履帶鋼矯直板型控制
2022-08-03 08:39:42張秀山
山西冶金 2022年3期
張秀山
(山東鋼鐵股份有限公司萊蕪分公司型鋼廠, 山東 濟(jì)南 271126)
1 履帶鋼概述
履帶鋼是一種比較復(fù)雜的凸緣斷面異型鋼[1],其形狀構(gòu)成按照異型斷面(見圖1)可劃分為腰、齒、腰頭、腰尾4 個(gè)部分。因熱軋履帶鋼各部分溫度不均勻,其冷卻變形是一個(gè)復(fù)雜的變化過程,會(huì)導(dǎo)致變形不均勻、出現(xiàn)彎曲、板型變形等現(xiàn)象,從而使得矯直工序中的一些缺陷不能很好消除。因此,要想提升矯直質(zhì)量,必須對(duì)履帶鋼的冷卻變形做好預(yù)防,并與矯直工藝相結(jié)合,最終提高矯直質(zhì)量。
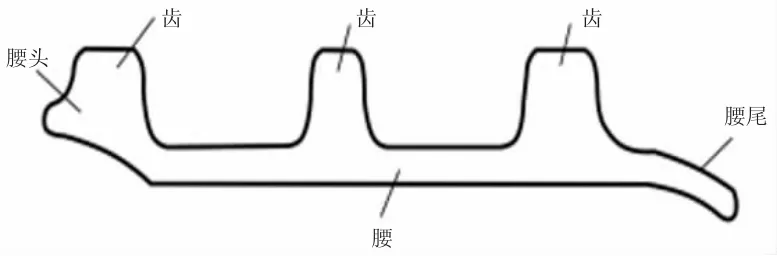
圖1 L3W190 履帶鋼斷面組成示意圖
2 履帶鋼冷卻變形過程控制
2.1 履帶鋼冷卻變形機(jī)理
在無外力作用下,熱軋履帶鋼的自然冷卻過程中其橫截面不同部位的冷卻速度及相變時(shí)間不同,從而使各部位收縮量或膨脹量不同,導(dǎo)致了履帶鋼出現(xiàn)彎曲的現(xiàn)象。從計(jì)算機(jī)模擬情況(見圖2)可看出,軋制過程中各部分的溫度變化較大,溫度最高的是腰與尾齒與中齒的“T”型區(qū),溫度最低的是齒尾頂端。

圖2 履帶鋼終軋溫度(℃)場模擬
履帶鋼冷卻變形機(jī)理:大規(guī)格履帶鋼在冷卻開始階段,由于齒尾冷卻較快,履帶鋼逐漸彎向齒尾;當(dāng)齒尾冷卻到相變溫度時(shí),其組織由奧氏體轉(zhuǎn)變成珠光體,體積變大,此時(shí)履帶鋼彎曲方向又逐漸從齒尾彎向齒頭;隨著溫度的繼續(xù)降低,當(dāng)齒頭冷卻到相變溫度時(shí),齒頭開始相變,相應(yīng)地履帶鋼彎曲方向又逐漸從齒尾彎向齒頭,直到相變結(jié)束時(shí),彎向齒頭的彎曲度達(dá)到最大;在履帶鋼整個(gè)斷面相變都完成后的冷卻過程中,由于齒頭部位的溫度比齒尾高,因此齒頭冷卻收縮量大于齒尾冷卻收縮量,履帶鋼彎曲方向又逐漸從齒頭彎向齒尾方向,且彎曲度不斷增大,終冷后的彎曲狀態(tài)為彎向齒尾,即冷卻后的履帶鋼存在矯前彎曲度。
小規(guī)格履帶鋼的齒頭與齒尾溫度相差不大,可以不考慮因相變而導(dǎo)致的彎曲。不論大規(guī)格還是小規(guī)格履帶鋼,腰與尾齒、中齒的“T”型區(qū)溫度要遠(yuǎn)遠(yuǎn)高于齒尾與齒頭溫度,在相變與冷卻的過程中,出現(xiàn)腰部“弓腰”現(xiàn)象。因此,如何在冷卻過程中控制彎曲情況,是控制履帶鋼矯直板型控制的關(guān)鍵。
2.2 減小履帶鋼冷卻彎曲的措施
2.2.1 成品預(yù)彎
根據(jù)履帶鋼整體冷卻過程中的冷卻情況,在成品軋機(jī)出口處加裝可調(diào)節(jié)開口度的滾動(dòng)側(cè)導(dǎo)輪(見圖3),使導(dǎo)輪與軋輥之間形成彎曲變形,以達(dá)到預(yù)彎的目的(見圖4)。通過反復(fù)試驗(yàn),形成了不同規(guī)格的預(yù)彎工藝。預(yù)彎的成品在冷卻過程中,逐漸平直。

圖3 成品機(jī)架后可調(diào)節(jié)滾動(dòng)導(dǎo)輪

圖4 履帶鋼軋后預(yù)彎情況
2.2.2 緩冷平臺(tái)應(yīng)用
在冷床入口處增加緩冷平臺(tái),以消除拉入小車造成的軋件上下彎曲。緩冷平臺(tái)長度1.6 m,寬度1.2 m,中間通水,以防止緩冷平臺(tái)高溫變形,沿冷床寬度方向上布置20 套緩冷平臺(tái)。緩冷平臺(tái)結(jié)構(gòu)如下頁圖5所示。軋件在緩冷平臺(tái)上,使軋件與緩冷平臺(tái)充分接觸,加之緩冷平臺(tái)中間通過冷卻水,可加速履帶鋼齒部的冷卻,減小上下冷卻速度差,有效地控制了上下彎曲現(xiàn)象,LW135 履帶鋼在緩冷平臺(tái)上一次能放2 支鋼(見下頁圖6)。

圖5 緩冷平臺(tái)

圖6 履帶鋼在緩冷平臺(tái)上的冷卻
2.2.3 履帶鋼軋件頭尾彎曲控制
履帶鋼軋件頭尾彎曲冷卻速度較軋件中部要快,加之軋件頭、尾是矯直的“盲區(qū)”,如果頭尾彎曲較大,矯直很難矯平,只能切掉,會(huì)嚴(yán)重影響成本的降低。
根據(jù)現(xiàn)場實(shí)際,在冷床上對(duì)軋件放置的端部新增加齒條與鏈條,以減少軋件的頭尾部的上下彎頭。
3 履帶鋼矯直過程控制
3.1 矯直工藝
萊鋼小型生產(chǎn)線采用九輥懸臂式輥式矯直機(jī)(見圖7),由上下兩排交錯(cuò)布置的輥?zhàn)咏M成,經(jīng)過冷床冷卻后的長尺軋件,通過上下輥時(shí)被反復(fù)彎曲,從而得到矯直。

圖7 矯直輥機(jī)矯直輥布置圖(mm)
萊鋼履帶鋼矯直工藝(見圖8)主要以矯腰部為主,齒部與腰頭、腰尾均不與矯直輥接觸。
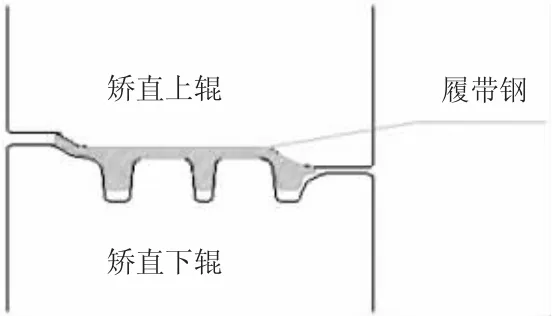
圖8 履帶鋼矯直輥孔型
3.2 矯直工藝優(yōu)化
3.2.1 優(yōu)化孔型,解決履帶鋼“弓腰”問題
履帶鋼產(chǎn)品為異型不規(guī)則斷面型鋼,在冷卻過程中出現(xiàn)傳動(dòng)側(cè)和操作側(cè)向下落,以及腹板中間高、兩側(cè)低的“弓腰”缺陷,產(chǎn)品規(guī)格節(jié)距越大,弓腰缺陷越明顯,用戶使用過程中的影響也就越大,且現(xiàn)用矯直輥無法將弓腰缺陷消除。
將4 號(hào)輥傳動(dòng)側(cè)和操作側(cè)齒間中心線抬高,制成凸臺(tái)狀。以L3S190×10×26 規(guī)格履帶鋼為例,凸臺(tái)設(shè)計(jì)高度為1.0 mm(履帶鋼節(jié)距不同,凸臺(tái)參數(shù)設(shè)計(jì)不同),見圖9,在矯直過程中矯直輥中的凸臺(tái)優(yōu)先接觸軋件,將弓腰缺陷碾平,從而保證腹板的平直度。
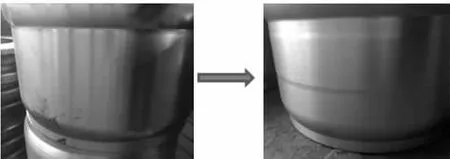
圖9 矯直4 號(hào)輥平改“凸臺(tái)”工藝優(yōu)化圖
對(duì)于大規(guī)格履帶鋼,只通過增加“凸臺(tái)”工藝優(yōu)化,會(huì)增加矯直機(jī)的負(fù)荷,而且矯直效果也不理想,通過軋制“預(yù)彎腰”的工藝優(yōu)化(見圖10),使履帶鋼在冷卻過程中減少“弓腰”缺陷,達(dá)到了矯直后的腰部平直效果。

圖10 軋輥孔型“預(yù)彎腰”工藝優(yōu)化圖
通過矯直工藝優(yōu)化,履帶板腰部平直度由原來的0.8 mm 降至0.3 mm 以下(見圖11),提高了客戶的滿意度。
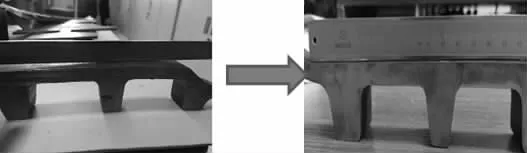
圖11 工藝優(yōu)化后的質(zhì)量對(duì)比
3.2.2 增加矯直立輥,解決側(cè)彎頑疾
小型線矯直機(jī)由于節(jié)距較大,軋件頭尾存在矯直盲區(qū)的情況,出現(xiàn)急彎無法矯正現(xiàn)象,成為矯直廢品。在矯直機(jī)出口加2 組立輥輔助矯直裝置(見圖12),以解決軋件頭部、尾部矯直盲點(diǎn)側(cè)彎問題。

圖12 矯直機(jī)后立式矯直
4 結(jié)論
通過對(duì)履帶鋼冷卻變形機(jī)理進(jìn)行分析,從軋制、冷卻、矯直等三方面進(jìn)行適當(dāng)?shù)墓に噧?yōu)化與設(shè)備改造,使履帶鋼彎曲度由3.5‰降低到2‰以下,腰部平直度由0.8 mm 降至0.3 mm 以下,切頭切尾長度由0.8 m 降低到0.5 m,成材率由91%提高至93.5%,使萊鋼履帶鋼矯直質(zhì)量有了質(zhì)的提升。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
