組合型平整輥系的研究與應用
2022-08-03 08:40:14劉治宏常建勛
山西冶金 2022年3期
關鍵詞:不銹鋼
劉治宏, 常建勛
(山西太鋼不銹鋼股份有限公司冷軋廠, 山西 太原 030002)
不銹冷軋帶鋼的平整,是不銹冷軋帶鋼生產的重要環節,平整可以消除屈服平臺,并在一定程度改善板型。寶新、張浦、甬金等國內主流鋼廠平整輥的輥型曲線主要使用正弦曲線。在品種單一、冷軋鋼帶規格范圍較窄的時期,正弦曲線平整輥很好的解決了消除屈服平臺、改善板型的問題。
隨著應用領域的拓展,不銹鋼品種從單一的304系奧氏體不銹鋼和430 系鐵素體不銹鋼,已發展到品種包括奧氏體不銹鋼、體素體不銹鋼、馬氏體不銹鋼、雙相不銹鋼、沉淀硬化不銹鋼五大類上百個鋼種牌號,冷軋帶鋼規格也從最初的厚度0.5~3.0 mm,寬度1 000~1 219 mm,擴大到厚度0.3~8.0 mm,寬度940~2 000 mm。隨著冷軋帶鋼變寬,平整輥增長,為了保證足夠的延伸曲線,輥子道次有所增加,輥子中心點到兩邊部的延伸差變大。這就行成越寬的材料,壓力越大,延伸越小的材料(薄料)輥子凸度越大。此時,正弦曲線平整輥對薄、寬料板型的改善能力有限的弊端就體現出來。針對薄、寬料的板型改善問題,需要設計新的輥型。
1 組合輥系
平整時為消除鋼帶邊浪,增加平整輥凸度是有效方法[1-3],但是正弦單一的輥型特點,平整輥工作面中間凸度太大會造成鋼帶中間新的大肚板缺陷,從而制約了凸度的增加。
綜合考慮,只有改變輥型設計,采用組合輥型才能達到預想效果。根據鋼帶板凸度,平整輥中部適當減小凸度,縮小延伸差,平整輥邊部適當位置增加凸度,擴大延伸差,使鋼帶消除邊浪的同時不產生新的大肚板缺陷,達到理想的平整效果。這兩種輥型相組合,平整輥整體凸度是減小的。由于平整輥中部凸度較為平緩,壓力也更容易作用在邊部[4]。最大滿足邊部延伸差的行成,平直的鋼帶有助于張力的建立,產生相互支持的作用,以達到滿意的平整效果。
2 曲線組合型平整輥系的設計
平整時為消除鋼帶邊浪,增加平整輥凸度是有效方法,但是正弦單一的輥型特點,平整輥工作面中間凸度太大會造成鋼帶中間新的大肚板缺陷,從而制約了凸度的增加。
根據鋼帶板凸度,平整輥中部適當減小凸度,縮小延伸差,平整輥邊部適當位置增加凸度,擴大延伸差,使鋼帶消除邊浪的同時不產生新的大肚板缺陷,達到理想的平整效果[5-6]。這兩種輥型相組合,平整輥整體凸度是減小的。由于平整輥中部凸度較為平緩,壓力也更容易作用在邊部[7-8]。
以平整輥直徑800 mm,輥面長度1 400 mm 的平整輥系為例來說,(圖1 中橫向為輥面長度,長度范圍0~1 400 mm 之間,縱向為輥面實際高度,以輥面0/1 400 mm 處為縱坐標0 點)組合型輥系設計思路如圖1 所示。
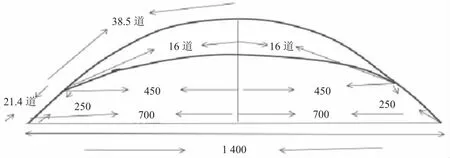
圖1 組合型輥系設計思路(mm)
首先根據不同凸度建立兩條獨立的曲線,如圖2所示。

圖2 兩條獨立曲線


對兩條曲線進行復合,如圖3 所示。
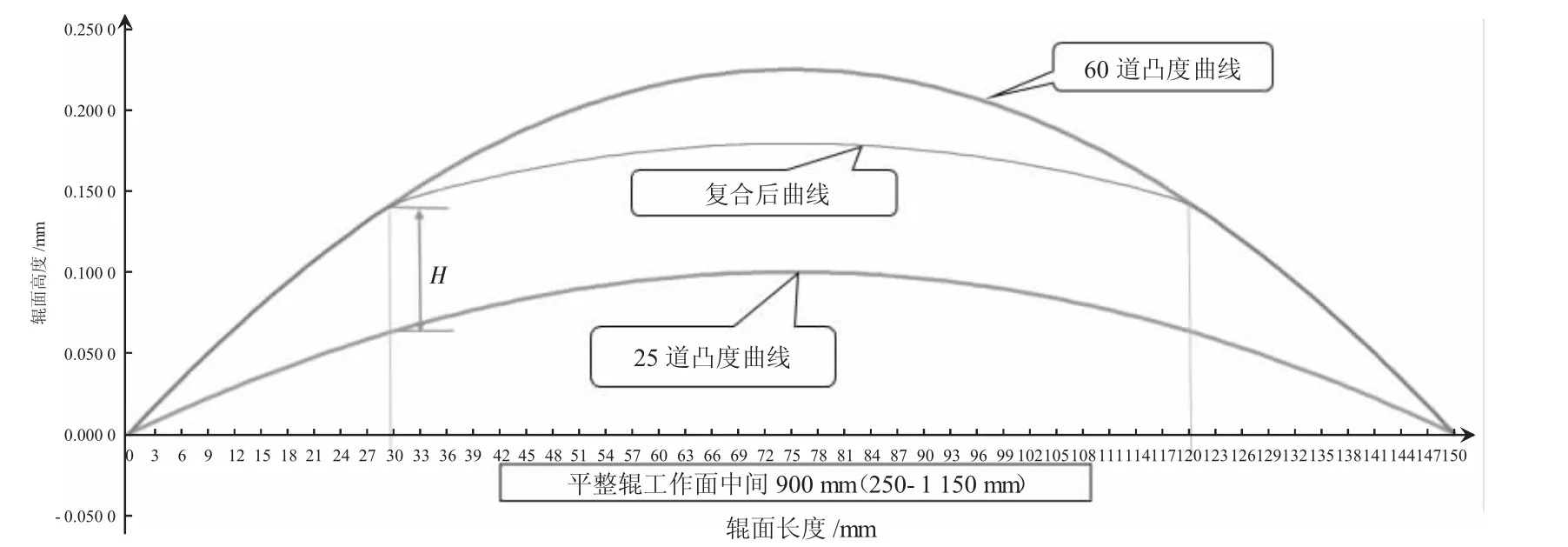
圖3 復合板型曲線示意圖
60 道曲線(0~250 mm)+25 道曲線(250~1 150 mm)+60 道曲線(1 150~1 400 mm)。
平整輥工作面中間900 mm(250~1 150 mm)需要將25 道凸度曲線上移H 的距離進行曲線復合,H=a1+a2,(250 mm≤x≤250 mm)。
按上圖兩條曲線復合后,復合曲線如圖4 所示。

圖4 復合后的板型曲線
其中:a復合=A1sinx,(0~250 mm);
a復合=H+A2sinx,(250~1 150 mm);
a復合=A1sinx,(1 150~1 400 mm)。
式中:a復合為復合曲線的振幅,x 為輥面長度。
在實際應用過程中,兩條曲線連接位置會出現“凸點”,需要用合理的方法進行處理,保證連接點平緩過渡。
不同凸度曲線連接后,平整輥工作面250 mm 和1 150 mm 位置有兩個“凸點”,以250 mm 位置“凸點”為例說明優化方法:已“凸點”為中心,在200~300 mm區域內的11 個點進行曲線值求差值,會發現靠平整輥邊部由于凸度大差值較大,靠中間由于凸度小差值較小,故在連接點出現“凸點”。
3 組合輥的磨削
平整作為軋鋼工序里后部工序,對平整輥的要求極為苛刻,表面粗糙度Ra≤0.02 μm,不能有可見螺旋紋,振紋,花印等缺陷,更不能出現過渡段陰暗面,造成鋼板表面亮度不一致。由于復合曲線是兩根不同凸度形成的曲線,在曲線上有兩次過渡。這樣的曲線在磨床上磨削是比較困難的,因為砂輪的法線與軋輥曲線不垂直,造成磨削時砂輪兩邊部一邊接觸,產生螺旋紋與陰陽面。
針對以上問題,磨削試驗時做了大量工作:首先,需要將砂輪修正成圓弧形,避免砂輪與輥面形成角接觸;其次,在編制好的曲線中再疊加一條速度曲線,即磨削過程中的橫移速度按照曲線設定好的百分數來執行,在輥型拐點處降低橫移速度,這樣可以減輕過渡段變化造成的陰陽面問題;最后就是不斷進行磨削試驗,優化磨削參數。通過不斷磨削總結,數據分析與優化,最終輥面質量得以保證。
4 應用情況
太鋼不銹鋼可生產規格全世界范圍內最廣,在特色極薄、超寬不銹鋼帶的板型改善方面,單一正弦輥型重平率高達15.0%,采用不同凸度復合輥型系后,重平率降低至0.35%,組合輥型很好地解決了正弦曲線輥系不易處理的薄、極寬、極窄的冷軋鋼帶的板型問題。
5 結論
組合型正弦輥型在改善薄規格、極大極小寬度不銹鋼帶板型時,減小帶鋼中部和邊部延伸率差異,避免了鋼帶板型存在縱向折印和肋骨印缺陷問題,在實際生產過程中并且已取得了非常好的效果。
平整輥復合輥型為平整板型控制增加了最靈活有效的手段,可以促進冷軋不銹帶鋼向更寬更薄的領域發展。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
