采用宏程序車削不同走刀輪廓拉伸試樣的方法
2022-08-03 08:40:06黃成杰
山西冶金 2022年3期
關鍵詞:程序
黃成杰
(太鋼技術中心, 山西 太原 030003)
試樣作為金屬材料各種性能的載體,通過拉伸試驗可獲取各項力學性能試驗數據,因此試樣加工是保證試驗結果準確性的首要因素。絕大部分中厚板和型材的力學性能檢驗,按照檢驗方法標準經機械加工制成圓形橫截面拉伸試樣。但因試樣形狀多樣,且每種形狀規格眾多并形成一個系列,普通程序下的一個程序只能描述一個形狀和尺寸規格的試樣,即使采用宏程序編程[1]也只能解決相同形狀不同規格系列工件的加工,當試樣形狀發生改變時只能重新編程,開發程序占用大量時間,嚴重影響應用到實際加工的進度。通過挖掘數控系統功能,開發了解決不同形狀和不同尺寸規格系列的室溫和高溫圓形橫截面拉伸試樣復合加工宏程序,突破了傳統意義上一個宏程序只能用于相同形狀不同規格系列工件的加工限制,達到縮短程序開發時間,加工便捷、優質、高效之目的,對于拓展宏程序的應用范圍具有重要的實際意義。
1 常用試樣采標情況
對常用的2 種室溫和1 種高溫試樣的中國、美國、日本和歐盟標準(表1、圖1—圖3)進行對比。

圖1 采用中國、日本、歐盟標準圓形橫截面室溫拉伸試樣

圖2 采用美國標準的圓形橫截面室溫拉伸試樣
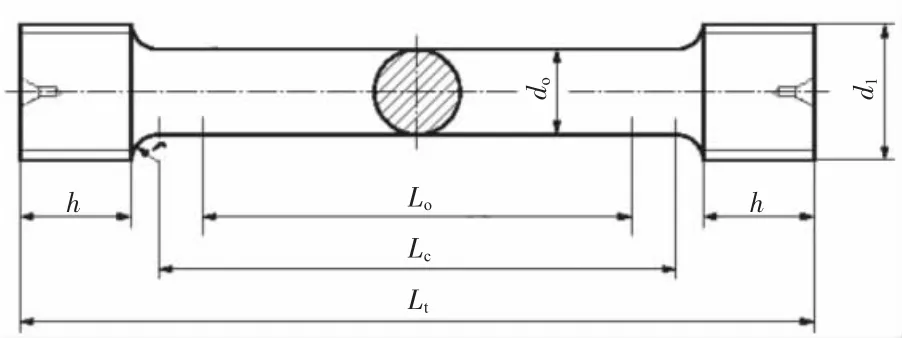
圖3 采用中國、美國、日本、歐盟標準螺紋頭部圓形橫截面高溫拉伸試樣

表1 圓形橫截面拉伸試樣采標情況
2 技術方案
2.1 合理規劃走刀軌跡
對比3 種形狀試樣的加工輪廓可以發現,在一個加工輪廓的基礎上增加或減少一些加工步驟就可形成另一個形狀的加工輪廓,并可以此類推,編制一個復合型的加工程序,運用數控系統的某些功能,即可用一個程序實現所有形狀不同規格系列試樣的加工(圖4)。

圖4 3 種形狀的圓形橫截面拉伸試樣
2.2 宏程序變量的設計與賦值
分析不同形狀試樣的可變量,完成宏程序變量的設計與賦值,共確定12 個賦值宏變量[2](圖5、下頁表2)。

表2 圓形橫截面拉伸試樣宏變量賦值列表
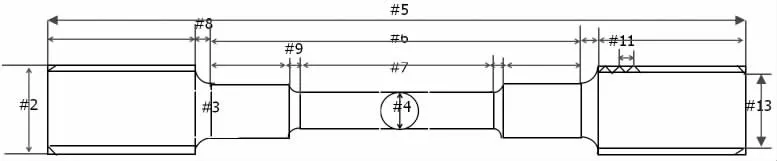
圖5 圓形橫截面拉伸試樣宏變量標注示意圖
2.3 編制圓形橫截面拉伸試樣宏程序
宏程序O9999 作為一個切削模塊,由主程序O9000 調用(表3、表4)。

表3 圓形橫截面拉伸試樣主程序(FANUC 0i 系統)

表4 圓形橫截面拉伸試樣宏程序(FANUC 0i 系統)
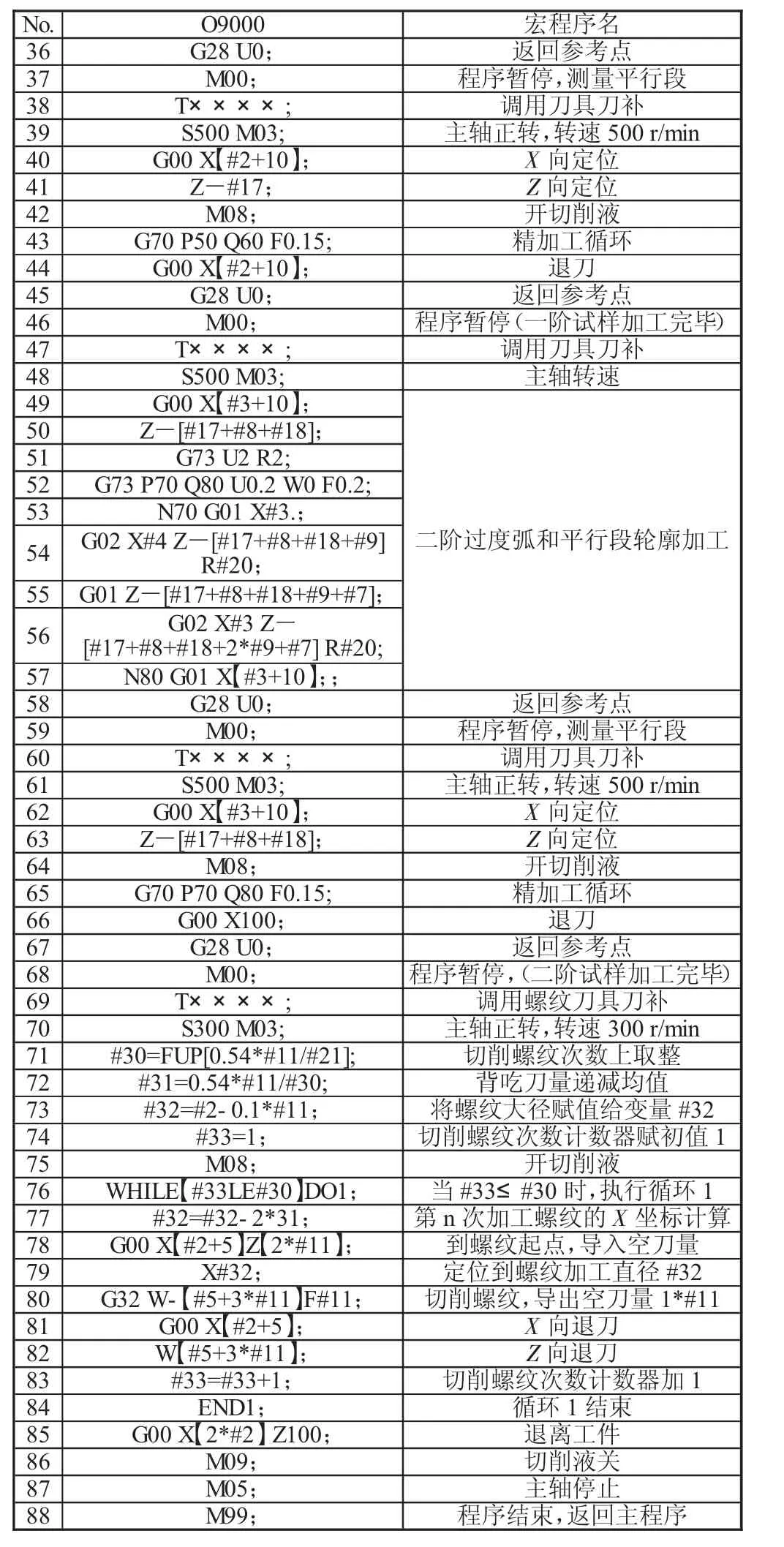
續表4 圓形橫截面拉伸試樣宏程序(FANUC 0i 系統)
3 需要解決的技術問題
若想采用一個宏程序解決不同形狀圓形橫截面拉伸試樣的加工,突破傳統意義上宏程序只能用于相同形狀不同規格系列工件加工的限制,需拓展宏程序應用范圍。同時,還應解決加工不同形狀和不同規格圓形橫截面拉伸試樣過渡半徑的正確賦值。GB/T 228.1—2010《金屬材料拉伸試驗第1 部分:室溫試驗方法》6.1.2 機加工的試樣中提到:“如試樣的夾持端與平行長度的尺寸不相同,他們之間應以過渡弧連接。此弧的過渡半徑的尺寸可能很重要。”
4 解決技術問題采用的技術方案
對于廣泛使用的Fanuc 數控系統,在一個程序的程序段前加上跳段符號“/”, 同時按下機床操作面板上的“跳選”鍵[3],將不需要的程序段跳過,即可實現不同形狀圓形橫截面系列拉伸試樣的復合加工。
運用宏程序采用變量編程和變量之間可運算的優勢,將不同形狀和不同規格試樣的過渡半徑值由已知變量值之間的運算得出(表2、圖6)。

圖6 圓形橫截面拉伸試樣過渡弧半徑值計算圖解
5 工藝路線
三種形狀的圓形橫截面拉伸試樣加工工藝路線如表5 所示。

表5 3 種形狀的圓形橫截面拉伸試樣加工工藝路線
6 實施方式(見表6)

表6 具體實施方式
7 結論
1)運用數控系統程序段跳過功能,按下操作面板上的“跳選”鍵,成功實現了不同形狀圓形橫截面系列拉伸試樣可用一個程序進行復合加工,減少了試樣形狀變化時重新開發程序占用的大量時間,杜絕了多程序占用系統內存而影響機床響應速度和調錯程序的可能。
2)運用宏程序給變量公式賦值,自動準確計算試樣過渡半徑值,較好地解決了人工直接賦值不準確的問題,徹底消除了加工試樣過渡弧與平行段之間出現的接刀痕跡,保證了檢測數據的準確性。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
