化學鍍與電刷鍍技術在鎏金銅器修復中的應用研究
2022-08-05 04:52:08牛飛
文物保護與考古科學 2022年1期
關鍵詞:化學
牛 飛
(深圳博物館,廣東深圳 518026)
0 引 言
化學鍍又稱無電鍍,其本質是液相離子Mn+通過液相中的還原劑在金屬或非金屬表面還原沉積[1]。化學鍍具有均鍍能力好、工藝設備簡單、結合力優于一般電鍍、可在非金屬及有機物上沉積鍍層等特點。電鍍是指利用電解原理在某些金屬表面鍍上一層其他金屬或合金的過程[2]。電刷鍍是電鍍中的一種特殊工藝技術,它是借助電化學方法,以浸滿鍍液的鍍筆為不溶性陽極,使金屬離子在負極(工件)表面上放電結晶,形成金屬層的工藝過程[3-4]。電刷鍍的優點包括所需設備簡單、允許使用較高的電流密度、對環境污染小、鍍層厚度的均勻性可以控制等。電刷鍍在電鍍的基礎上增加了靈活性,可以實現細微化的局部處理。
銅質文物修復需要修復者能夠準確掌握文物器形、紋飾的特征,對癥下藥。比較著名的金屬文物修復案例有張心如先生修復的四羊方尊、1980年發掘出土的秦始皇陵銅馬車、故宮文物修復廠修復的班簋等。多數銅質文物由于在不同的存在環境中與周圍的多種化學物質長期發生作用,常發生腐蝕,導致文物整體或局部力學性能下降,嚴重者甚至產生破損殘缺。有時出于對文物本體安全加固的需要,或者展覽的需要,對于破損殘缺的情況要進行補配處理。銅質文物補配材料主要包括低熔點合金、打制銅皮、高聚物復合材料等[5]。對于一些細小的殘缺以及縫隙,利用金屬材料進行補配操作較難,因此,高聚物復合材料作為補配材料是一個趨勢,也取得了一些成績[6-7]。通常,補配部位的隨色被認為是一個較難的步驟,并且顏料層通常有剝落的風險。電鍍技術在文物復制中有較為成功的應用[8],通過在高聚物材料表面涂覆一層導電膠,借助電刷鍍技術可以在補配部位鍍上一層銅金屬,與器物本體也比較協調[9]。但是目前市場在售的導電膠大部分性能不穩定,并且對基體表面粗糙度有較高的要求。筆者曾探討過幾種表面處理技術在文物修復中的應用[10]。本研究將嘗試采用敏化活化體系的表面預處理方法,利用化學鍍和電刷鍍,對一件鎏金銅器進行修復。這其中的難點是在不使用浸泡處理的基礎上,實現環氧樹脂基補配材料的表面金屬化。
1 樣品實驗
1.1 實驗方法與步驟
按照以往經驗,金屬質文物補配可用環氧樹脂調方解石粉制備的復合材料。根據滲流理論,基體中填充的導電粉末分散體積達到臨界濃度時,混合材料內的電荷載流子通過物理接觸在導體內連續流動或者離子之間的粘接劑薄層的載流子被激活運動,電阻率急劇下降,使得孤立分散的金屬粉末微粒在樹脂內部形成一個連續的導電通路[11]。因此,為了增強補配材料表面導電的可能性,可以摻雜石墨粉。另外,由于石墨粉呈多孔狀,有利于敏化粒子的吸附,提供晶核,推動金屬的堆垛沉積,因此即便摻雜粉末的比例達不到臨界濃度,也可以為下一步的表面處理打下基礎。若石墨粉摻雜量過多,會形成大面積的氣孔,補配材料固化后難以打磨平整。綜合考慮補配材料的力學性能,以及樹脂中摻入粉體若過多,補配材料固化過程中易開裂,經反復試驗,取環氧樹脂4 g,摻入方解石粉14 g,石墨粉1 g。用牛角刀混合均勻,揉捏成面團狀,然后在模具中固化成型,將其中一面打磨至光滑,利用切割機制備成若干圓形薄片狀樣品,尺寸為直徑3 cm,厚度0.5 cm。這一樹脂和各種粉體的比例使得制備好的樣品打磨面形成的孔洞狀態與常見的真實鎏金銅器比較接近。需要注意的是,之所以不直接采用導電高分子作為補配材料,是由于還沒有充分的實驗驗證其化學穩定性、力學性能等滿足文物修復材料的需求。
通過儀器HK3540—1型直流電阻測試儀測試,補配材料電阻率達到60 Ω·m×10-8,表明補配材料摻雜石墨粉后依然達不到理想的導電狀態,無法直接進行電刷鍍,需要先利用化學鍍銅沉積一層薄銅層。在化學鍍銅之前首先應進行基體預處理。對于金屬基底,由于氫在粗糙表面上的過電位小于光滑表面,粗糙表面上氫容易析出,鍍層不容易形成,因此通常提高金屬表面的光潔度可以改善鍍層覆蓋能力。對于非金屬如樹脂,表面不具備催化作用,金屬無法直接沉積在基體表面,因此需要對基體表面進行改性,這里用到的方法是在補配材料摻雜石墨粉的基礎上進行敏化—活化處理。一般在敏化—活化前還應進行除油和粗化,目的都是增強鍍層附著力,但是樣品中有方解石成分,用酸粗化會引起反應,因此只需要用砂紙打磨至亞光狀態即可,然后用酒精清洗干凈。除油液配方為氫氧化鈉100 g/L,碳酸鈉325 g/L。敏化液配方為氯化亞錫60 g/L,鹽酸(37%)10 mL/L。活化液配方為硝酸銀10 g/L。敏化—活化后的粉體表面存在一些殘留銀離子,也可能吸附少量水解的氫氧化錫,還應利用次磷酸鈉將銀離子還原,同時將氫氧化錫還原為可溶的Sn2+除去。次磷酸鈉濃度為30 g/L。每道工序完成后,需要用吹風機將樣品表面吹干。由于文物修復中難以將補配處浸泡處理,因此以上各步驟采取的方法是用蘸取溶液的棉花敷貼在補配處,再覆蓋一層保鮮膜,每半小時更換一次浸透溶液的棉花。
化學鍍銅的發生必須有載體、高pH值和反應溫度,因此先將化學鍍銅液和還原劑混合后加熱到55 ℃,然后加入NaOH溶液提高溶液pH值到11.5,同樣采取棉花敷貼的方法,每5分鐘更換一次浸透液體的棉花,直至化學鍍銅層均勻覆蓋。電鍍液中的主鹽提供金屬離子,其用量可以決定鍍層的厚度。Milan在鍍銅層的結構和性質方面進行了深入探索,他認為:1)1~25 μm厚度之間的鍍層,由于非擇優取向晶粒的生長受到限制,而存在擇優取向;2)晶粒側方相連并呈柱狀生長;3)初始晶粒生長的停止始于中心和最外層晶粒的生長。對于不同的功用可以選擇不同的電刷鍍液,從而獲得不同的性能取向。本實驗需要獲取的化學鍍銅層必須具備良好的導電性,不必太厚,但要求鍍層均勻,覆蓋完整。根據參考文獻[12],采用的化學鍍銅液配方為硫酸銅15 g/L,乙二胺四乙酸二鈉30 g/L,α-α’聯吡啶0.03 g/L,亞鐵氰化鉀0.08 g/L,還原劑為甲醛20 mL/L。
化學鍍銅層比較薄,對試樣塊底色的覆蓋作用有限,但使得樣品表面已具備導電性,可以進行電刷鍍。電刷鍍中影響鍍覆效果的主要因素有以下兩個:1)工藝參數,主要包括電壓以及鍍筆運動速度。參照文獻[13],電壓采用8~12 V。鍍筆運動速度不宜過快或過慢。2)鍍液成分,本操作主要獲取裝飾性鍍金層,參考相關書籍,電刷鍍金液配方為金30~40 g/L,有機鹽20~50 g/L,有機酸20~25 g/L,添加劑適量[14]。
經一系列表面處理后得到4個樣品,分別為樹脂固化后的原始試樣塊、敏化活化處理后的試樣塊、化學鍍銅后的試樣塊以及電刷鍍金后的試樣塊,編號依次為1~4號。
1.2 X射線衍射儀(XRD)物相分析
采用德國Bruker公司生產的D8型號XRD分析復合粉體的物相組成,Cu靶做陽極,管電壓40 kV,管電流300 mA,掃描速度5°/min,掃面范圍2θ為20°~80°。
3號樣品檢測譜圖如圖1所示。
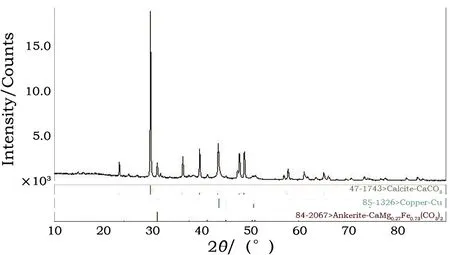
圖1 檢測譜圖一Fig.1 Detection spectrum of Sample 3
從圖1中可以看出,化學鍍銅處理后,在相應位置出現了Cu單質的典型衍射峰,表明補配材料表面沉積有一層金屬銅層,所得銅為晶態,屬立方晶系。XRD并未檢測到銅的氧化物等雜質的衍射峰,表明該鍍覆工藝化學鍍銅效果理想,幾乎沒有出現氧化現象。還檢測出CaCO3與鐵白云石的峰,這些物質為方解石粉中的成分。
4號樣品檢測譜圖如圖2所示。可以看出,電刷鍍金處理后,在相應位置出現了Au單質的典型衍射峰,其余物相成分與3號樣品一致,含有Cu、CaCO3、鐵白云石,這表明化學鍍銅層表面沉積了一層金屬金層,所得金為晶態。XRD圖中幾乎未檢測到雜質峰,表明電刷鍍效果較理想。
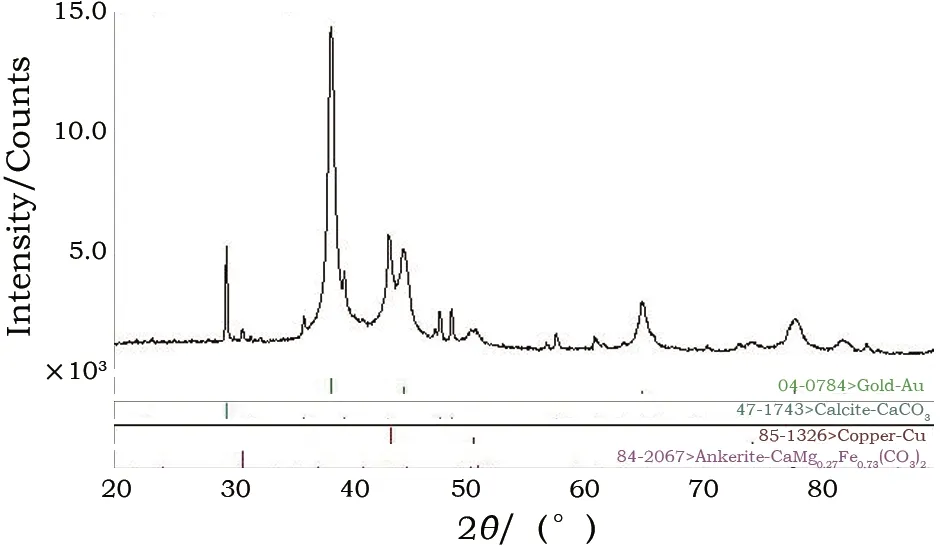
圖2 檢測譜圖二Fig.2 Detection spectrum of Sample 4
綜上,根據XRD結果,說明該化學鍍銅和電刷鍍操作的確可以獲得鍍銅層和鍍金層。
1.3 掃描電子顯微鏡(SEM)觀察


圖3 1號樣品掃描電鏡圖Fig.3 SEM image of Sample 1
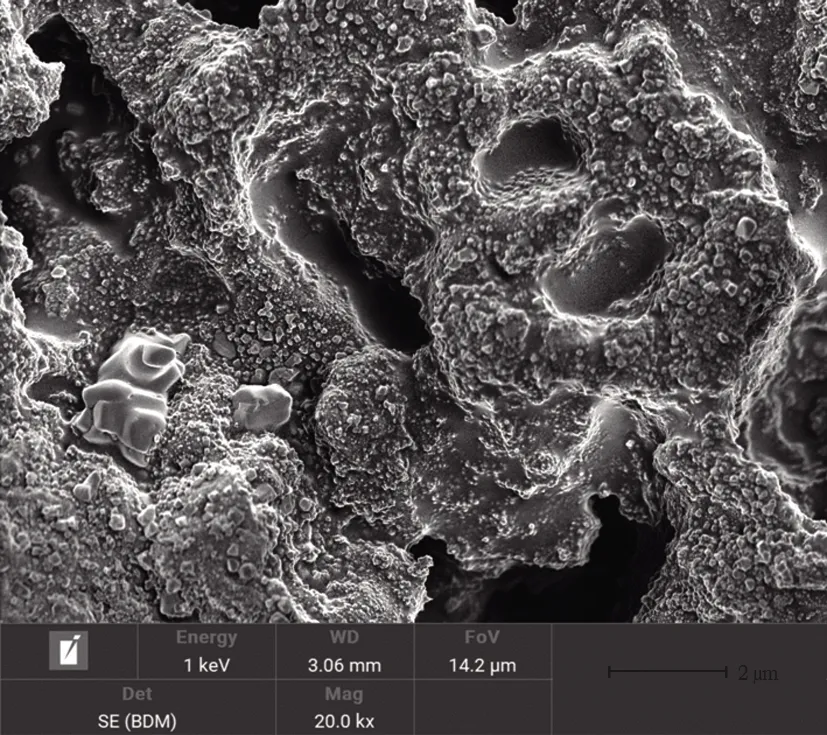
圖4 2號樣品掃描電鏡圖Fig.4 SEM image of Sample 2

圖5 3號樣品掃描電鏡圖Fig.5 SEM image of Sample 3
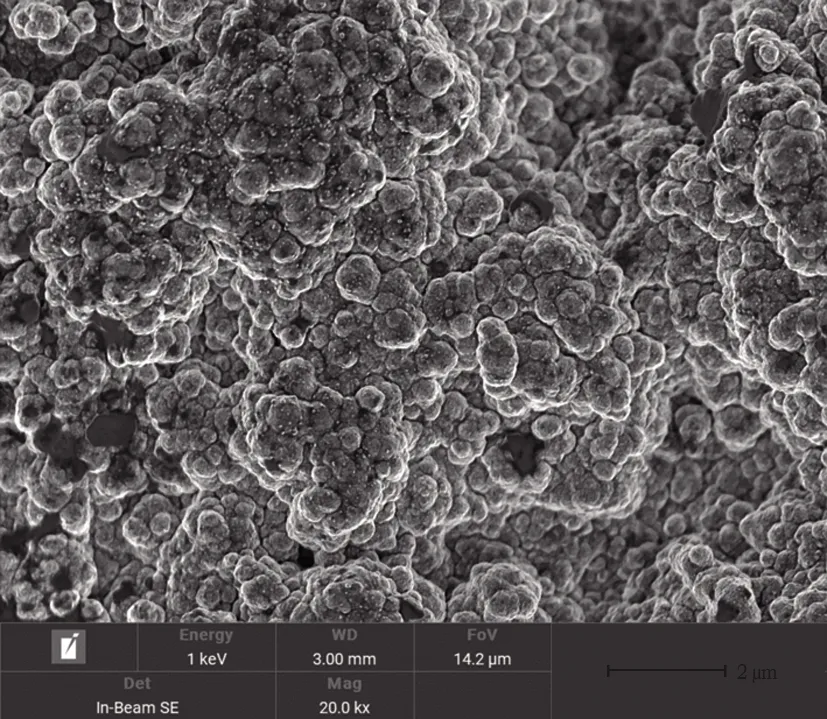
圖6 4號樣品掃描電鏡圖Fig.6 SEM image of Sample 4
1.4 鍍層結合力測試
鍍層結合力的測試只能得出定性結論,無法得到確切的數值。利用軟布擦拭的辦法發現鍍層結合力較好,對于普通的撫觸難以使鍍層脫落。這一鍍層結合力已能滿足對于文物以及工藝品觸碰程度。
1.5 鍍層耐蝕性測試
采用深圳大學材料學院提供的鹽霧試驗箱進行鍍層耐蝕性測試。按照同樣的補配材料配方得到試樣塊,采用傳統的丙烯顏料隨色,制備的樣品與鍍覆好的4號試樣塊放置在大氣環境鹽霧試驗箱中,每天觀察器物的變化。可以發現,經過23 d時間,丙烯顏料隨色的試樣塊出現起皮、脫色現象。經過40 d時間,補配部位鍍層仍未出現腐蝕點,但鍍層顏色發生輕微變深,卻更接近老器物鎏金或貼金層顏色。這表明鍍層耐蝕性較好,氧化作用微弱,鍍層比傳統顏料隨色具有更優越的穩定性。另外,鍍金后不必采用緩蝕封護處理。
1.6 實驗結論
通過檢測分析,可以看出以上操作可以在環氧樹脂基補配材料表面得到鍍覆效果較好的薄金層,為下一步的實際修復打下基礎。
2 保護修復處理
以一件現代工藝品的處理為例,該器物為鎏金銅器。保護修復前,這件器物布滿銹蝕物,手部有殘缺。
2.1 茬口清理
器物殘缺部位茬口需要進行清理,增加補配材料與基體茬口結合力,并且茬口的雜質會加劇補配材料樹脂的老化。操作時以機械方法為主,用竹刀、手術刀等工具,牙膏、五潔粉和百潔布等材料清除茬口表面附著土垢、浮銹等。對較堅固的附著物嘗試用噴砂機除銹,操作時需謹慎。還嘗試利用Biox Conservation Gel金屬保護凝膠去除器物的綠色銹蝕及暗斑,用毛筆刷涂于器物表面,約十秒鐘即用蘸取無水乙醇的脫脂棉擦去,效果比較理想。圖7為手工除銹和保護凝膠除銹效果對比。

圖7 除銹前后對比照片Fig.7 Photos before and after derusting
2.2 補配
對于器物殘缺部位,用愛牢達樹脂與方解石粉、石墨粉混合,揉捏成面團狀進行補配。固化后,用手術刀、打磨機進行塑形,用砂紙打磨至光滑。補配時要壓實,收光邊緣,待材料半干時用手術刀將粘到器物上的材料清理干凈。注意不要留下刀痕。
2.3 化學鍍銅
采用試驗配方進行化學鍍銅,注意控制pH值和溫度。在通風櫥中進行,操作時將器物本體部位用可去除的膜層,比如保鮮膜保護起來,注意戴好防護措施。用棉花敷貼在補配部位時,注意器物放置要使補配處表面水平,這樣可以增加溶液與材料表面的接觸。整個操作過程難以避免會在補配部位周邊的器物本體留下化學殘留物,可以利用去離子水對處理部位以及器物周邊基體反復沖洗,盡可能保持最小沖洗面積。最后用無水乙醇刷涂于沖洗部位,快速脫水,防止腐蝕。
2.4 電刷鍍金
進行電刷鍍時應將不需要鍍覆的周邊部位用可去除的膜層保護起來,控制鍍筆運動速度和電壓。鍍覆處理后,可以輕微打磨補配部位,使其光澤度更接近器物本體。采用上述同樣的沖洗方式去除化學殘留物。
2.5 修復效果
鑒于這件器物基體腐蝕狀況較好,而根據鍍層耐蝕性測試,鍍金層不必進行緩蝕—封護處理。經過約7 d,補配部位鍍層自然氧化顏色即轉變至與器物本體非常接近。處理前后器物對比照片見圖8,紅圈內為補配后再進行電鍍處理部位。

圖8 保護修復前后對比照片Fig.8 Photos before and after conservation and restoration
利用色彩色差計測試文物本體與鍍覆部位色差。1939年,美國國家標準局推行了色差計算公式,并制定了NBS色差單位。當NBS介于0.5~1.5之間,色彩差別感受程度為感覺輕微,1.5~3.0之間為感覺明顯[15]。對于CIEL*A*B*體系,可以認為△E=1時,為1個NBS單位。一般來說,光線適宜的時候,比如博物館的展柜中,一個觀察者能夠分辨的顏色微小差別,大約為0.3個NBS單位。在文物修復中,需要達到“遠看一致,近看可識別”的要求,處于視覺的顏色寬容量范圍內,隨色后色度與原器物色度色差最好控制在0.3≤△E≤3。本修復實例,電鍍處理部位與周邊基體色差值△E=1.2,達到了這一要求。
現代文物修復理念比較注重可逆性以及可辨識原則。化學鍍層與電鍍層可用物理和化學手段去除,比如機械打磨、酸蝕或者退鍍液電解等方法。本研究涉及的化學鍍與電鍍技術是應用在器物補配部位,非器物本體。以環氧樹脂為主的補配部位可用熱風槍吹至軟化,然后利用打磨機、手術刀等機械手段去除,符合可逆性原則。對于遵循可辨識原則,有兩個方面的具體表現。一是環氧樹脂基補配材料表面無論經過何種程度的打磨,其粗糙度、氣孔率等物理性能也必然與金屬基體有一定差異,覆蓋其上的相同成分的鍍層也會表現出不同的反射率,感官上有區別。另一方面,新制備的鍍層若與器物本體有較大感官差異,可用草木灰等材料對鍍層進行打磨做舊,達到“遠看一致,近看有別”的效果。
3 應用范圍探討
盡管利用該方法修復鎏金銅器本體取得了較好的視覺效果,但仍需要進一步探討該方法是否同時會對修補周圍文物本體產生影響和干擾。筆者利用另一件器物進行試驗。該器物為仿西漢鎏金熊形擺件工藝品,也是一件現代做舊鎏金銅器,按照其工藝品的屬性,缺少底座。參考相關圖片,利用樹脂復合材料補配成形缺失底座,再按照本研究介紹的鍍覆方法對補配材料進行表面處理。修復效果見圖9。

圖9 獨立配件制備Fig.9 Preparation of independent accessories
可見,補配的獨立配件與器物本體協調,增加了器物內容,豐富器物價值。對于文物保護修復來說,要將保護文物的原真性放在重要位置,文物是否需要完全復原修復,要經過大量的研究。如果在充分考量后,確定文物需以修復后完美狀態展示,那么本方法無疑可以選擇,即該方法有其限定的使用范圍,目前來看,比較適合在獨立鎏金附件的配補上使用。至于在鎏金文物本體上的使用,感官上能達到修復效果,但還需要進行一系列理化性能檢驗。
4 結 論
化學鍍和電刷鍍作為表面處理中的重要技術,可以實現局部操作,非常適合文物修復。結合科學儀器分析結果,實驗得到的鍍層具有良好的性能。在本實際修復案例中,在遵循不改變文物原狀、真實性、最小干預以及可識別與整體協調相結合等文物保護基本原則的基礎上,對這件銅器進行了保存狀況和病害調查、拍照和文字記錄,實施了表面清理與除銹、補配、化學鍍銅、電刷鍍金等保護修復技術處理。處理后的器物色澤協調,從觀感上取得了較為理想的保護修復效果。獨立配件的處理案例也印證了這種方法可以達到較好的修復效果,但是出于文物保護修復中文物原真性以及安全性的考慮,該方法應用在文物本體上仍需進行更深的探討。如果在充分考量后,確定文物需以修復后完美狀態展示,那么本方法可視為一種優選的方法。目前來看,該方法的使用范圍適合但不限于鎏金銅器的獨立配件補配。化學鍍和電刷鍍技術優點在于鍍層與基體結合力較好,并且因兩者本質上成分一致,鍍覆處理部位色澤與基體和諧一致。將這兩種工藝更廣泛成熟地應用于文物保護修復領域,還需要在減小對周邊基體影響、工藝參數、多元化色澤鍍層以及提升鍍層耐腐蝕性方面,進行更多的研究探討。
猜你喜歡
小學科學(學生版)(2021年3期)2021-04-13 08:26:20
科技知識動漫(2017年7期)2017-08-09 19:52:45
科技知識動漫(2017年5期)2017-05-11 21:34:16
科技知識動漫(2017年4期)2017-04-15 22:24:55
科技知識動漫(2017年2期)2017-02-06 20:59:46
科技知識動漫(2016年10期)2016-10-18 20:35:00
中學生天地(C版)(2016年2期)2016-08-23 12:06:30
考試周刊(2016年63期)2016-08-15 22:51:06
中學生數理化·中考版(2015年12期)2015-09-10 07:22:44
發明與創新(2015年25期)2015-02-27 10:39:25