螺紋鋼多切分軋制K3 崩槽問題分析
2022-08-03 08:40:06應長征
山西冶金 2022年3期
謝 輝, 應長征
(方大特鋼科技股份有限公司, 江西 南昌 330012)
切分軋制技術[1]在螺紋鋼生產中得到廣泛應用,三切分、四切分、五切分技術也比較成熟,多切分軋制(三切分及三切分以上),K3、K4 道次是關鍵控制點。而在生產應用中,K3 使用不當,軋槽經常會出現崩槽問題。要想解決K3 崩槽問題,需要先了解多切分軋制的特點,了解K3K4 孔型的特點,再針對性的進行控制。本文主要對多切分軋制特點進行分析,并從生產實踐中闡述,分析K3 崩槽問題的主要影響因素,并從生產實踐中總結出控制措施,從而解決多切分軋制K3 崩槽問題。
1 切分軋制技術及孔型特點
切分軋制是指在型鋼熱軋機上利用特殊軋輥孔型和導衛裝置將一根軋件沿縱向切成兩根或多根軋件,進而軋出兩根或多根成品材的軋制工藝。目前,比較成熟的切分軋制技術,有二切分、三切分、四切分、五切分,在普棒線,小規格鋼筋的生產均以切分軋制的形式生產。
本文闡述的多切分軋制,指三切分以上軋制工藝,即三切分、四切分、五切分。
要了解K3 崩槽問題,就必須了解多切分軋制預切分孔型及切分孔型系統特點。
五切分見圖1;四切分見圖2;三切分見圖3。

圖1 五切分K3、K4 孔型圖

圖2 四切分K3、K4 孔型圖
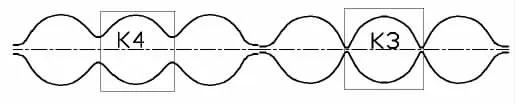
圖3 三切分K3、K4 孔型圖
從圖1、圖2、圖3 可以看出,多切分軋制,無輪是三切分、四切分還是五切分,K3、K4 中間孔都是限制寬展,尤其是K3,切分數越多,限制寬展越明顯。五切分K3 中間三個孔都是限制寬展,切分帶受雙向寬展擠壓受力,更容易崩槽。
2 崩槽問題描述
多切分螺紋鋼K3 崩槽是指在軋制過程中,K3 道次軋槽,切分帶出現撕裂、啃壞、“掉肉”、凹坑等現象。主要有幾種類型:
切分帶正面出現凹坑、缺口見圖4-1;切分帶受側面擠壓力,導致撕裂、掉塊見圖4-2;切分帶磨損過快,導致崩槽見圖4-3。
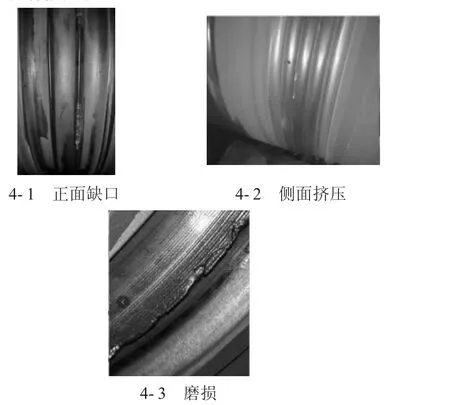
圖4 K3 切分帶崩槽示意圖
K3 道次軋槽崩槽,不管是哪種類型,都可能導致切分時撕不開,容易造成切分后沖出口等生產事故,發現該問題后,應及時換槽,避免事故發生。
3 原因分析
從螺紋鋼多切分軋制工藝特點分析,K3 孔型中孔為限制寬展,特別是五切分軋制,中孔受兩側雙向擠壓力,更容易出現崩槽問題。
軋槽崩槽,主要表面為切分帶橫向擠壓開裂、壓下過大啃壞、崩缺、磨損不均等導致切分帶“掉肉”、撕裂等現象,導致切分輪撕不開,造成事故。影響K3 崩槽的在主要影響因素:
3.1 導衛、軋機安裝不檔
1)K3 進口導衛與軋槽不對中、軋機錯輥或竄輥,導致K4 軋件咬入K3 軋槽時,切分帶與K4 預切分帶未對中咬合,導致K3 切分帶受力過大崩槽。
2)K3 進口導衛安裝不水平,導致咬入K3 軋槽時,下輥或上輥受力過大,導致K3 切分帶受力過大崩槽。
3.2 生產工藝控制不到位
1)來料過大。即K4 出料過大,造成K3 壓下量過大,切分帶負荷過大,造成崩槽。
2)咬入不正。K4 出料不規則,走勢不正,出現側彎等或軋制線未對中,造成咬入K3 時,K4 預切分帶與K3 未中,導致咬入瞬間K3 切分帶受力過大,造成崩槽。
3)K4 軋槽磨損過大,導致上下槽預切分帶間隙大,K3 壓下量增加。如圖5 所示,K4 軋槽磨損后,預切分帶間隙增加,K3 切分帶受力增加,很容易導致崩槽。

圖5 K4 軋槽老化示意圖
3.3 冷卻水不充分
軋槽冷卻不充分[2]:軋槽冷卻水管過窄、水壓低水量少、或冷卻水未對中切分帶集中冷卻等,均造成K3 切分帶熱負荷過大,軋制到一定過鋼量時造成崩槽;或K4 冷卻水不足,會導致軋槽老化過快,導致K3崩槽,如圖6 所示。

圖6 K4 軋槽冷卻水不足導致老化
3.4 孔型設計不合理
根據多切分軋制工藝特點,因K3 孔型中孔限制寬展,若前道次孔型與K3 不匹配,K4 孔型截面積過大,則造成K3 中孔寬展方向擠壓受力過大,導致切分帶橫向受力過大造成崩槽。
1)K4 預切分帶間距過寬,與K3 不匹配,造成K3切分帶橫向受力過大或者上下壓下量過大。
2)K4 預切分帶中孔截面積過大,與K3 中孔不匹配,造成K3 寬展方向受力過大,導致K3 崩槽。
3.5 K3 軋輥材質問題
1)因K3 切分帶比較尖銳,如選用軋輥硬度太大,太硬太脆,則軋制過程切分帶受力后容易崩缺。
2)軋輥存在質量問題,或者工作層不滿足要求,導致軋槽出現“掉肉”、“崩槽”。
4 控制措施
通過原因分析,以及生產實踐論證,總結出以下控制措施,解決K3 崩槽問題:
4.1 規范K3、K4 軋機導衛的裝配
1)嚴格選用K3、K4 進口導衛,采用標準樣棒調整導輪開口度,同時需確保四個導輪與導衛導板中心線一致。
2)安裝備機時,進口導衛中心線應該與K3、K4軋槽中心線完全對中,制作在線調整用的導衛樣板,使樣棒和軋槽咬合,便于觀察導衛與軋槽的對中性。
3)上線軋機嚴格檢查,采用百分表檢測K3、K4軋機,軸向竄動值控制在0.02 mm 以內。
4.2 料型調整,嚴格按工藝標準控制料型
1)生產過程中應該控制好輥縫,勤測料型,每2 h測量一次料型,生產過程中及時修正料型,確保符合標準。避免料過大,導致K3 切分帶受力過大。
2)嚴格控制K4 架次過鋼量,根據軋槽磨損情況安排更換,確保軋槽表面質量。
4.3 控制好軋槽冷卻水
1)K4、K3 軋槽冷卻水由低壓水改為高是,壓力由0.5~0.6 MPa,調整為1.0~1.2 MPa 控制,確保冷卻水量充足。
2)將K4、K3 水管噴嘴設計為三排噴嘴,且噴嘴的間距與切分帶一致,確保冷卻水對中切分帶,使切分帶充分冷卻,防止因熱疲勞導致崩槽。同時,設計水管噴嘴角度應該與軋輥中心成20°~30°為宜(如圖7)。

圖7 K3、K4 冷卻水管(mm)
4.4 合理設計K4 孔型(以五切分為例)
對K4 孔型進行修改,使K4 中孔與K3 匹配(如下頁圖8)。
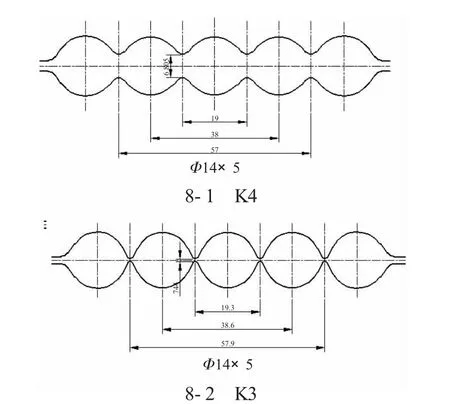
圖8 Φ14 mm×5 優化后K3、K4 孔型(mm)
1)成品規格越小、切分數越多,K4 預切分帶間隙應越小,Φ14 mm 五切分規格,應該控制在6.5~7.0 mm 較好,即可以滿足K3 切分帶壓下率85%左右的控制要求,也可以確保K4 負荷不會太大。
2)K3、K4 切分帶中心距應設計合理,K3 切分帶中心距比K4 大0.2~0.3 mm,即確保咬入K3 能對中,也不導致K3 橫向擠壓受力過大。
4.5 選用合適的軋輥材質
1)K3 軋輥硬度不宜過高,軋輥硬度從77-83 HSD改為68-72 HSD,硬度也能太低,否則磨損、老化過快,也容易造成崩槽。
2)如使用高速鋼等軋輥,應該對硬度進行單獨調整,專用于K3,防止硬度過高導致崩槽。
5 K3 崩槽控制關鍵點
1)控制好本道次和前道次料型、K3、K4 冷卻水壓、K4 軋槽過鋼量、K3 軋輥硬度,將相關要求形成標準化文件,嚴格執行。
2)設計K3K4 孔型時,應避免切分帶負荷過大,K4 預切分帶厚度不能太厚,K3 切分帶壓下率盡量控制在85%左右。同時,應該合理設計K4K3 預切分帶和切分帶間距,K3 預切分帶間距比K4 預切分帶間距大0.2~0.3 mm 為宜,防止K3 中孔因受限制寬展而導致切分帶擠壓受力崩槽。
6 結論
1)通過對多切分軋制孔型特點進行闡述,從而分析K3 崩槽問題產生的原因,并通過實踐論證剔除對應的控制措施,K3 崩槽問題能得到有效解決。
2)控制好K3 崩槽問題,即可減少生產事故,降低職工勞動強度,又可增加軋槽過鋼量,降低輥耗。
3)通過以上控制措施后,K3K4 軋槽均能很好地使用,即能滿足過鋼量要求,軋槽也不會出現崩槽現象(如圖9、圖10)。

圖9 優化后K4 軋槽圖
圖10 優化后K3 軋槽圖
