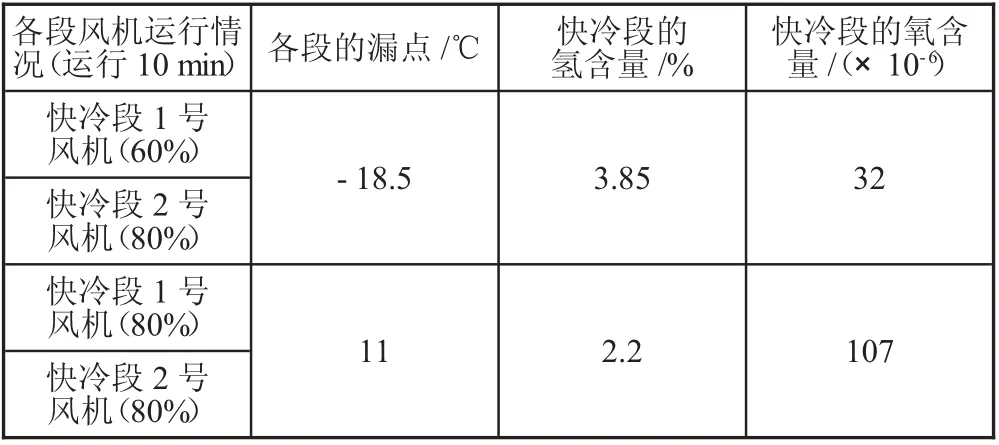
表4 快冷段1 號、2 號風機不同頻率下的爐內氣氛
3 解決連續退火爐爐壓及露點異常的措施
在實際生產過程中,連續退火爐出現爐壓不穩定露點異常的現象是不可避免的,問題是能夠采取一些措施來減少此類生產事故的發生,使爐壓波動控制在允許范圍之內,滿足工藝生產要求,以及帶鋼一旦發生爐壓不穩定露點異常的現象后如何采取合理的保護措施來減少對生產及設備帶來的損害[3]。
爐壓不穩定露點的異常影響因素眾多,結合實踐經驗總結來看,盡可能地減少此類現象的發生,應從設備、保護氣供氣系統、淬水槽液位及水溫、各爐段的風機管路、爐體密閉性等幾個方面來解決。根據我公司的實際生產情況,采取了如下措施:
1)定期對爐體進行密閉性進行檢查,并制定相關巡檢表,形成制度;
2)保證檢測裝置測量的準確性,確保爐壓及爐內氣氛的正常;
3)根據不同規格、不同品種的生產,制定合適的工藝;繼續優化完善我公司的《連續退火生產工藝操作規程》;
4)爐區所有冷卻風機進出口的管路,尤其是緩冷段及快冷段風機的管路,加裝壓力檢測裝置,一旦發生泄漏,可以隨時發現,繼續優化完善我公司的《連續退火爐操作規程》。
4 結語
連續退火爐出現爐壓不穩定露點異常是一個多因素綜合作用下呈現的現象。要想從中找出具體原因,必須根據生產實際情況,從中發現規律,從設備、工藝、檢測裝置等多個方面逐個分析排除。結合我公司連續退火爐的爐壓不穩定伴隨露點異常始終是生產厚規格的T3 高溫產品時出現,主要對以下幾個方面進行了調整:
1)爐體密閉情況制定了巡檢檢查制度,認真填寫巡檢表。
2)淬水槽液位控制實現自動控制;對淬水槽的水溫進行了閉環檢測,當溫度快速升高時,自動開啟備用循環泵及備用冷卻器,并能夠自動開啟下降段的廢氣風機,將水蒸氣立即排出。
3)建立測量點的檢查、校驗制度,加強巡檢。為了檢查各監測點是否工作正常,實行作業長制,嚴格考核,要求當班職工用手提式多功能露點儀逐點進行校驗,特別是測量出的露點突然異常時要及時校驗。
4)快冷段的冷卻循環風機管路進行了補漏處理。
5)爐壓檢測實現了閉環控制,當爐壓快速降低時,相應爐段的流量控制閥開口度進行迅速調節,進行大流量補充;在2 min 內爐壓不能達到爐壓要求的,工藝段進行急停。
6)編寫了保護氣供應系統出現故障時的應急預案。經此次各個方面的調整,我公司連續退火爐生產穩定,爐壓及露點異常問題得到了很好的控制。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
